



dziabi3 - mając dostęp do profesjonalnych narzędzi i dobrych materiałów w pracy też robiłbym sobie ładne detale. Ale wytoczenie czegoś takiego jak pokazałeś na mojej poprzedniej maszynce zajęło by mi tydzień - i nie chciało by mi się. W warunkach dość prymitywnej obróbki ograniczam się do obróbki istotnych powierzchni detalu, a reszta mnie interesuje mniej. Maszyna ma działać. Na wystawę jej nie buduję, sprzedawać - nie zamierzam. Obudowałem ją w tej chwili płytą wiórową, bo sąsiad se zmienił szafę, i zarekwirowałem mu towar w trakcie wynoszenia pod śmietnik. Dzięki obudowie nie wsadzę łapy w pasek, i wióry mi się na śrubę posuwu wzdłużnego nie sypią.
Opisuję i pokazuję co można zrobić z niczego - ale to "nic" mimo wszystko musi być solidne. I musi kosztować. Inaczej szkoda zachodu.
Jak ktoś zakłada, że za tysiąc złotych zbuduje maszynę CNC, to mu wyjdzie najwyżej ploter piszący ołówkiem.
Nie oznacza to, że nalezy załamać ręce i się poddać - nie od razu Kraków zbudowano. A jak już się zacznie, to co miesiąc coś się dokupi, i w pół roku czy rok maszynka staje się faktem.
Jeżeli założy się, że ma się błyszczeć - czyli ma być zarówno funkcjonalna, jak i ładna i starannie wykończona, to koszta się zwielokrotniają.
Tokarka CNC diy


-
dziabi3
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 10
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
kolego ja cię podziwiam i szanuje w pozytywnym znaczeniu tego
bardzo mi się podoba co robisz i swojego podejścia nie wychwalam tylko wręcz ganie bo o wiele łatwiej mógłbym zrobić wiele rzeczy
a to co pokazałem było robione na cnc i razem z narysowaniem tego i programowaniem wyszło mi 6 godzin w dokładności pasowania na lekko ciasno
niestety czeka mnie zmiana pracy i niedługo nie będę miał dostępu do maszyn tzn jakiś tam będę ale nie taki jak teraz
a mając dostęp do nich olewałem to a teraz łezka się kręci w oku
a to mój złomek
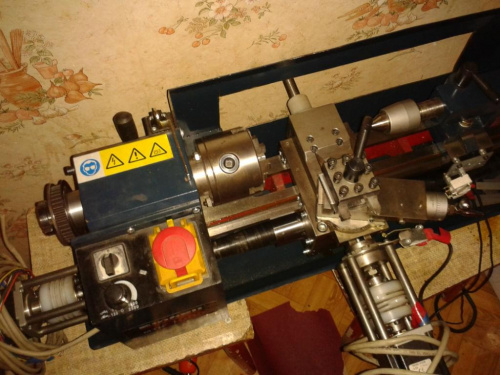
jak widać jest na razie bez sterownika csmio/ip-s i driverów , muszę jeszcze założyć ten enkoder na wrzeciono i krańcówki indukcyjne
bardzo mi się podoba co robisz i swojego podejścia nie wychwalam tylko wręcz ganie bo o wiele łatwiej mógłbym zrobić wiele rzeczy
a to co pokazałem było robione na cnc i razem z narysowaniem tego i programowaniem wyszło mi 6 godzin w dokładności pasowania na lekko ciasno
niestety czeka mnie zmiana pracy i niedługo nie będę miał dostępu do maszyn tzn jakiś tam będę ale nie taki jak teraz
a mając dostęp do nich olewałem to a teraz łezka się kręci w oku
a to mój złomek
jak widać jest na razie bez sterownika csmio/ip-s i driverów , muszę jeszcze założyć ten enkoder na wrzeciono i krańcówki indukcyjne
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 15
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Krańcówki w tokarce nie są koniecznością. Nie mam ani jednej, i wcale za nimi nie tęsknię - a mam trzy czujniki OMRONA, indukcyjne, które mógłbym pomontować. W tej chwili na forum są dwa wątki o budowie tokarki - mój jest trzeci. Te dwie pozostałe są na razie na etapie wstępnych planów. Jako ten, co tę drogę już prawie przeszedł, staram się podpowiadać rozwiązania. Wykonanie może być różne. Obaj konstruktorzy mają dostęp do maszyn i materiału. Mogą z tego wyjść fajne maszynki.
-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 7886
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
witam.
no cóż - każdy orze jak może
również robię ( powoli ) tokarkę - tyle że do drewna .
w dość specyficznym układzie mechanicznym.
założenia takie - bez kasy ( praktycznie ) bez dostępu do maszyn ( oprócz mojej samoróbki - rozpadającej się tokarki) .
tylko chińska wiertarka .
może założę jakiś wątek na ten temat - tylko muszę się przełamać i zamieszczać fotki
pozdrawiam.
no cóż - każdy orze jak może
również robię ( powoli ) tokarkę - tyle że do drewna .
w dość specyficznym układzie mechanicznym.
założenia takie - bez kasy ( praktycznie ) bez dostępu do maszyn ( oprócz mojej samoróbki - rozpadającej się tokarki) .
tylko chińska wiertarka .
może założę jakiś wątek na ten temat - tylko muszę się przełamać i zamieszczać fotki
pozdrawiam.
Mane Tekel Fares
-
dziabi3
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 10
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
miałem kiedyś zainstalowanego emc2 i zasada jest tam taka sama jak w machu3
ogólnie
jeśli masz karnówki to
-bazujesz maszynę
- 1 narzędziem zabielasz w x i z i to będzie baza g 54
- potem te zabielone powierzchnie dotykasz następnymi narzędziami i je ustawiasz
jak nie masz krańcówek to koordynaty maszynowe kasujesz gdzieś gdzie mniej więcej powinny być krańcówki lub gdzie chcesz i reszta tak samo
według mnie krańcówki są potrzebne bo jak się cos wywali to bazujemy i jedziemy dalej bez mierzenia
ogólnie
jeśli masz karnówki to
-bazujesz maszynę
- 1 narzędziem zabielasz w x i z i to będzie baza g 54
- potem te zabielone powierzchnie dotykasz następnymi narzędziami i je ustawiasz
jak nie masz krańcówek to koordynaty maszynowe kasujesz gdzieś gdzie mniej więcej powinny być krańcówki lub gdzie chcesz i reszta tak samo
według mnie krańcówki są potrzebne bo jak się cos wywali to bazujemy i jedziemy dalej bez mierzenia
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
A potem się okazuje, że w czasie wywalenia coś się przestawiło, i detal do kosza. Zasada jest prosta - coś się wywala, zanim zaczniemy, sprawdzamyustawienia. A to oznacza, że mierzymy. Lepiej pięć razy za dużo zmierzyć, niż raz za mało.
Ja nie mam ani pola roboczego ograniczonego programowo, ani krańcówek. Jak się dorobię imaków ze zmiennymi końcówkami (typu Multifix), to pewnie trochę mi się zmieni filozofia obsługi. A dla noży zmienianych do każdej operacji i tak każdy trzeba z osobna mierzyć i ustawiać za każdym razem.
[ Dodano: 2012-07-28, 13:28 ]
Czyli mam wytoczyć detal fi 10 z surowego wałka fi 20 - przetaczam se wałek z ręki strzałkami na około fi 19, mierzę, wpisuje offset, i zapodaję procedurę w NGCGUI - podając jako wartość początkową uzyskaną średnicę, i jako końcową oczekiwane 10, i mogę toczyć. Jeżeli detal ma być dokładny, to wpisuję jako wartość końcową dwie dziesiąte więcej, i potem mierzę i dojeżdżam dokładnie tyle, ile brakuje.
Ja nie mam ani pola roboczego ograniczonego programowo, ani krańcówek. Jak się dorobię imaków ze zmiennymi końcówkami (typu Multifix), to pewnie trochę mi się zmieni filozofia obsługi. A dla noży zmienianych do każdej operacji i tak każdy trzeba z osobna mierzyć i ustawiać za każdym razem.
[ Dodano: 2012-07-28, 13:28 ]
Zakładasz nóż, lekko przetaczasz materiał, mierzysz to co wyszło i wynik wpisujesz w okienku offsetu dla danej osi. I od tej pory masz ustawione narzędzie.Zienek pisze:MIKI, to jak robisz pomiar narzędzia? Kiedy chcesz wałek stoczyć na konkretny wymiar, to jak?
Jedziesz na oko zgrubnie, potem suwmiarka/mikromierz i dodajesz kolejne posuwy?
To pytanie nurtowało mnie już jakiś czas...
Czyli mam wytoczyć detal fi 10 z surowego wałka fi 20 - przetaczam se wałek z ręki strzałkami na około fi 19, mierzę, wpisuje offset, i zapodaję procedurę w NGCGUI - podając jako wartość początkową uzyskaną średnicę, i jako końcową oczekiwane 10, i mogę toczyć. Jeżeli detal ma być dokładny, to wpisuję jako wartość końcową dwie dziesiąte więcej, i potem mierzę i dojeżdżam dokładnie tyle, ile brakuje.
-
 Zienek
Zienek
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3725
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
No to brzmi sensownie, czyli rozumiem to tak:
pobielenie, pomiar i ostawienie offsetu tylko dla grubości materiału.
Oś Z, czyli oś obrotowa - zgrubnie, bo i tak zwykle materiał jest dłuższy niż toczony detal wynikowy.
Zastanawiałem się, czy są jakieś czujniki długości,kształtu noża, jak w przypadku frezarek - czujniki długości freza.
pobielenie, pomiar i ostawienie offsetu tylko dla grubości materiału.
Oś Z, czyli oś obrotowa - zgrubnie, bo i tak zwykle materiał jest dłuższy niż toczony detal wynikowy.
Zastanawiałem się, czy są jakieś czujniki długości,kształtu noża, jak w przypadku frezarek - czujniki długości freza.
-
dziabi3
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 10
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
i tu kolego masz 100% racje filozofia ci się zmieniMlKl pisze: Jak się dorobię imaków ze zmiennymi końcówkami (typu Multifix), to pewnie trochę mi się zmieni filozofia obsługi. A dla noży zmienianych do każdej operacji i tak każdy trzeba z osobna mierzyć i ustawiać za każdym razem.
ja pracuje w pracy na machu 3 są to 2 tokarki pod sterownikami csmio/ip-s i po tym jak np wywalą mi prąd to odpalam maszynę bazuje wczytuje program i puszczam , odchodzę sobie sparzyć kawę i detal gotowy
niema praw nic się w tym momencie wydarzyć a jak się coś odwali to jest to wyłącznie moja wina bo czegoś np nie ustawiłem lub nie zapisałem ustawień
tak jak piszesz , jesli sobie kupisz oprawki precyzyjne to ustawiasz wszystkie narzędzia i wio a dlatego ze nieraz niema na jakiej powierzchni ustawić się bo jest jest finiszowo obrobiona i dotkniecie narzędziem niszczy powierzchnie i musi być magazyn narzędzi skonfigurowany
wo gule praca z magazynem narzędzie <u mnie 14 > i używanie np 7 rożnych podczas wykonania 1 detalu to długa historia bo trzeba pamiętać ze na innym detalu już nie wyjdą te same wymiary bo inne posuway obroty inne naprężenia , oczywiście chodzi mi o toczenie z dokładnością +/-0.005mm np pod łożysko Sulinowie
Mach3 + CSMIO = 






