



PikoCNC Sterownik maszyny CNC via USB


-
airjack
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 14
- Posty: 32
- Rejestracja: 17 wrz 2006, 10:11
- Lokalizacja: dolny śląsk
januszs0 jakiś czas temu namówiłem autora do uruchomienia możliwości używania sondy dotykowej. W programie są makra do tego, jest też info w manualu. Sondę mam gotową, ale mam problem właśnie z elektryką. Jakiej wielkości kulki złocisz, gdzie można taką usługę wykonać ? Nie wiem czy ktoś podejmie się tego ze względu na małą ilość i gabaryty.
Temat trochę mi uciekł, wiecznie mało czasu, ale zamierzam do niego niebawem wrócić, do testów brakuje mi tylko złoconych kulek.
Pozdrawiam
Temat trochę mi uciekł, wiecznie mało czasu, ale zamierzam do niego niebawem wrócić, do testów brakuje mi tylko złoconych kulek.
Pozdrawiam
-
januszs0
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 116
- Rejestracja: 23 lip 2004, 07:29
- Lokalizacja: okolice Rzeszowa
Witam Kolegów
Kulki pojechały do złocenia w piątek do zakładu w którym moja firma złoci elementy. Niestety nie wiem kto to robi bo załatwiałem to przez kolegę. W poniedziałek będę wiedział czy mnie stać na tą usługę. Dałem do złocenia kulki 3mm, 3,5mm i 4mm sam jeszcze nie wiem jakie zastosuję ale jak cena będzie dobra to przynajmniej będę miał materiał wyjściowy.
Pozdrawiam Janusz
Kulki pojechały do złocenia w piątek do zakładu w którym moja firma złoci elementy. Niestety nie wiem kto to robi bo załatwiałem to przez kolegę. W poniedziałek będę wiedział czy mnie stać na tą usługę. Dałem do złocenia kulki 3mm, 3,5mm i 4mm sam jeszcze nie wiem jakie zastosuję ale jak cena będzie dobra to przynajmniej będę miał materiał wyjściowy.
Pozdrawiam Janusz
-
 cosimo
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Zamieściłem dziś kolejną aktualizacje.
Najważniejsze jest to, iż wymaga ona FirmWare w wersji >=1.20 które postaram się dzisiaj rozesłać. Gdyby ktoś nie otrzymał dziś nowego firmware proszę się mailem przypomnieć.
Poniżej przedruk z pliku „zmiany”
*******************************************
UWAGA !!!
Przeorganizowano sposób pracy silników. Dlatego ta wersja programu wymaga już FirmWare w wersji >1.20. Absolutnie nie należy używać jej z wcześniejszymi wersjami firmware !!!!
Dodano „SOFT LIMIT” czyli programowe ograniczenie obszaru pracy maszyny. Ptaszek do włączania tej opcji jest w ustawieniach przy ustawieniach rozmiaru roboczego maszyny. Włączenie sprawia, że nie potrzebne stają się krańcówki LIMIT a wejścia te mogą być w przyszłości wykorzystane w innym celu. Należy zaznaczyć, że po przekroczeniu granicy „limit” silniki nie zatrzymują się natychmiast ale rozpoczynają hamowanie, które (zależnie od maszyny i prędkości) może kilka milimetrów zająć. Dlatego ustalając rozmiar obszaru pracy (w ustawieniach) należy to uwzględnić.
Dodano możliwość ustawienia długości zjazdu z krańcówek po bazowaniu. Dotychczas była to na stałe wartość 10mm dla wszystkich osi. Teraz dla XY można samemu ustalić odległość.
Zmieniono kolejność obróbki przy wybieraniu kieszeni. Do tej pory, przy wybieraniu w wielu przejściach każda ścieżka była wybierana „do dna” teraz cała kieszeń wybierana jest warstwami. Ważne jest aby w nazwie grupy z wybieraniem kieszeni zachowany był tekst „pocked” po tym program rozpoznaje, że ma g-kod w takiej kolejności tworzyć. Także oś „Z” przy wybieraniu unoszona jest tylko wtedy gdy przejazd do następnego konturu koliduje z granicami wybierania. Informacja czy oś ma być uniesiona czy nie zawarta jest w nazwie konturu. Jeżeli nazwa zaczyna się od znaku „*” to dojazd do takiego konturu będzie bez unoszenia osi „Z”.
Dodano możliwość tworzenia offsetów dla konturów otwartych.
W PikoCam-ie klawiszem DEL można kasować kontury i grupy. Kontury kasowane są bez okienka potwierdzającego!
Dodano też specjalny tryb dla grup „Drill” który umożliwia wiercenie z łamaniem wióra. Tak samo jak wyżej, ważne jest aby w nazwie grupy z wierceniem zachowany był tekst „drill” po tym program rozpoznaje, że ma taki g-kod tworzyć.
Ustawieniach G-kod dodano możliwość wyłączenia „ściągania do zera” plików HPGL i DXF
Dodano zapis w formacie STL po skanowaniu dalmierzem laserowym.
Dodano możliwość zmiany wielkości materiału z poziomu makra robi się to funkcjami
SetXSizeMat(v:extended)
SetYSizeMat(v:extended)
SetZSizeMat(v:extended)
*******************************************
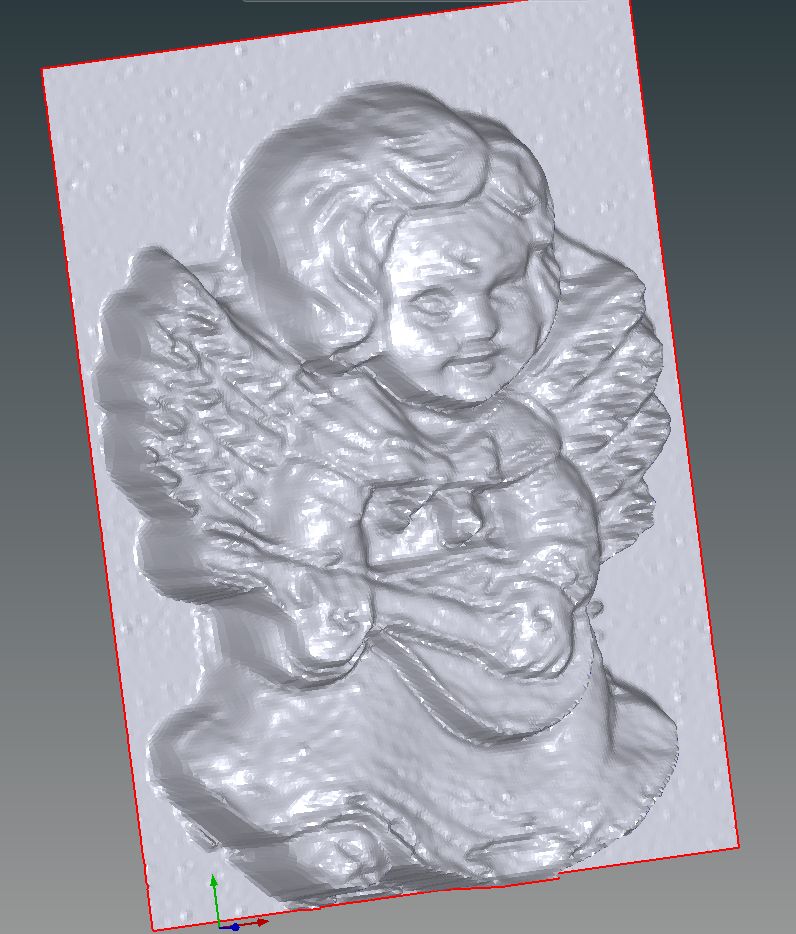
Na obrazkach poniżej offset konturów otwartych oraz STL aniołek zeskanowany przez PikoCNC.
(w oryginale gipsowa figurka wielkości pudełka zapałek). Tutaj muszę podziękować koledze jama777, który wypożyczył mi laser do testów zupełnie nie bojąc się, że zepsuje

Najważniejsze jest to, iż wymaga ona FirmWare w wersji >=1.20 które postaram się dzisiaj rozesłać. Gdyby ktoś nie otrzymał dziś nowego firmware proszę się mailem przypomnieć.
Poniżej przedruk z pliku „zmiany”
*******************************************
UWAGA !!!
Przeorganizowano sposób pracy silników. Dlatego ta wersja programu wymaga już FirmWare w wersji >1.20. Absolutnie nie należy używać jej z wcześniejszymi wersjami firmware !!!!
Dodano „SOFT LIMIT” czyli programowe ograniczenie obszaru pracy maszyny. Ptaszek do włączania tej opcji jest w ustawieniach przy ustawieniach rozmiaru roboczego maszyny. Włączenie sprawia, że nie potrzebne stają się krańcówki LIMIT a wejścia te mogą być w przyszłości wykorzystane w innym celu. Należy zaznaczyć, że po przekroczeniu granicy „limit” silniki nie zatrzymują się natychmiast ale rozpoczynają hamowanie, które (zależnie od maszyny i prędkości) może kilka milimetrów zająć. Dlatego ustalając rozmiar obszaru pracy (w ustawieniach) należy to uwzględnić.
Dodano możliwość ustawienia długości zjazdu z krańcówek po bazowaniu. Dotychczas była to na stałe wartość 10mm dla wszystkich osi. Teraz dla XY można samemu ustalić odległość.
Zmieniono kolejność obróbki przy wybieraniu kieszeni. Do tej pory, przy wybieraniu w wielu przejściach każda ścieżka była wybierana „do dna” teraz cała kieszeń wybierana jest warstwami. Ważne jest aby w nazwie grupy z wybieraniem kieszeni zachowany był tekst „pocked” po tym program rozpoznaje, że ma g-kod w takiej kolejności tworzyć. Także oś „Z” przy wybieraniu unoszona jest tylko wtedy gdy przejazd do następnego konturu koliduje z granicami wybierania. Informacja czy oś ma być uniesiona czy nie zawarta jest w nazwie konturu. Jeżeli nazwa zaczyna się od znaku „*” to dojazd do takiego konturu będzie bez unoszenia osi „Z”.
Dodano możliwość tworzenia offsetów dla konturów otwartych.
W PikoCam-ie klawiszem DEL można kasować kontury i grupy. Kontury kasowane są bez okienka potwierdzającego!
Dodano też specjalny tryb dla grup „Drill” który umożliwia wiercenie z łamaniem wióra. Tak samo jak wyżej, ważne jest aby w nazwie grupy z wierceniem zachowany był tekst „drill” po tym program rozpoznaje, że ma taki g-kod tworzyć.
Ustawieniach G-kod dodano możliwość wyłączenia „ściągania do zera” plików HPGL i DXF
Dodano zapis w formacie STL po skanowaniu dalmierzem laserowym.
Dodano możliwość zmiany wielkości materiału z poziomu makra robi się to funkcjami
SetXSizeMat(v:extended)
SetYSizeMat(v:extended)
SetZSizeMat(v:extended)
*******************************************
Na obrazkach poniżej offset konturów otwartych oraz STL aniołek zeskanowany przez PikoCNC.
(w oryginale gipsowa figurka wielkości pudełka zapałek). Tutaj muszę podziękować koledze jama777, który wypożyczył mi laser do testów zupełnie nie bojąc się, że zepsuje
Można wiedzieć do czego chcesz ją wykorzystać.Mnie przed zakupem Piko CNC blokuje brak możliwości podłączenia mechanicznej sondy 3D.

")
-
 mitek
mitek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 164
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
STL będzie można otwierać?
Offset dla otwartych figur byłby idealny gdyby można było zmienić stronę jego rysowania z lewej czy z prawej... np dodając znak "-" przy wartości.
Chodzi o taką sondę?:
Działa jak skaner 3D a pewnie sporo tańsze rozwiązanie...
Offset dla otwartych figur byłby idealny gdyby można było zmienić stronę jego rysowania z lewej czy z prawej... np dodając znak "-" przy wartości.
Chodzi o taką sondę?:
Działa jak skaner 3D a pewnie sporo tańsze rozwiązanie...
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi 
-
cosimo
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 253
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Przecież można. Klikasz na ten wielki przycisk "kontur otwarty" to zmienia jego kierunek, i wtedy na "Offset" i masz offset z drugiej strony.Offset dla otwartych figur byłby idealny gdyby można było zmienić stronę jego rysowania z lewej czy z prawej
Nie - STL się tylko zapisuje po skanowaniuSTL będzie można otwierać?
-
mitek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 164
- Posty: 745
- Rejestracja: 09 cze 2009, 22:06
- Lokalizacja: k/Krakowa
- Kontakt:
cosimo pisze:Przecież można. Klikasz na ten wielki przycisk "kontur otwarty" to zmienia jego kierunek, i wtedy na "Offset" i masz offset z drugiej strony.
można by frezować kształty np z google skechap...Nie - STL się tylko zapisuje po skanowaniu
Coś jest niemożliwe do czasu... gdy przyjdzie ktoś kto nie wie że jest to niemożliwe i to zrobi
-
diodas1
- Lider FORUM (min. 2000)
")
- Posty w temacie: 32
- Posty: 2787
- Rejestracja: 15 sty 2006, 18:34
- Lokalizacja: Wrocław
plik stl można też wyeksportować ze skanu uzyskanego za pomocą DAVID-laserscanner http://www.david-laserscanner.com/ więc i dla użytkowników tego programu poprawiłby się komfort pracy
")




