



Frezarka i plazma w jednym
")


")



-
djkrzychu91
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 144
- Rejestracja: 30 maja 2009, 09:04
- Lokalizacja: Kędzierzyn-Koźle
-
 niko65
niko65
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 30
- Posty: 429
- Rejestracja: 27 lut 2009, 00:05
- Lokalizacja: Stary Sącz
Wie ktoś może jak edytować postprocesor w artcamie żeby z automatu dodawał komendy takie jak m3, g04 i m5 podczas palenia plazmy? bo ręczne wpisywanie bywa nudne, chyba że macie jakieś fajniejsze programy do tego 
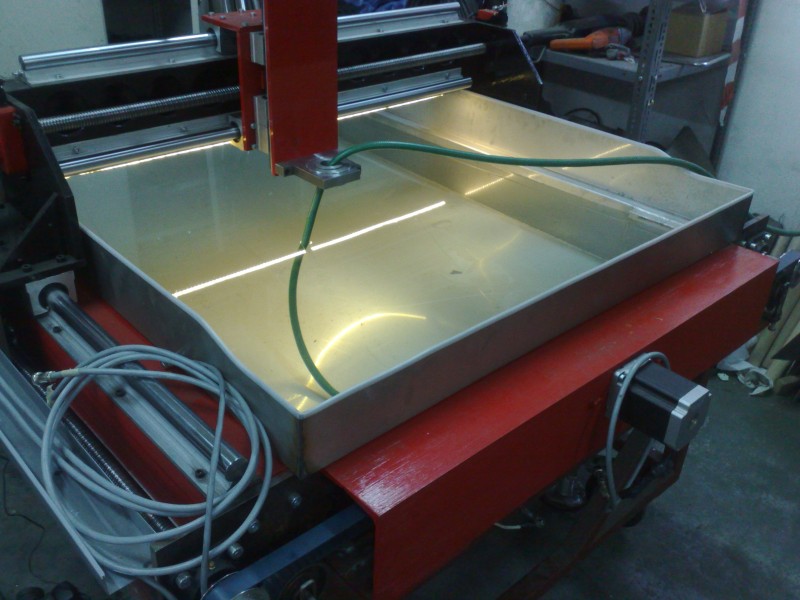
djkrzychu91 koszt maszynki to jakieś ponad 15 tys (nie licząc plazmy), elektronika z silnikami to niecałe 4 tys: silniki 8,7Nm 6A, sterowniki coś podobnego do M880, trafo 16A 76V
djkrzychu91 koszt maszynki to jakieś ponad 15 tys (nie licząc plazmy), elektronika z silnikami to niecałe 4 tys: silniki 8,7Nm 6A, sterowniki coś podobnego do M880, trafo 16A 76V
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 12
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
 artmachining
artmachining
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 331
- Rejestracja: 20 sty 2007, 12:27
- Lokalizacja: Leszno
- Kontakt:
-
niko65
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 30
- Posty: 429
- Rejestracja: 27 lut 2009, 00:05
- Lokalizacja: Stary Sącz
Postprocesor to G-code (mm) (*tap)
Przykładowy kod:
T1M6
G0 Z15.000
G0 X0.000 Y0.000
G0 X44 Y51 Z15.000
G1 Z0.000 F1600.0 ---------- obróbka na głębokości 0
S1500M3 ---------- po tym potrzebna jest pogrubiona komenda
g04p0.5
G1 X45.029 Y47.252
X45.539 Y46.798
X46.251 Y46.105
X46.939 Y45.382
X47.604 Y44.630
X48.242 Y43.849
X48.852 Y43.042
m5 ------------ przed podniesieniem Z na 15mm komenda M5
G0 Z15.000
G0 X49.453 Y34.532
G1 Z0.000 F1600.0
S1500M3
g04p0.5
X47.604 Y44.630
X48.242 Y43.849
X45.539 Y46.798
X46.251 Y46.105
X47.053 Y47.643
m5
G0 Z15.000
G0X0.000 Y0.000
M30
Przykładowy kod:
T1M6
G0 Z15.000
G0 X0.000 Y0.000
G0 X44 Y51 Z15.000
G1 Z0.000 F1600.0 ---------- obróbka na głębokości 0
S1500M3 ---------- po tym potrzebna jest pogrubiona komenda
g04p0.5
G1 X45.029 Y47.252
X45.539 Y46.798
X46.251 Y46.105
X46.939 Y45.382
X47.604 Y44.630
X48.242 Y43.849
X48.852 Y43.042
m5 ------------ przed podniesieniem Z na 15mm komenda M5
G0 Z15.000
G0 X49.453 Y34.532
G1 Z0.000 F1600.0
S1500M3
g04p0.5
X47.604 Y44.630
X48.242 Y43.849
X45.539 Y46.798
X46.251 Y46.105
X47.053 Y47.643
m5
G0 Z15.000
G0X0.000 Y0.000
M30






