")
... i już niedługo moja niunia na paskach śmignie jakąś deseczkę
Jak znam życie to śmignie ją na prowizorce
Woli krótkiego przypomnienia:
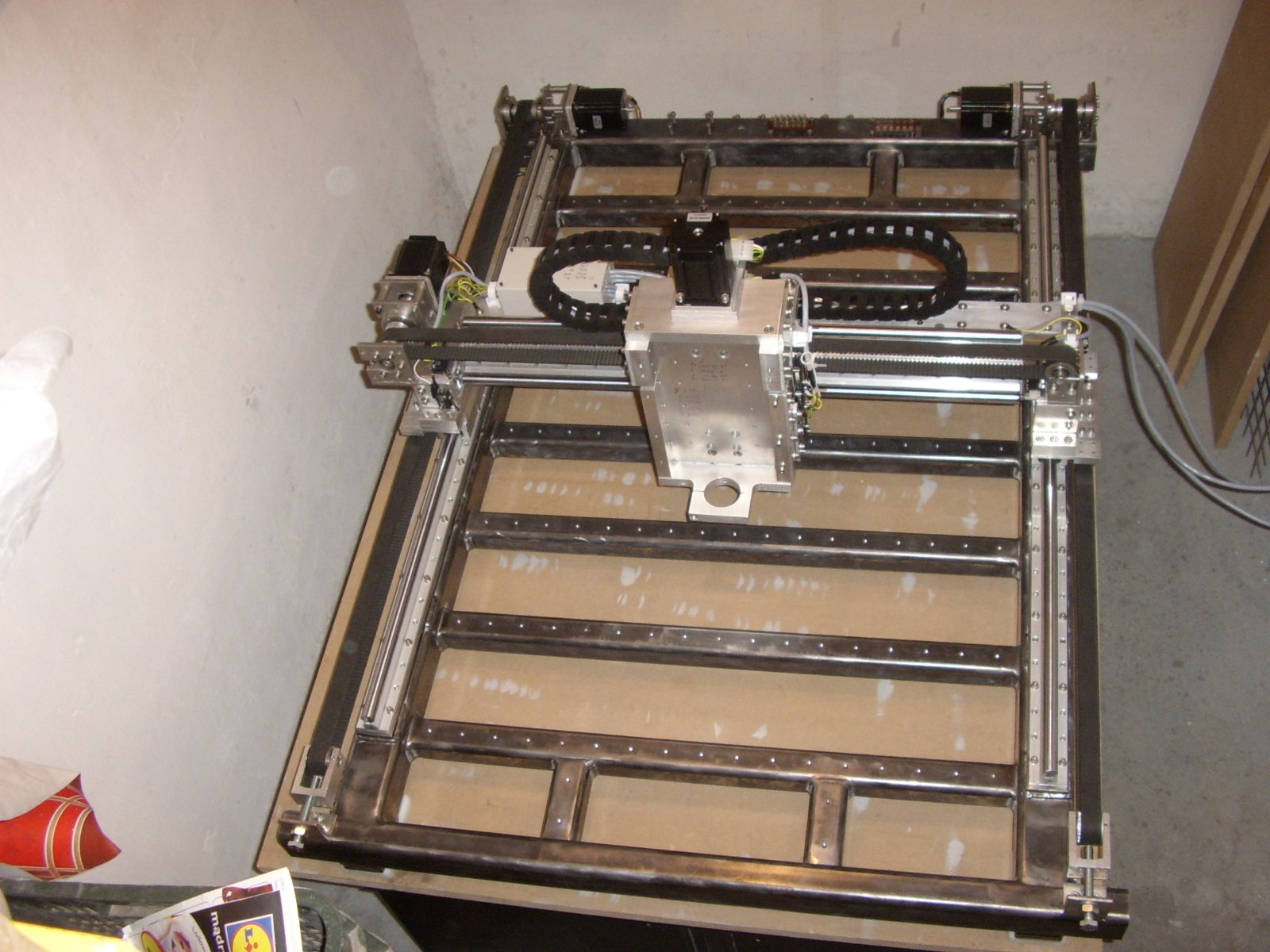
Oś X - wałki fi 16 podpare + pas HTD 5M
Oś Y - wałki fi 16 podparte + pas HTD 5M
Oś Z - wałki fi 12 podparte + śruba trapezowa 14x3
Silniki 1,9-2 Nm 4,2A, pracują na 2,1A
Wrzeciono kress 1KW.
Gabaryt maszyny 920 x 1240, pole robocze 530 x 900. (przyszłościowo po wymienianie na węższą Z lub przeróbce Zetki może być 600mm)
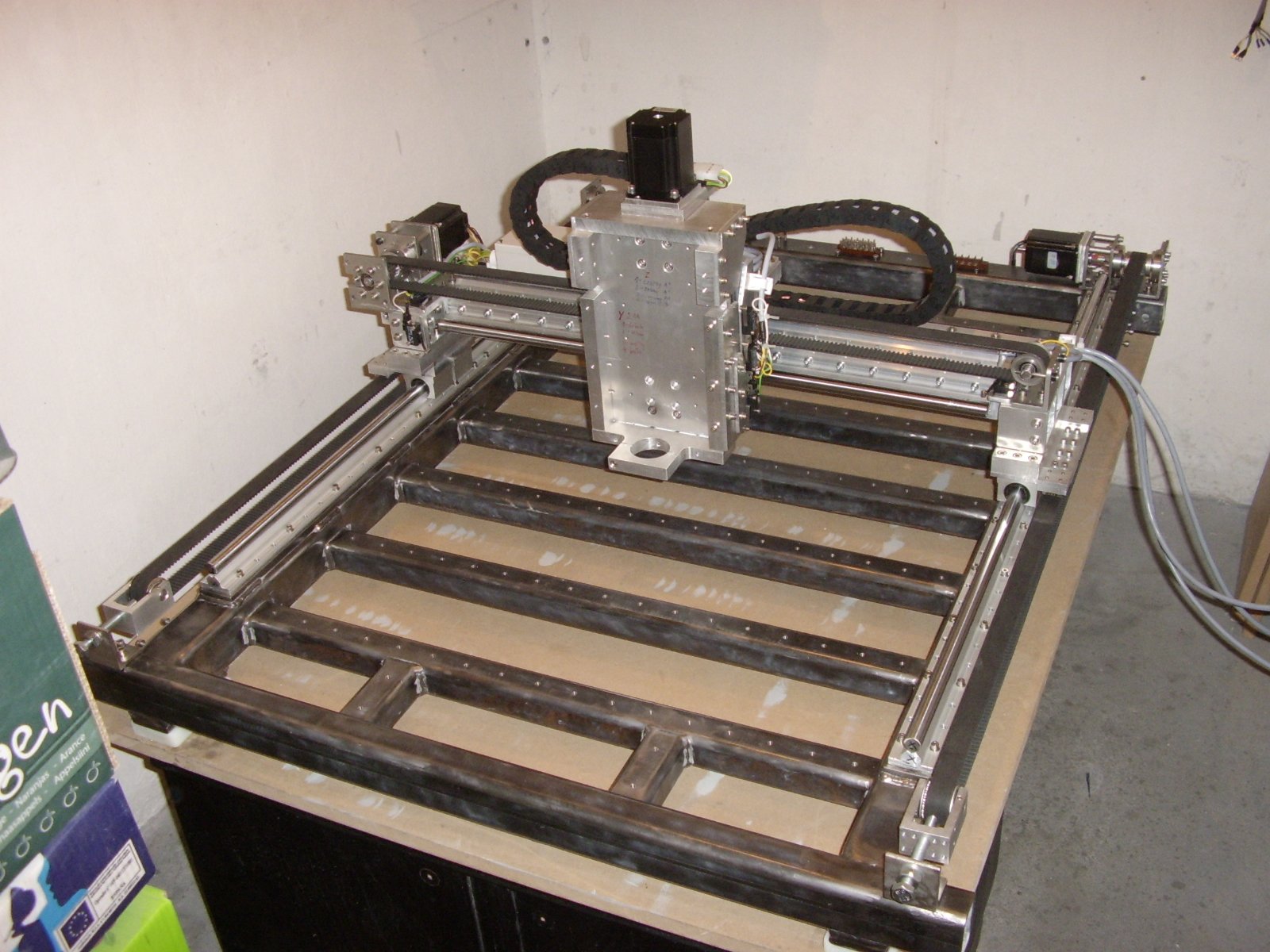
Konstrukcja wymieniona ze skręcanej z profili cieńkościennych kwasoodpornych i aluminiowych, na porządną spawaną konstrukcję z profili grubościennych 60x6,3 i 40 x 5.
Rama oczyszczona na surowo - profile po pociągnięciu szczotką mosiężną na kątówce, w przyszłości poczernione może, zobaczymy, może ten temat wykona już nowy właściciel
Doszło trochę dodatkowych zmian w stylu przeniesienie pasków ramy na zewnątrz, wzmocnienie belki suportu jezdnego i pare innych, pewnie co niektórzy pamiętają moją poprzednią konstrukcję.
Maszyna jak pisałem wcześniej ma status na sprzedaż, gdyż mam plan wyjazdu na jakiś czas za granicę. Więc jak ktoś jest zainteresowany...
Przeznaczenie drewno i inne duperele, zobaczymy co zniesie, jednak jestem pełen optymistycznych myśli.
Fotki:
PS. zaznaczam że w rzeczywistości wygląda ładniej



")
")