



Nowa maszyna Kimla, teraz dwie bramy



-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
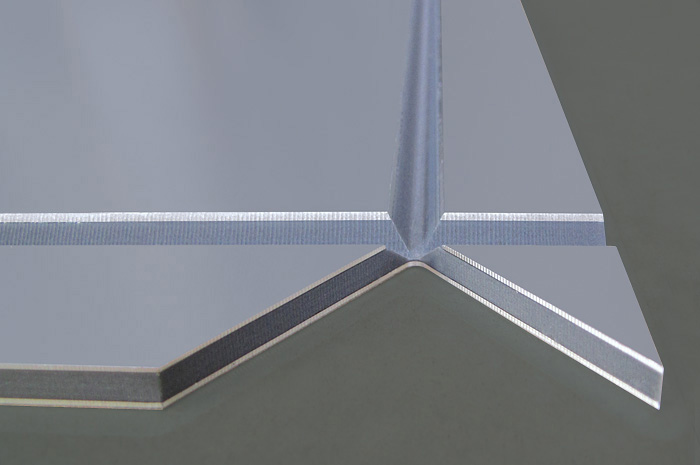
Ja u siebie mam wrzeciono marki Dremel o mocy stu watów (0.1 kW).Mrozik pisze:Pomimo niezwykłej przebiegłości i niebywałej inteligencji umknęła ci jedna bardzo mało prawdopodobna opcja. Klient poprzednio jechał to kressemtuxcnc pisze:Frezem fi8 to sobie kółka można wycinać.www.kimla.pl pisze:Wówczas zaproponowałem, że pokaże prawdziwą obróbkę i wyciąłem przykładowy detal na pełne zagłębianie z prędkością 4800mm/min frezem 8mm.
http://kimla.pl/mov-92-Wycinanie-Plexi-25mm/1
Klient był bardzo mile zaskoczony tym co zobaczył ponieważ po pobieżnej kalkulacji okazało się, że wykonaliśmy ten detal ok 30 razy szybciej niż on wykonywał by to na swojej dotychczasowej maszynie (20mm/s x 8 zagłębień).
Literki "B" o wysokości 100mm już raczej nie da rady.
No i to "30 razy szybciej" też coś mi nie pasuje, bo 20mm/s i 3mm głęboko to można Kressem i frezem fi3 wydłubać.
A metr pleksy 25mm to chyba z tysiąc złotych kosztuje.
Czyli znowu maszyna-monstrum do niszowych zastosowań.
.
Pewnie ciął bym ten detal sto razy wolniej niż na maszynie Kimla.
Ale by to była reklama: aż sto razy szybciej !!!.
Tylko moja frezarka też kosztuje ... sto razy mniej.
Problem z Panem Kimlą polega na tym, że on chce każdemu wcisnąć trzydziestotonową wywrotkę, a większości klientów wystarczyły by taczki.
Tylko ile by trzeba taczek sprzedać, żeby zarobić sto tysięcy ?
A na jednej wywrotce można bez problemu ...
.
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
No ładnie to idzie (fakt, że na filmie widać plexę wylewaną, która jest prosta w oróbce), ale to że wycięte z plexiglass za jednym przejściem ma też ogromne znaczenie w obróbce końcowej. W tym wypadku jej nie ma, czyli znowu zaoszczędzony czas i to całkiem spory. Przy 8 przejazdach po 3mm i braku stołu próżniowego (który by przytrzymał element do obróbki wykańczającej po przecięciu) trzeba ręcznie doprowadzić plexę do stanu zadowalającego, np. szlifując i opalając krawędzie acetylenem. (acetylen nie osmala tak krawędzi jak propan-butan)www.kimla.pl pisze: wykonaliśmy ten detal ok 30 razy szybciej niż on wykonywał
A tak nawiasem to ta maszyna klienta to coś kiepska była, bo moje homemade z 2005 roku na trapezach obrabiało plexę 10mm XT (nie wylewaną!) w 2 przebiegach po 5,5mm frezem fi 6mm i prędkością 1000mm/min. Brama była z formatek alu a obszar roboczy 1000 x 600mm.
Powiem szczerze, że kiedyś z bratem też poruszyliśmy czysto humorystycznie takie rozwiązanie a tutaj widać jak to fajnie może pracować.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie

-
 tomolc
tomolc
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 704
- Rejestracja: 17 paź 2009, 13:45
- Lokalizacja: Mazowieckie
- Kontakt:
W wątku jest pomysł na maszynę z dwoma bramami na jednym stole a co sobie klient umyśli i jakie wrzeciono to sprawa indywidualna i w wątku mało istotna można na jednej zamontować tubę laserową a na drugiej głowice 5-osiową i myślę ze producent to wykona. 
Można zbudować z polem roboczym 1000x1000 i zamocować dwa imadła i tylko wymieniać sztuki dla seryjnej produkcji jeden operator osiągnie niezłe rezultaty.A to że sie nabiega to mu na zdrowie wyjdzie
Można zbudować z polem roboczym 1000x1000 i zamocować dwa imadła i tylko wymieniać sztuki dla seryjnej produkcji jeden operator osiągnie niezłe rezultaty.A to że sie nabiega to mu na zdrowie wyjdzie
-
www.kimla.pl
Autor tematu - Posty w temacie: 23
Szanowni Koledzy,
Wariacji na temat wykorzystania bazy konstrukcyjnej takiej maszyny jest oczywiście wiele.
Np. automat nalewający uszczelkę i składający kolektory słoneczne -to trochę egzotyka, ale jak widać CNC to nie tylko frez, nóż, laser, czy woda.
http://kimla.pl/mov-28-Nakladanie-kleju ... necznych/1
Po kilkunastu latach pracy udało nam się stworzyć konstrukcję na tyle uniwersalną, że można ją stosować do wielu typów maszyn CNC.
Sztywności maszyny nigby nie za wiele.
Te maszyny nie są tak ciężkie ponieważ miałem takie widzimisię.
Projekt był optymalizowany przez długi czas i konstrukcja wyewaluowała do takiej formy z powodu konktetnych potrzeb którym miała sprostać.
To, że jest ciężka i sztywna to chyba nic złego.
Jednak dla tych osób, które rzeczywiście nie potrzebują 9kW na wrzecionie zaproponowałem rozwiązanie z lżejszą bramą.

Maksymalne montowane wrzeciono to 3.3kW ale i tak najczęściej na tą wyścigówkę montujemy wrzeciona 50.000 rpm 2.2kW HSK25
Przez zmniejszenie wagi można było zastosować inne przełożenia i uzyskać prędkości maksymalne 1.5m/s i przyspieszenie do 2g.
Wiem, zaraz ktoś napisze, że tak szybko się nie obrabia, ale ruchy ustawcze też wpływają na wydajność obróbki, szczególnie w przypadku frezowania np. Dibondu z prędkością 0.4-0.5m/s
http://kimla.pl/mov-36-Frezarka-wielkof ... Dibondu-/1
Wariacji na temat wykorzystania bazy konstrukcyjnej takiej maszyny jest oczywiście wiele.
Np. automat nalewający uszczelkę i składający kolektory słoneczne -to trochę egzotyka, ale jak widać CNC to nie tylko frez, nóż, laser, czy woda.
http://kimla.pl/mov-28-Nakladanie-kleju ... necznych/1
Po kilkunastu latach pracy udało nam się stworzyć konstrukcję na tyle uniwersalną, że można ją stosować do wielu typów maszyn CNC.
Sztywności maszyny nigby nie za wiele.
Te maszyny nie są tak ciężkie ponieważ miałem takie widzimisię.
Projekt był optymalizowany przez długi czas i konstrukcja wyewaluowała do takiej formy z powodu konktetnych potrzeb którym miała sprostać.
To, że jest ciężka i sztywna to chyba nic złego.
Jednak dla tych osób, które rzeczywiście nie potrzebują 9kW na wrzecionie zaproponowałem rozwiązanie z lżejszą bramą.
Maksymalne montowane wrzeciono to 3.3kW ale i tak najczęściej na tą wyścigówkę montujemy wrzeciona 50.000 rpm 2.2kW HSK25
Przez zmniejszenie wagi można było zastosować inne przełożenia i uzyskać prędkości maksymalne 1.5m/s i przyspieszenie do 2g.
Wiem, zaraz ktoś napisze, że tak szybko się nie obrabia, ale ruchy ustawcze też wpływają na wydajność obróbki, szczególnie w przypadku frezowania np. Dibondu z prędkością 0.4-0.5m/s
http://kimla.pl/mov-36-Frezarka-wielkof ... Dibondu-/1
")
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 6365
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
www.kimla.pl
Autor tematu - Posty w temacie: 23
Szanowni Koledzy,
Nikogo nie mam zamiaru "zjeżdżać".
Faktem jest, że firma Axyz produkuje maszyny z dwoma bramami, a ja nigdzie nie napisałem, że tak nie jest.
Co więcej wielu klientów, którzy kupili maszyny firmy Kimla po prostu przestali używać swoje maszyny Axyz, ponieważ różnice w wydajności są w zasadzie dyskwalifikujące.
Takim klientom firma Kimla oferuje modernizację ich maszyn Axyz polegającą na wynianie całego systemu sterowania, okablowania i wszystkich napędów.
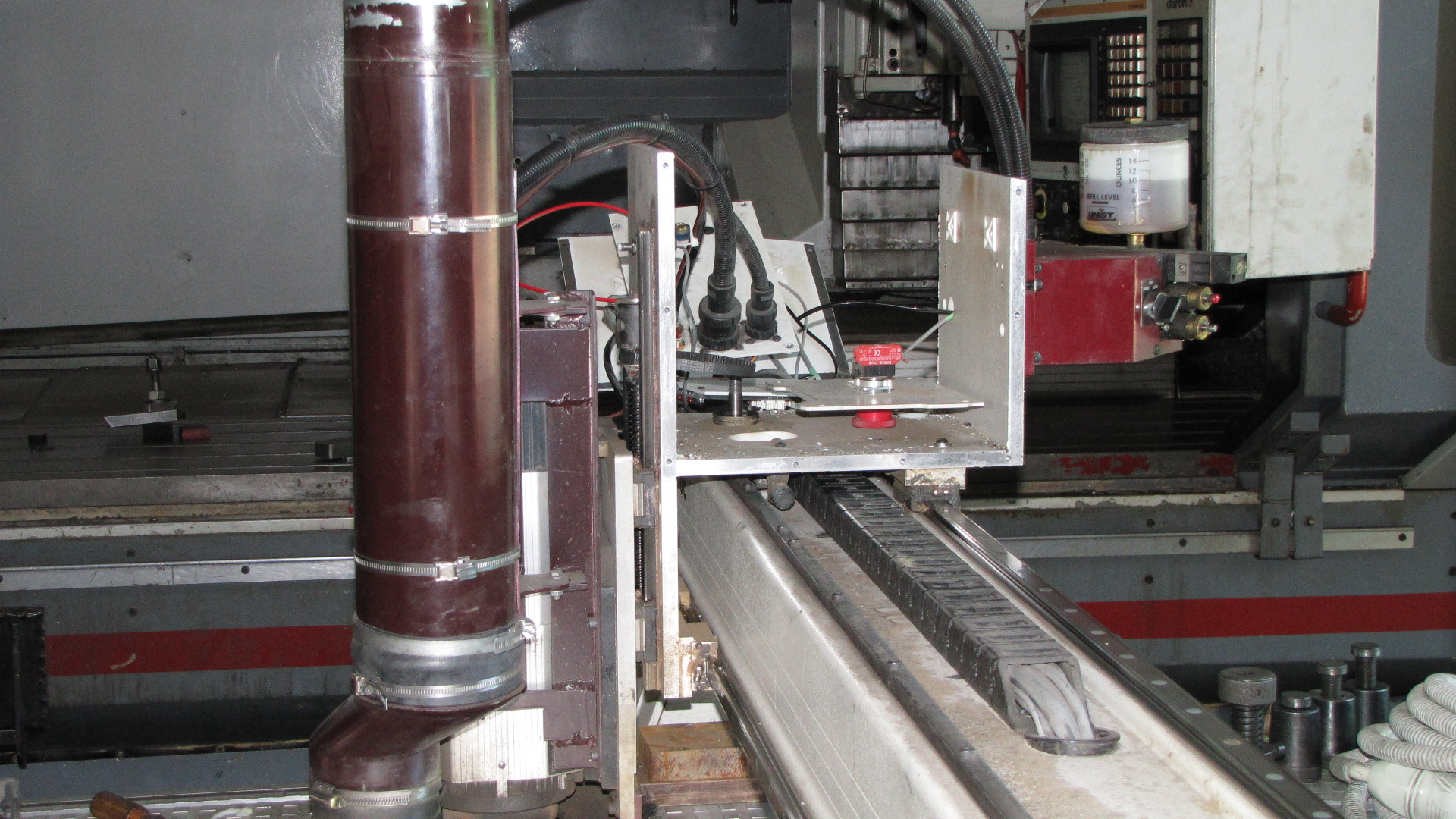
Właśnie jest przerabiana maszyna z dwoma głowicami na bramie na system sterowania i napędy Kimla.
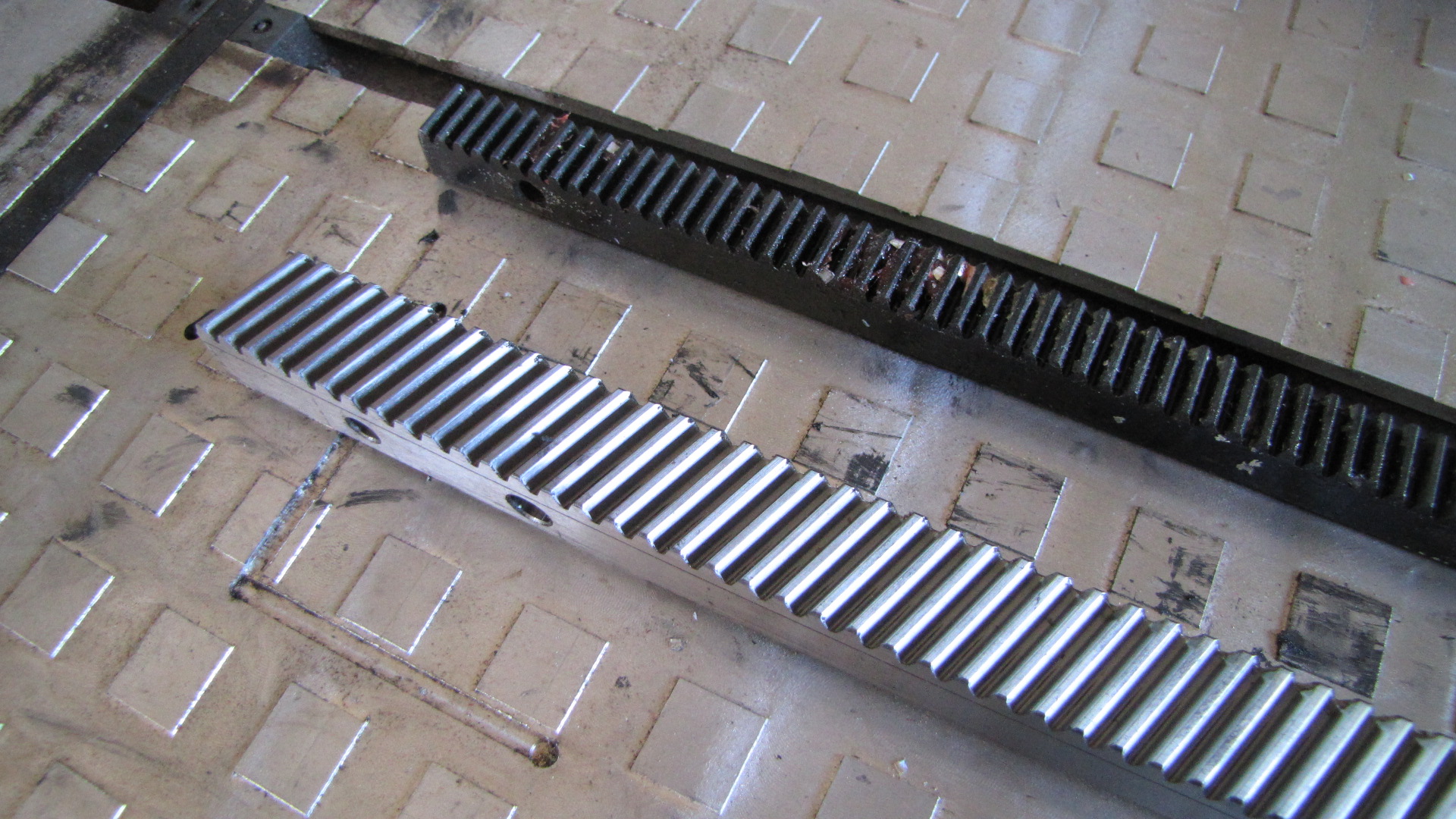
Modernizacja polega na zastąpieniu frezowanych niehartowanych listew zębatych o prostych zębach, na hartowane i szlifowane napędy helikalne o zębach skośnych oraz silników krokowych z przekładniami pasowymi na serwonapędy AC z przekładniami planetarnymi.
Efektem jest wielokrotne zwiększenie maksymalnej prędkości roboczej oraz przyspieszenia.
http://kimla.pl/mov-81-Router-AXYZ-z-systemem-KIMLA-/1
listwa nowa (na dole) i listwa oryginalna AXYZ
Oś Z maszyny AXYZ po wyjęciu starych napędów
Wyrównywanie krzywizny ramy maszyny AXYZ za pomocą szpachli. Nie mają frezarki ???

Góra z dołem frezarki AXYZ trzyma się na kilkunasty "heftach"

A uginający się od ciężaru materiału stół podpierany jest na śrubce z sześciokątnym łbem

Nikogo nie mam zamiaru "zjeżdżać".
Faktem jest, że firma Axyz produkuje maszyny z dwoma bramami, a ja nigdzie nie napisałem, że tak nie jest.
Co więcej wielu klientów, którzy kupili maszyny firmy Kimla po prostu przestali używać swoje maszyny Axyz, ponieważ różnice w wydajności są w zasadzie dyskwalifikujące.
Takim klientom firma Kimla oferuje modernizację ich maszyn Axyz polegającą na wynianie całego systemu sterowania, okablowania i wszystkich napędów.
Właśnie jest przerabiana maszyna z dwoma głowicami na bramie na system sterowania i napędy Kimla.
Modernizacja polega na zastąpieniu frezowanych niehartowanych listew zębatych o prostych zębach, na hartowane i szlifowane napędy helikalne o zębach skośnych oraz silników krokowych z przekładniami pasowymi na serwonapędy AC z przekładniami planetarnymi.
Efektem jest wielokrotne zwiększenie maksymalnej prędkości roboczej oraz przyspieszenia.
http://kimla.pl/mov-81-Router-AXYZ-z-systemem-KIMLA-/1
listwa nowa (na dole) i listwa oryginalna AXYZ
Oś Z maszyny AXYZ po wyjęciu starych napędów
Wyrównywanie krzywizny ramy maszyny AXYZ za pomocą szpachli. Nie mają frezarki ???
Góra z dołem frezarki AXYZ trzyma się na kilkunasty "heftach"
A uginający się od ciężaru materiału stół podpierany jest na śrubce z sześciokątnym łbem




