




Wybaczy Pan Panie Kimla, ale nie wierzę w ani jedno Pana słowo do czasu aż nie przedstawi Pan twardego dowodu.
Zastanawiam się natomiast czy jest Pan człowiekiem uczciwym. Zatrudnia Pan byłych pracowników swojej konkurencji i wykorzystuje materiały, jakie otrzymali od swojego poprzedniego pracodawcy lub zdobyli podczas pracy dla nich. Pokazuje Pan zdjęcia zrobione na serwisach, pana technik podaje namiary na firmy które wcześniej serwisował itp. Co będzie kolejne? Może będzie pan korzystał z bazy danych klientów jego poprzedniego pracodawcy, może wykorzysta Pan ich dokumentację i inne materiały ciężko wypracowane przez dziesiątki lat doświadczenia? I wreszcie, może już pan złożył ofertę do ich klientów na przerobienie ich maszyn na pański "wspaniały" prototypowy system napędów wykorzystujący serwomotory noname wraz z systemem zdalnej diagnostyki żeby mógł je pan na bieżąco regulować jak maszyna będzie szarpać i wpadać w wibracje? Oczernia Pan konkurentów w sposób haniebny, używając technik najbardziej przyziemnych, rzekłbym nawet prostackich.
Szanowni Państwo, proszę samemu się zastanowić czy Pan Kimla jest człowiekiem uczciwym.
Wracając dalej do merytorycznej rozmowy na temat wanny oddzielonej od korpusu maszyny, to ponownie napiszę. Gwarantuję Panu, że jeśli chce pan robić prawdziwe waterjety, a nie zabawki, to zacznie pan oddzielać stół od korpusu z prowadnicami, napędami. Jeszcze Pan po prostu nie dojrzał do robienia maszyn, które będą mogły pracować na 3 zmiany w ciężkich warunkach i będą przy tym precyzyjne.
Niech Pan sobie wyobrazi co się stanie z Pana maszyną jak temperatura wody w wannie się zwiększy powiedzmy z 20 do 60 stopni. Pańska maszyna straci precyzję, a na wszystkie elementy przytwierdzone do wanny: listwy zębate, prowadnice ze względu na ich inną rozszerzalność cieplną niż stali czarnej będą działały ogromne siły.
Czy słyszał Pan o przypadkach, że ktoś kładąc bardzo ciężką blachę czy blok kamienia używając do tego widlaka upuszcza materiał na dystansie kilkunastu ostatnich mm? W przypadku pana maszyny energia z takiego uderzenia przeniesie się na newlargiczne elementy maszyny które muszą być super precyzyjne.
Weźmy też przypadek skrajny. Ciężki materiał spada z większej wysokości i niszczy geometrię wanny. Zapewniam, że radosnej twórczości operatorów nie da się przewidzieć. Jedno takie uderzenie i Pańska cała maszyna idzie do remontu. W przypadku maszyn gdzie wanna jest osobno, remontuje się tylko wannę.
Osobna wanna daje też możliwość wyjechania nią z pod maszyny i wstawienia np. specjalistycznej wanny do cięcia wielkogabarytowych elementów. Takiego zlecenia nie będzie mógł się podjąć właściciel niskobudżetowej maszyny gdzie wanna jest też korpusem.
Kolejny mit o którym Pan pisze, to ceny uszczelnień. Podaruję już sobie kwestię pańskiej wyssanej z palca ceny uszczelek pomp niemieckich, zostawię ten temat dla przedstawicieli tej firmy. Skoncentruję się bardziej na istotności cen uszczelnień.
Panie Kimla proszę Pana o nie manipulowanie informacjami. Sam pan dobrze wie, że w obliczu innych kosztów prowadzenia działalności ciecia wodą cena uszczelek nie ma praktycznie żadnego znaczenia.
Jeśli koszt godziny cięcia wraz z pracownikiem, ścierniwem, prądem, wodą, amortyzacją/ratą kredytu lub leasingu maszyny, częściami do głowicy wynosi przykładowo 100zł, a uszczelki wytrzymują średnio 500h, to ich cena ma nikły wpływ na cenę cięcia. Przy 100USD wychodzi to 0,58 groszy na godzinę. Nawet gdyby przyjąć 300 USD to cena godziny wychodzi 1,74zł.
Dużo więcej Pana klienci stracą używając pańskiego oprogramowania pisanego do sterowania obrabiarkami, które w waterjetach były stosowane w ich epoce kamienia. Świetnie, że wpadła Pan w końcu na pomysł używania IGEMS ale proszę pokazać jakąkolwiek Pana maszynę gdzie ten program funkcjonuje?
Kolejna sprawa to pisze pan o wysokich cenach serwisów i części. Zapewniam Pana, że klienci nie mają z tym problemu bo ich maszyny dzięki nowoczesnemu oprogramowaniu zarabiają więcej. Zarabiają też dzięki technologii 6200bar oferując cenę usługi cięcia na poziomie poza zasięgiem posiadaczy pomp 4000bar. Zapewniam pana, zarabiają więcej niż mogliby zarobić na Pana prototypach z oprogramowaniem z poprzedniej epoki...
Kimla - Omax - Flow


-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 21
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
Miałem FLOW u siebie w remoncie ( myślę że kol. FLOW kiedyś nawet obsługiwał tego klienta od którego miałem maszynę ) i remontując ją tak naprawdę nie natknąłem się na sytuację gdzie rzekł bym a to jest "spaprane...mogli to zrobić inaczej".
Po prostu wymieniłem co było do wymieniania ( głównie mechanika ) i wszystko ruszyło poprawnie. Maszyna ta jest widoczna u mnie w galerii.
Śruba … to było aż nie prawdopodobne. ( też widać ją w galerii , zapraszam ) sam syf … i co zrobiłem
Wyczyściłem , umyłem nasmarowałem , wymieniłem kulki w nakrętce i zero luzu.
Łożyska to samo … chciałem kupić całe nowe a się okazało że się w nich kulki wymienia.
Torebka 100szt. Kulek kosztowała 25zł netto. Jedynie 1 szt. Łożyska została wymieniona na nową gdyż była pęknięta.
Ja się dołączam do kol. FLOW. Chcę konkretów , nie pisania że firma KIMLA daje to i to za tą i tą cenę.
Kol. Flow ...
Jaką masz opinię o maszynach RESATO ( chyba włochy )
1. ilość maszyn na Polskim rynku
2. obsługa serwisowa
Po prostu wymieniłem co było do wymieniania ( głównie mechanika ) i wszystko ruszyło poprawnie. Maszyna ta jest widoczna u mnie w galerii.
Śruba … to było aż nie prawdopodobne. ( też widać ją w galerii , zapraszam ) sam syf … i co zrobiłem
Wyczyściłem , umyłem nasmarowałem , wymieniłem kulki w nakrętce i zero luzu.
Łożyska to samo … chciałem kupić całe nowe a się okazało że się w nich kulki wymienia.
Torebka 100szt. Kulek kosztowała 25zł netto. Jedynie 1 szt. Łożyska została wymieniona na nową gdyż była pęknięta.
Ja się dołączam do kol. FLOW. Chcę konkretów , nie pisania że firma KIMLA daje to i to za tą i tą cenę.
Kol. Flow ...
Jaką masz opinię o maszynach RESATO
1. ilość maszyn na Polskim rynku
2. obsługa serwisowa
Ostatnio zmieniony 22 mar 2011, 00:28 przez cnccad, łącznie zmieniany 1 raz.
Pozdrawiam robaczki kolorowe :)
-
krank1
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 141
- Rejestracja: 30 cze 2006, 23:37
- Lokalizacja: Piątek
- Kontakt:
Ja odniosłem zupełnie odmienne wrażenie. Na wymianę nakrętek i łożysk oraz sterowania i tu uwaga: musiałem zawieźć maszynę do Częstochowy - miała być wyremontowana na miejscu o wiele lepiej niż u klienta. W efekcie zostało wymienione nie wszystko tylko to co hałasowało. Jeśli klient wiezie maszynę na miejsce a tam wymienia się prawą stronę łożysk a lewej nie bo jest cicho a po 2 miesiącach zaczyna je być słychać to krew zalewa. To tak jak by przy kapitalce silnika wymienić i zrobić szlify na 3 cylindrach a zostawić 4 bo jest jeszcze względny. Zamontowane nowe sterowanie widzi kilka położeń zerowych czwartej osi. Zgłaszałem dwukrotnie i odzewu się nie doczekałem.www.kimla.pl pisze: ...
Czasami zdarza się że dzieją się rzeczy niejednoznaczne w których ze względu na bezpośrednią możliwość oceny producent może podjąć decyzję o np. bezpłatnym wykonaniu czynności serwisowych, pomimo że nie wynika to z zawartej umowy. I właśnie tak postępuje firma Kimla. Dzięki temu użytkownicy tych maszyn chętnie wracają po zakup kolejnych maszyn. Rekordzista ma ich już chyba 21, wszystkich maszyn w Polsce firma Kimla ma już ponad 800. Aktualnie w produkcji jest 7 waterjetów.
A jeśli ktoś Waszych maszyn ma więcej to albo żyje w nieświadomości że są o niebo lepsze urządzenia albo mu takie wystarczają. Jeśli zajdzie potrzeba wymiany plotera w mojej firmie lub dokupienia następnego to również wezmę pod uwagę Kimlę bo do wielu zastosowań jest fajna o ile po nieprzychylnych opiniach na forum będą chcieli ze mną gadać, no ale cóż.
Więcej Kolego Kimla ma Pan z dobrego handlowca i marketingowca niż konstruktora i to głównie jest przyczyną dużej sprzedaży.
Co do chińszczyzny to nie rozumiem dlaczego ją Kolega tak krytykuje a swój park maszynowy opiera się właśnie na tej produkcji lub kilku porządnych maszynach ale za to mocno leciwych.
Pozdrawiam
-
www.kimla.pl
- Posty w temacie: 22
Szanowny Kolego Flow,
Zatrudnianie byłych pracowników konkurencji to chyba nic złego. To nawet chyba dobrze.
Firma Kimla sprzedaje coraz więcej waterjetów i musi zatrudniać kolejnych pracowników z doświadczeniem w tej branży.
To że inni muszą ich zwalniać to nie nasz problem.
Co do wanny i termicznych odkształceń to się nawet z kolegą zgodzę.
Tylko problem nie dotyczy maszyn Kimla tylko właśnie maszyn z oddzieloną wanną od bramy.
Ta bardzo wiotka wanna maszyn Flow, którą po położeniu czegoś cięższego trzeba od razu remontować, rozszerza się pod wpływem temperatury wody powodując dryfty termiczne i niedokładności obróbki.
Wanna maszyn Kimla jest zaprojektowana do bardzo dużych obciążeń i jest wykonana formie trójwymiarowych komór o bardzo wysokiej sztywności.
Wiem, że wiele maszyn jest zrobiona bez przejmowania się naprężeniami termicznymi.
Np. firma Omax na prowadnice stosuje aluminiowe profilem w które powciskane są stalowe pręty.
Takie rozwiązanie zapewnia niskie koszty wytwarzania, ale podczas nagrzewania zaczyna się wyginać jak bimetal.
Pamiętajmy, że aluminium ma trzykrotnie większą rozszerzalność termiczną niż stal.
Kolego Flow, proszę nie tłumaczyć bardzo wysokich kosztów eksploatacyjnych swoich maszyn tym, że giną one w innych kosztach.
Tak każdy mógłby to wytłumaczyć. Przecież wielkie firmy mogą sobie na to pozwolić.
Ale w Polsce takie maszyny nie pracują tylko w wielkich firmach. Większość z nich pracuje w firmach niewielkich w których koszty eksploatacyjne są stawiana na pierwszym miejscu.
I to jest właśnie powód dla którego maszyny Kimla sprzedają się coraz lepiej.
Zatrudnianie byłych pracowników konkurencji to chyba nic złego. To nawet chyba dobrze.
Firma Kimla sprzedaje coraz więcej waterjetów i musi zatrudniać kolejnych pracowników z doświadczeniem w tej branży.
To że inni muszą ich zwalniać to nie nasz problem.
Co do wanny i termicznych odkształceń to się nawet z kolegą zgodzę.
Tylko problem nie dotyczy maszyn Kimla tylko właśnie maszyn z oddzieloną wanną od bramy.
Ta bardzo wiotka wanna maszyn Flow, którą po położeniu czegoś cięższego trzeba od razu remontować, rozszerza się pod wpływem temperatury wody powodując dryfty termiczne i niedokładności obróbki.
Wanna maszyn Kimla jest zaprojektowana do bardzo dużych obciążeń i jest wykonana formie trójwymiarowych komór o bardzo wysokiej sztywności.
Wiem, że wiele maszyn jest zrobiona bez przejmowania się naprężeniami termicznymi.
Np. firma Omax na prowadnice stosuje aluminiowe profilem w które powciskane są stalowe pręty.
Takie rozwiązanie zapewnia niskie koszty wytwarzania, ale podczas nagrzewania zaczyna się wyginać jak bimetal.
Pamiętajmy, że aluminium ma trzykrotnie większą rozszerzalność termiczną niż stal.
Kolego Flow, proszę nie tłumaczyć bardzo wysokich kosztów eksploatacyjnych swoich maszyn tym, że giną one w innych kosztach.
Tak każdy mógłby to wytłumaczyć. Przecież wielkie firmy mogą sobie na to pozwolić.
Ale w Polsce takie maszyny nie pracują tylko w wielkich firmach. Większość z nich pracuje w firmach niewielkich w których koszty eksploatacyjne są stawiana na pierwszym miejscu.
I to jest właśnie powód dla którego maszyny Kimla sprzedają się coraz lepiej.
-
 Piotrjub
Piotrjub
- Moderator
-
ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1494
- Rejestracja: 11 kwie 2005, 13:00
- Lokalizacja: Gdansk
Koledzy nie wiem na razie jak moderować ten watek - ale powtarzacie się wielokrotnie, krytyka nie polega na osobistych atakach. Jeśli ktoś chce zadać pytanie to odpowiadamy na nie jak nie zgadzamy się z przedmówcą również możemy to napisać i wyjaśnić dlaczego. W chwili obecnej zrobiła się jakaś wojna z osobistymi komentarzami oceanizacjami osoby a nie merytoryczna sprawa dotycząca maszyn.
Czy ktoś jest lata świetlne z tyłu czy może z przodu - co to za argument. Na pewno posty z wycieczkami osobistymi skasuje. Czy ktoś ma jednego serwisanta a może wielu - co to za pytanie ba to nawet nie jest pytanie tylko stwierdzenie.
Pytanie założyciela tematu dotyczyło - nie zakładu, doświadczeń i innych tego typu założeń dotyczących pracowników bądź właścicieli produkujących waterjet-y.
Jeśli ktoś ma opinie która dotyczy założonego tematu -proszę o pisanie postów w tym temacie. Proszę się wystrzegać ocen personalnych.
Dziwnie wygląda gość który rejestruje się na forum tylko po to aby skrytykować kogoś. mam na myśli swojego przedmówcę.
Posty nie na temat będę kasował.
Czy ktoś jest lata świetlne z tyłu czy może z przodu - co to za argument. Na pewno posty z wycieczkami osobistymi skasuje. Czy ktoś ma jednego serwisanta a może wielu - co to za pytanie ba to nawet nie jest pytanie tylko stwierdzenie.
Pytanie założyciela tematu dotyczyło - nie zakładu, doświadczeń i innych tego typu założeń dotyczących pracowników bądź właścicieli produkujących waterjet-y.
Jeśli ktoś ma opinie która dotyczy założonego tematu -proszę o pisanie postów w tym temacie. Proszę się wystrzegać ocen personalnych.
Dziwnie wygląda gość który rejestruje się na forum tylko po to aby skrytykować kogoś. mam na myśli swojego przedmówcę.
Posty nie na temat będę kasował.
-
w100dnik
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 5
- Posty: 15
- Rejestracja: 31 mar 2011, 19:47
- Lokalizacja: Warszawa
Witam wszystkich. Jest to moje pierwsze wystąpienie, dlatego może być trochę przydługie, za co przepraszam.
Obserwuję to forum prawie od początku. Forum, w którym miały być rzetelne wiadomości na temat Waterjetów. A co jest ? Jeden stek bzdur.
Ludzie chcą w coś zainwestować, zadają pytania, konkretne pytania. Niejednokrotnie jest to decyzja ŻYCIA. Bo przecież nie są to małe pieniądze. Kiedyś przerabiałem ten temat i dzisiaj wiem, że męczą ich te same dylematy. Odpowiedzi szukają, tak jak ja szukałem - wszędzie. Przede wszystkim w internecie. I co znajdują ? Ciągłe zachwalanie swoich maszyn i nieustanne szkalowanie konkurencji.
I ani jednego zdania, że tak naprawdę, to każda maszyna, FLOW, OMAX, KIMLA itd... to tylko kupa żelaza. BEZ CZŁOWIEKA i PROGRAMU.
Panowie, cały czas próbujecie wmówić wszystkim, że jedna maszyna tnie szybciej od drugiej.
A tak naprawdę cała tajemnica tkwi w oprogramowaniu oraz wiedzy i wyobraźni programisty.
Maszyna posłusznie i precyzyjnie zrobi tylko to, co ze swoją aktualną wiedzą, nakaże jej mądry lub mądrzejszy programista.
Nie czarujmy się. Programiści są jacy są. A jacy są? Tylko 3 dni temu analizowałem kod wygenerowany przez programistę pewnej firmy. 400 detali, czas cięcia 8 godz 24 min.
Wygenerowanie mojego zajęło mi 2 min. Wycięcie 400 detali, czas cięcia 2godz 26 min. Przy tym samym ciśnieniu. Bez wspólnych krawędzi cięcia. Gdybym ja wykonywał to zlecenie, zadałbym sobie trud, wygenerował ścieżkę cięcia ze wspólną krawędzią i wyciął w czasie ok. 1,5 godziny.
Wyobrażam sobie co by się stało, gdyby ta firma zwróciła się do Pana, Panie Kimla. Oczywiście, Pana maszyna wytnie to w 2 godziny a maszyna klienta jest po prostu do "d...".
Nietrudno przewidzieć Pana komentarz Panie Kimla. I wyobrazić sobie zacierające z zadowolenia Pana rączki. I zrozpaczonego właściciela maszyny.
Ale najlepiej zwalić wszystko na ślepą i głuchą aczkolwiek niewyobrażalnie posłuszną maszynę.
A gdyby to przypadkiem była "chinka". Pańska twórczość sięgnęłaby zenitu.
[ Dodano: 2011-04-01, 17:13 ]
Witam wszystkich ponownie.
Dzisiaj chciałbym napisać czym ja się kierowałem w wyborze maszyny. Od razu zaznaczam, że z maszyną wodną pierwszy kontakt miałem w 1995r. Firma "SOGA" była chyba pierwszą w Polsce, która taką maszynę miała. Od 2000 roku kontakt miałem codzienny. Obserwowałem wszystkie aspekty związane z maszyną i cięciem. Widziałem różne awarie i działanie serwisu. Na własne oczy widziałem jak obiecany 24-o godzinny serwis przeistoczył się w 3 miesiące. Co prawda było to przez prawie 6 lat, tylko raz, ale było. Ale do rzeczy.
Chcę wszystkich tych, którzy się boją maszyny do cięcia strumieniem wody uspokoić. To bardzo prosta maszyna. I w budowie i obsłudze.
Potrzebny będzie na stałe; spokojny, sumienny operator, który nie boi się odkręcania i przykręcania
śrub i śrubek, wykształcenie bez znaczenia,
od czasu do czasu; elektronik,
i najważniejsze; programista.
Jaka powinna być maszyna?
- jeżeli mamy suwnicę - może być konstrukcja bramowa,
- jeżeli nie mamy suwnicy - powinniśmy wybrać jednoramienną.
Proszę nie wierzyć, że bramowa konstrukcja ma dostęp do stołu z każdej strony, gdyż tak naprawdę to tylko z jednej. Po przeciwnej stronie jest brama, a po obydwu bokach są najważniejsze w maszynie układy jezdne dla tej bramy.
Z doświadczenia wiem, że z reguły najczęściej materiał jest ładowany na stół widlakiem, łomami ustawiany do osi x lub y. I nie wyobrażam sobie tego załadunku nad układami jezdnymi. I nie wyobrażam sobie opierania wideł widlaka o te układy jezdne.
Ale konstrukcja jednoramienna jest konstrukcją najdroższą. Najwygodniejszą ale i najdroższą, więc przy zakupie trzeba się z tym liczyć.
Jakiego producenta wybrać?
Wg mnie jest tylko jedno kryterium. Powinien być to producent, którego podzespoły (np. serwomotory itp...), produkują firmy, które nie wstydzą się swojej produkcji i wszystkie schematy można znaleźć w internecie. Każdy elektronik jest wtedy w stanie usunąć każdą usterkę. Pozostałe rzeczy nie mają żadnego znaczenia. I tak wszyscy mają te same części. Różnice są praktycznie nieistotne.
Jest jeszcze jedna sprawa - śruby kulowe.
Nie wiem, czy wszyscy rozumieją czym jest śruba kulowa i jakie jest jej znaczenie.
Jestem inżynierem, dla mnie nie ma wyboru między śrubą kulową a innym sposobem przemieszczania się bramy i głowicy. Ale są tacy, którzy są innego zdania. Proszę zatem wybierac samemu. Ja tylko zrobię mały wykład.
Czym jest śruba ? Śruba jest nawiniętą na pręt (w moim przypadku na ołówek) równią pochyłą. Oto rysunek:
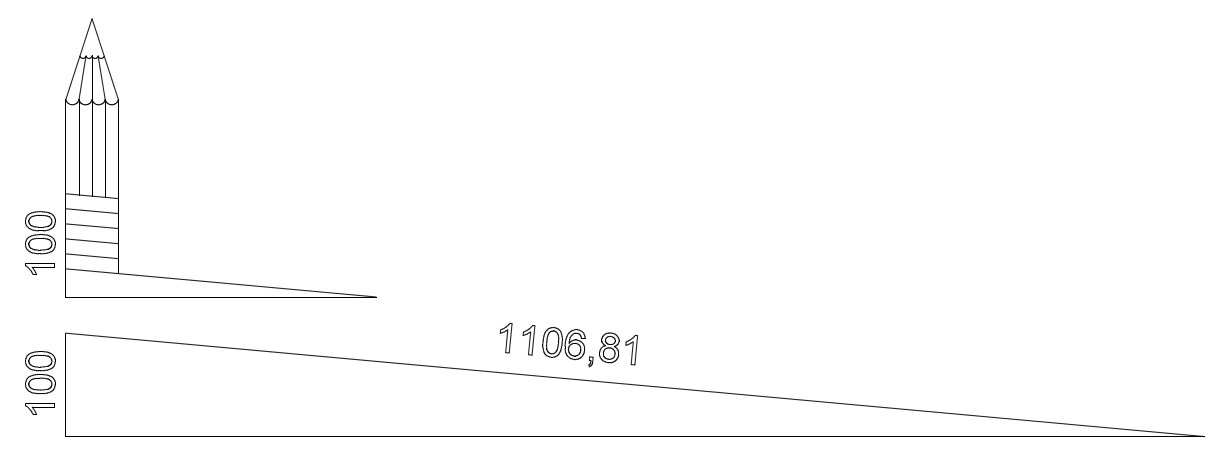
100 mm odcinek w innych maszynach został przy śrubach kulowych zamieniony w odcinek o długości 1106,81 mm. W tym konkretnym przykładzie dokładność śruby jest
1106,81 : 100 = 11,0681 razy większa od innych.
Ja wiem, że to tylko przykład, że śruba kulowa jest grubsza od ołówka. Ale im śruba kulowa jest grubsza to rośnie jej obwód a tym samym równia pochyła robi się dłuższa. I maszyna jest coraz bardziej dokładna.
Wanna.
Zdecydowanie oddzielona od korpusu maszyny. I nie ważne czy cyt. "jak wózkiem widłowym podniesiono jeden narożnik wanny na wysokość 10cm to pozostałe 3 dalej stały na posadzce"kon.cyt.
Wanna ma zgasić strumień i przenieść ciężar materiału na podłoże. I tego się trzymajmy. Dorabianie ideologii jest oznaką lekceważenia wiedzy innych ludzi.
Pompa.
Pompa jest sercem każdej maszyny. Na pierwszy rzut oka coś niezwykle tajemniczego, że ręce drżą i bez serwisu ani rusz. Zapewniam, że nie znam bardziej prostej w budowie i działaniu maszyny. Pompa tłoczy olej przy względnie małym ciśnieniu i porusza dwa tłoki o dużej powierzchni parcia. Te z kolei monolitycznie połączone z dwoma tłokami o małej powierzchni parcia (dokładnie 20 x mniejsze) zasysają i tłoczą wodę z ciśnieniem 20 x większym do akumulatora. Z akumulatora woda dostaje się cienkim przewodem do głowicy. Program otwiera zawór i to wszystko. Dwa zawory niskiego ciśnienia na ssaniu, dwa zawory wysokiego ciśnienia, wszystko stal do stali. Czyścić polerować i pracować. Uszczelnienia niskiego ciśnienia (oleju) i wysokiego ciśnienia (wody). Jak pójdą, będziemy wiedzieć które, gdyż z otworów przewidzianych na tą okoliczność będzie się to coś wydostawać. Trzeba wymienić i dalej praca.
I do tego jest potrzebny ten spokojny operator. Po jednym pokazie zobaczy prostotę wymiany tych uszczelnień. Sam wymieni je wszystkie w 2-3 godziny.
Właśnie dlatego wybrałbym maszynę, którą mogę od początku serwisować sam, bez utraty gwarancji.
W przypadku maszyn wodnych, praktycznie wszystkie elementy współpracujące przy wysokim ciśnieniu są elementami eksploatacyjnymi, czyli nie podlegającymi gwarancji. To po co mam płacić za serwis ?
Trochę się rozpisałem, najważniejsze zostawię na później
Obserwuję to forum prawie od początku. Forum, w którym miały być rzetelne wiadomości na temat Waterjetów. A co jest ? Jeden stek bzdur.
Ludzie chcą w coś zainwestować, zadają pytania, konkretne pytania. Niejednokrotnie jest to decyzja ŻYCIA. Bo przecież nie są to małe pieniądze. Kiedyś przerabiałem ten temat i dzisiaj wiem, że męczą ich te same dylematy. Odpowiedzi szukają, tak jak ja szukałem - wszędzie. Przede wszystkim w internecie. I co znajdują ? Ciągłe zachwalanie swoich maszyn i nieustanne szkalowanie konkurencji.
I ani jednego zdania, że tak naprawdę, to każda maszyna, FLOW, OMAX, KIMLA itd... to tylko kupa żelaza. BEZ CZŁOWIEKA i PROGRAMU.
Panowie, cały czas próbujecie wmówić wszystkim, że jedna maszyna tnie szybciej od drugiej.
A tak naprawdę cała tajemnica tkwi w oprogramowaniu oraz wiedzy i wyobraźni programisty.
Maszyna posłusznie i precyzyjnie zrobi tylko to, co ze swoją aktualną wiedzą, nakaże jej mądry lub mądrzejszy programista.
Nie czarujmy się. Programiści są jacy są. A jacy są? Tylko 3 dni temu analizowałem kod wygenerowany przez programistę pewnej firmy. 400 detali, czas cięcia 8 godz 24 min.
Wygenerowanie mojego zajęło mi 2 min. Wycięcie 400 detali, czas cięcia 2godz 26 min. Przy tym samym ciśnieniu. Bez wspólnych krawędzi cięcia. Gdybym ja wykonywał to zlecenie, zadałbym sobie trud, wygenerował ścieżkę cięcia ze wspólną krawędzią i wyciął w czasie ok. 1,5 godziny.
Wyobrażam sobie co by się stało, gdyby ta firma zwróciła się do Pana, Panie Kimla. Oczywiście, Pana maszyna wytnie to w 2 godziny a maszyna klienta jest po prostu do "d...".
Nietrudno przewidzieć Pana komentarz Panie Kimla. I wyobrazić sobie zacierające z zadowolenia Pana rączki. I zrozpaczonego właściciela maszyny.
Ale najlepiej zwalić wszystko na ślepą i głuchą aczkolwiek niewyobrażalnie posłuszną maszynę.
A gdyby to przypadkiem była "chinka". Pańska twórczość sięgnęłaby zenitu.
[ Dodano: 2011-04-01, 17:13 ]
Witam wszystkich ponownie.
Dzisiaj chciałbym napisać czym ja się kierowałem w wyborze maszyny. Od razu zaznaczam, że z maszyną wodną pierwszy kontakt miałem w 1995r. Firma "SOGA" była chyba pierwszą w Polsce, która taką maszynę miała. Od 2000 roku kontakt miałem codzienny. Obserwowałem wszystkie aspekty związane z maszyną i cięciem. Widziałem różne awarie i działanie serwisu. Na własne oczy widziałem jak obiecany 24-o godzinny serwis przeistoczył się w 3 miesiące. Co prawda było to przez prawie 6 lat, tylko raz, ale było. Ale do rzeczy.
Chcę wszystkich tych, którzy się boją maszyny do cięcia strumieniem wody uspokoić. To bardzo prosta maszyna. I w budowie i obsłudze.
Potrzebny będzie na stałe; spokojny, sumienny operator, który nie boi się odkręcania i przykręcania
śrub i śrubek, wykształcenie bez znaczenia,
od czasu do czasu; elektronik,
i najważniejsze; programista.
Jaka powinna być maszyna?
- jeżeli mamy suwnicę - może być konstrukcja bramowa,
- jeżeli nie mamy suwnicy - powinniśmy wybrać jednoramienną.
Proszę nie wierzyć, że bramowa konstrukcja ma dostęp do stołu z każdej strony, gdyż tak naprawdę to tylko z jednej. Po przeciwnej stronie jest brama, a po obydwu bokach są najważniejsze w maszynie układy jezdne dla tej bramy.
Z doświadczenia wiem, że z reguły najczęściej materiał jest ładowany na stół widlakiem, łomami ustawiany do osi x lub y. I nie wyobrażam sobie tego załadunku nad układami jezdnymi. I nie wyobrażam sobie opierania wideł widlaka o te układy jezdne.
Ale konstrukcja jednoramienna jest konstrukcją najdroższą. Najwygodniejszą ale i najdroższą, więc przy zakupie trzeba się z tym liczyć.
Jakiego producenta wybrać?
Wg mnie jest tylko jedno kryterium. Powinien być to producent, którego podzespoły (np. serwomotory itp...), produkują firmy, które nie wstydzą się swojej produkcji i wszystkie schematy można znaleźć w internecie. Każdy elektronik jest wtedy w stanie usunąć każdą usterkę. Pozostałe rzeczy nie mają żadnego znaczenia. I tak wszyscy mają te same części. Różnice są praktycznie nieistotne.
Jest jeszcze jedna sprawa - śruby kulowe.
Nie wiem, czy wszyscy rozumieją czym jest śruba kulowa i jakie jest jej znaczenie.
Jestem inżynierem, dla mnie nie ma wyboru między śrubą kulową a innym sposobem przemieszczania się bramy i głowicy. Ale są tacy, którzy są innego zdania. Proszę zatem wybierac samemu. Ja tylko zrobię mały wykład.
Czym jest śruba ? Śruba jest nawiniętą na pręt (w moim przypadku na ołówek) równią pochyłą. Oto rysunek:
100 mm odcinek w innych maszynach został przy śrubach kulowych zamieniony w odcinek o długości 1106,81 mm. W tym konkretnym przykładzie dokładność śruby jest
1106,81 : 100 = 11,0681 razy większa od innych.
Ja wiem, że to tylko przykład, że śruba kulowa jest grubsza od ołówka. Ale im śruba kulowa jest grubsza to rośnie jej obwód a tym samym równia pochyła robi się dłuższa. I maszyna jest coraz bardziej dokładna.
Wanna.
Zdecydowanie oddzielona od korpusu maszyny. I nie ważne czy cyt. "jak wózkiem widłowym podniesiono jeden narożnik wanny na wysokość 10cm to pozostałe 3 dalej stały na posadzce"kon.cyt.
Wanna ma zgasić strumień i przenieść ciężar materiału na podłoże. I tego się trzymajmy. Dorabianie ideologii jest oznaką lekceważenia wiedzy innych ludzi.
Pompa.
Pompa jest sercem każdej maszyny. Na pierwszy rzut oka coś niezwykle tajemniczego, że ręce drżą i bez serwisu ani rusz. Zapewniam, że nie znam bardziej prostej w budowie i działaniu maszyny. Pompa tłoczy olej przy względnie małym ciśnieniu i porusza dwa tłoki o dużej powierzchni parcia. Te z kolei monolitycznie połączone z dwoma tłokami o małej powierzchni parcia (dokładnie 20 x mniejsze) zasysają i tłoczą wodę z ciśnieniem 20 x większym do akumulatora. Z akumulatora woda dostaje się cienkim przewodem do głowicy. Program otwiera zawór i to wszystko. Dwa zawory niskiego ciśnienia na ssaniu, dwa zawory wysokiego ciśnienia, wszystko stal do stali. Czyścić polerować i pracować. Uszczelnienia niskiego ciśnienia (oleju) i wysokiego ciśnienia (wody). Jak pójdą, będziemy wiedzieć które, gdyż z otworów przewidzianych na tą okoliczność będzie się to coś wydostawać. Trzeba wymienić i dalej praca.
I do tego jest potrzebny ten spokojny operator. Po jednym pokazie zobaczy prostotę wymiany tych uszczelnień. Sam wymieni je wszystkie w 2-3 godziny.
Właśnie dlatego wybrałbym maszynę, którą mogę od początku serwisować sam, bez utraty gwarancji.
W przypadku maszyn wodnych, praktycznie wszystkie elementy współpracujące przy wysokim ciśnieniu są elementami eksploatacyjnymi, czyli nie podlegającymi gwarancji. To po co mam płacić za serwis ?
Trochę się rozpisałem, najważniejsze zostawię na później
Maszyna bez człowieka, to kupa bardzo drogiego żelaza
-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 21
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
no cóż ... chciał bym Cie kolego poprawić , naprostować , wyprowadzić z błędu ale ...
tu nie ma co poprawiać , naprostować , wyprowadzać z błędu.
Tak to wszystko faktycznie wygląda w praktyce.
Tak naprawdę to czynnik ludzki decyduje o sukcesie i o kosztach jakie będzie generować maszyna.
maszyna to tak jak napisałeś ... żelastwo które wykona to co mu się każe.
Firma SOGA ... hm.
tu nie ma co poprawiać , naprostować , wyprowadzać z błędu.
Tak to wszystko faktycznie wygląda w praktyce.
Tak naprawdę to czynnik ludzki decyduje o sukcesie i o kosztach jakie będzie generować maszyna.
maszyna to tak jak napisałeś ... żelastwo które wykona to co mu się każe.
Firma SOGA ... hm.
Pozdrawiam robaczki kolorowe :)
-
www.kimla.pl
- Posty w temacie: 22
Szanowny kolega raczy tłumaczyć na forum CNC czym jest śruba kulowa?w100dnik pisze: Jest jeszcze jedna sprawa - śruby kulowe.
Nie wiem, czy wszyscy rozumieją czym jest śruba kulowa i jakie jest jej znaczenie.
Zastanawiam się tylko czy np. na forum medycznym kolega tłumaczy co to jest skalpel.
Od innych? to znaczy od jakich?w100dnik pisze: Czym jest śruba ? Śruba jest nawiniętą na pręt (w moim przypadku na ołówek) równią pochyłą. Oto rysunek:
100 mm odcinek w innych maszynach został przy śrubach kulowych zamieniony w odcinek o długości 1106,81 mm. W tym konkretnym przykładzie dokładność śruby jest
1106,81 : 100 = 11,0681 razy większa od innych.
Mam wrażenie, że Szanowny kolega nie za bardzo wie o czym pisze.
Nie wiedziałem, że dokładność maszym wyraża się w "razach od innych".
Dokładność śruby wyraża się w mikrometrach odchyłki na odcinku 300mm.
Skok śruby ma wpływ na przeskalowanie błędu napędów ale przy np. 10000 pozycji enkodera na obrót nie ma większego znaczenia w porównaniu do błędów wykonania śruby.
Są to informacje zasłyszane czy może raczej własne przemyślenia Szanownego Kolegi?w100dnik pisze: Ja wiem, że to tylko przykład, że śruba kulowa jest grubsza od ołówka. Ale im śruba kulowa jest grubsza to rośnie jej obwód a tym samym równia pochyła robi się dłuższa. I maszyna jest coraz bardziej dokładna.
Średnica śruby ma wpływ przede wszystkim na sztywność napędu a nie na jego dokładność.
Tym bardziej nie wynika to z przytoczonego przekładu z nawijaniem na pręt.
Śruby kulowe produkowane są w różnych klasach i można kupić śruby w tej samej klasie w bardzo różnych średnicach. W takim przypadku ich średnice nie będą miały wpływu na dokładność.
Firma Kimla produkuje od wielu lat maszyny z różnymi napędami od śrub kulowych po napędy helikalne.
Generalnie śruby kulowe należy stosowac przy stosunkowo krótkich długościach przy których śruba jeszcze nie obwisa pod własnym ciężarem i nie zaczyna drgać przy wyższych prędkościach ponieważ cała jej dokładność idzie wówczas na marne.
Masz rację. Po co płacić za serwis.w100dnik pisze: I do tego jest potrzebny ten spokojny operator. Po jednym pokazie zobaczy prostotę wymiany tych uszczelnień. Sam wymieni je wszystkie w 2-3 godziny.
Właśnie dlatego wybrałbym maszynę, którą mogę od początku serwisować sam, bez utraty gwarancji.
W przypadku maszyn wodnych, praktycznie wszystkie elementy współpracujące przy wysokim ciśnieniu są elementami eksploatacyjnymi, czyli nie podlegającymi gwarancji. To po co mam płacić za serwis ?
Pompy Accustream w maszynach Kimla może obsługiwać operator bez utraty gwarancji.
Firma Kimla może za darmo przeszkolić operatora maszyny w zakresie wymiany uszczelnień w pompie itp. Wówczas trwa to nieco ponad godzinę a komplet uszczelnień kosztuje tylko 115USD.
Ile kosztują takie zestawy do innych pomp?
Czy koledzy mogą podzielić się takimi informacjami?
P.S. Coś ta firma SOGA z twojego postu zniknęła

-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 21
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
kolego KIMLA ...
Jak firma SOGA z Mysłowic ( notabene są w odległości ok 6km ode mnie ) jak już miała maszynę WJ to Ty w tym czasie ....
Nie jestem zwolennikiem tej firmy , bo .... ( sprawy finansowe ) , ale uwierz że mają doświadczenie bardzo duże. Teraz są przedstawicielami RESATO z Włoch.
Nawet miał być z nimi jak dobrze pamiętam wywiad dla programu SONDA , ale na kilka tygodni przed zginęli twórcy tego dość ciekawego programu. Ale dwa lata wcześniej przeprowadzili z Anglikami wywiad na temat pierwszych systemów wysokiego ciśnienia dla wody.
Cena zestawu uszczelnień do INGERSOL-a to koszt ok 250zł ...300zł ( zamiennik gdyż już ciężko o oryginał ) ale żywotność 100% oryginałowi.
ale firma która dorabia takie uszczelnienia między innymi dla mnie najwięcej mnie skasowała 600zł za prototyp.
Ta firma również oprócz uszczelnień buduje pewnie Ci znane ( bo Ty o wszystkich maszynach wszystko wiesz ) ECONOMOS.
Jak firma SOGA z Mysłowic ( notabene są w odległości ok 6km ode mnie ) jak już miała maszynę WJ to Ty w tym czasie ....
Nie jestem zwolennikiem tej firmy , bo .... ( sprawy finansowe ) , ale uwierz że mają doświadczenie bardzo duże. Teraz są przedstawicielami RESATO z Włoch.
Nawet miał być z nimi jak dobrze pamiętam wywiad dla programu SONDA , ale na kilka tygodni przed zginęli twórcy tego dość ciekawego programu. Ale dwa lata wcześniej przeprowadzili z Anglikami wywiad na temat pierwszych systemów wysokiego ciśnienia dla wody.
Cena zestawu uszczelnień do INGERSOL-a to koszt ok 250zł ...300zł ( zamiennik gdyż już ciężko o oryginał ) ale żywotność 100% oryginałowi.
ale firma która dorabia takie uszczelnienia między innymi dla mnie najwięcej mnie skasowała 600zł za prototyp.
Ta firma również oprócz uszczelnień buduje pewnie Ci znane ( bo Ty o wszystkich maszynach wszystko wiesz ) ECONOMOS.
Ostatnio zmieniony 02 kwie 2011, 22:12 przez cnccad, łącznie zmieniany 2 razy.
Pozdrawiam robaczki kolorowe :)






