



Witam...
Gdzieś kiedyś czytałem do czego służy to wejście ale nie potrafię dokopać się do opisu układu A3977 - jakiegoś ludzkiego ale po polsku... Właśnie projektuję układ (jak najbardziej uproszczony) i interesuje mnie to wejście (czy mogę je podpiąć do masy albo +5V)... Sterowanie będzie półkrokowe.
wejście PFD w A3977


-
Adalber
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 694
- Rejestracja: 10 lip 2005, 15:13
- Lokalizacja: Polska
Jeśli dasz napięcie +5V to włączysz tryb slow-decay (powyżej 0,6 Vdd , czyli 0,6 x 5 V = 3V) .Dla napięcia poniżej 0,21 Vdd będzie tryb fast-decay - tak będzie gdy dasz masę na to wejście.
Najlepiej jeśli napięcie będzie równe połowie napięcia zasilania np. 2,5 V układ będzie pracował w trybie mieszanym .
Najlepiej jeśli napięcie będzie równe połowie napięcia zasilania np. 2,5 V układ będzie pracował w trybie mieszanym .
-
jarekk
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1701
- Rejestracja: 17 mar 2006, 08:57
- Lokalizacja: Gdańsk
Generalnie służy to do wyboru trybu kluczowania tranzystorów. W trybie 'slow' gdy odłączamy uzwojenia silnika (bo prąd przekroczył zadaną wartość) wyłączamy tylko górny tranzystor. W trybie 'fast' wyłączamy oba. W trybie mixed przez pewien czas odłączamy tylko górny, potem jeszcze dolny. Dokumentacja A3977 opisuje jak te czasy są dobierane ( według dołączonych elementów). Generalnie ustalono eksperymentalnie, że najlepiej dla pracy mikrokrokowej sprawuje się ustawienie w którym ustalamy tryb slow gdy wiadomo że następny krok będzie miał wyższy prąd pracy uzwojenia i mixed gdy niższy. Generalnie prąd na uzwojeniu maleje szybciej dla trybu fast i wolniej dla slow ( jak sama nazwa wskazuje). Kolega Markcomp77 zamieścił gdzieś rysuneczki kształtem prądu dla poszczególnych trybów.
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
zamieścił parę razyjarekk pisze:Kolega Markcomp77 zamieścił gdzieś rysuneczki kształtem prądu dla poszczególnych trybów.
moge powtórzyć:
Mieszane gaszenie (mixed decay)
01) wykres gaszenia prądu
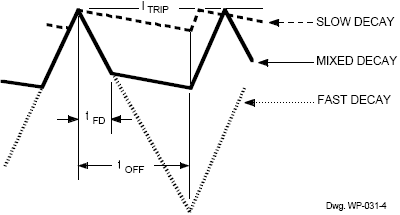
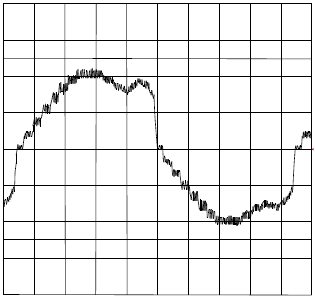
02) powolne gaszenie... slow decay
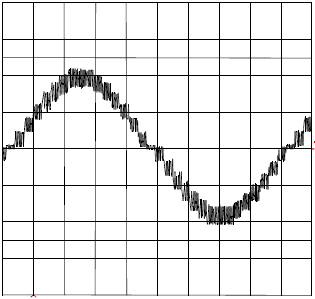
03) szybkie gaszenie... fast decay
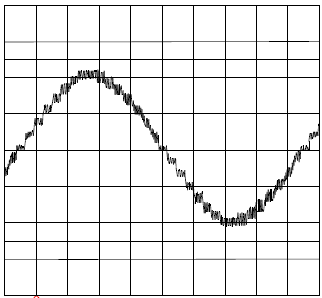
04) mieszane gaszenie... mixed decay
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm






