



Witam
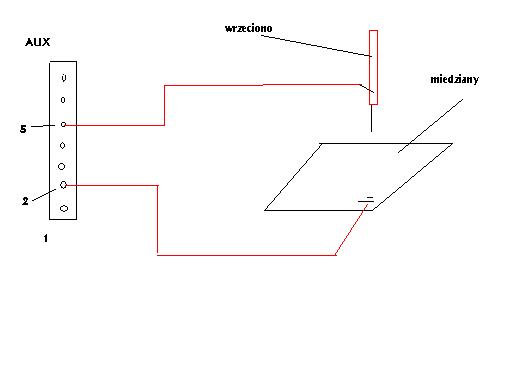
Koledzy możecie podpowiedzieć jak podłączyć czujnik wysokości narzędzia zrobiony z płytki miedzianej do płyty SSK-MB. Mógłbym prosić o jakiś schemat, skąd wziąść zasilanie. wiem że ma być podpięty do pinu 15 ale w jaki sposób?
dzięki
Jak podłączyć czujnik wysokości narzędzia do SSK-MB


-
zbigsm
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 108
- Rejestracja: 09 sie 2005, 23:44
- Lokalizacja: BB
Bezpośrednio. Zasilania nie potrzebujesz, chyba że planujesz jakiś prosty układ "debounce",
eliminujący stany nieustalone przy dotknięciu narzędzia do płytki.
Właśnie dzisiaj bawiłem się wejściem 15 czyli PROBE w Mach3.
Tylko pytanie - czy płytkę będziesz używał do pomiaru wysokości narzędzia czy do wyznaczania
góry materiału? Pytam, bo do obydwu pomiarów są różne skrypty.
eliminujący stany nieustalone przy dotknięciu narzędzia do płytki.
Właśnie dzisiaj bawiłem się wejściem 15 czyli PROBE w Mach3.
Tylko pytanie - czy płytkę będziesz używał do pomiaru wysokości narzędzia czy do wyznaczania
góry materiału? Pytam, bo do obydwu pomiarów są różne skrypty.
Pozdrawiam - Zbyszek z BB
-
zbigsm
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 108
- Rejestracja: 09 sie 2005, 23:44
- Lokalizacja: BB
Czyli wystarczy przewód przylutować do kawałka laminatu, ewentualnie dać równolegle kondensator 100nF do masy.
Jeżeli wrzeciono i narzędzie jest uziemione, to dotknięcie do płytki podłączy pin 15 do masy.
Należy zmierzyć grubość laminatu, wpisać go w odpowiednie miejsce, oraz wpisać poniższe makro
pod przyciskiem do pomiaru zera materiału.
********************************************
CurrentFeed = GetOemDRO(818) 'Get the current feedrate to return to later
PlateThickness = GetUserDRO(1151) 'Z-plate thickness DRO
If GetOemLed (825)=0 Then 'Check to see if the probe is already grounded or faulty
DoOEMButton (1010) 'zero the Z axis so the probe move will start from here
Code "G4 P2" ' this delay gives me time to get from computer to hold probe in place
Code "G31Z-20 F100" 'probing move, can set the feed rate here as well as how far to move
While IsMoving() 'wait while it happens
Wend
ZProbePos = GetVar(2002) 'get the axact point the probe was hit
Code "G0 Z" &ZProbePos 'go back to that point, always a very small amount of overrun
While IsMoving ()
Wend
Call SetDro (2, PlateThickness) 'set the Z axis DRO to whatever is set as plate thickness
Code "G4 P0.25" 'Pause for Dro to update.
Code "G0 Z20" 'put the Z retract height you want here
Code "(Z axis is now zeroed)" 'puts this message in the status bar
Code "F" &CurrentFeed 'Returns to prior feed rate
Else
Code "(Z-Plate is grounded!) " 'this goes in the status bar if aplicable
Exit Sub
End If
********************************************
Co do podłączenia elektrycznego - przewód z pinu 15 do płytki, a masa przyjdzie z narzędzia.
Tu jeszcze ustawienie w menu pins/inputs żeby pin 15 był aktywny i stan aktywny miał "low".
Potem spróbować czy to działa w oknie diagnostyka. Będzie się zapalać kontrolka PROBE.
Jeżeli wrzeciono i narzędzie jest uziemione, to dotknięcie do płytki podłączy pin 15 do masy.
Należy zmierzyć grubość laminatu, wpisać go w odpowiednie miejsce, oraz wpisać poniższe makro
pod przyciskiem do pomiaru zera materiału.
********************************************
CurrentFeed = GetOemDRO(818) 'Get the current feedrate to return to later
PlateThickness = GetUserDRO(1151) 'Z-plate thickness DRO
If GetOemLed (825)=0 Then 'Check to see if the probe is already grounded or faulty
DoOEMButton (1010) 'zero the Z axis so the probe move will start from here
Code "G4 P2" ' this delay gives me time to get from computer to hold probe in place
Code "G31Z-20 F100" 'probing move, can set the feed rate here as well as how far to move
While IsMoving() 'wait while it happens
Wend
ZProbePos = GetVar(2002) 'get the axact point the probe was hit
Code "G0 Z" &ZProbePos 'go back to that point, always a very small amount of overrun
While IsMoving ()
Wend
Call SetDro (2, PlateThickness) 'set the Z axis DRO to whatever is set as plate thickness
Code "G4 P0.25" 'Pause for Dro to update.
Code "G0 Z20" 'put the Z retract height you want here
Code "(Z axis is now zeroed)" 'puts this message in the status bar
Code "F" &CurrentFeed 'Returns to prior feed rate
Else
Code "(Z-Plate is grounded!) " 'this goes in the status bar if aplicable
Exit Sub
End If
********************************************
Co do podłączenia elektrycznego - przewód z pinu 15 do płytki, a masa przyjdzie z narzędzia.
Tu jeszcze ustawienie w menu pins/inputs żeby pin 15 był aktywny i stan aktywny miał "low".
Potem spróbować czy to działa w oknie diagnostyka. Będzie się zapalać kontrolka PROBE.
Pozdrawiam - Zbyszek z BB
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
Tak samo jak do MB  . Bierzesz dowolny pin wejściowy i podłączasz. Do dyspozycji masz 10-13 i 15. 10 standardowo to estop, 11-13 to krańcówki bazujące, wiec zostaje ci pin 15 (na mb2 oznaczony jako HMA. Jeżeli czujnik działa tak, że w momencie zadziałania na wyjściu daje GND, wówczas HMA+ podłączasz do +5V, natomiast czujnik podpinasz do HMA-. W programie dajesz pin 15 dla sygnału probe i powinno chodzić.
. Bierzesz dowolny pin wejściowy i podłączasz. Do dyspozycji masz 10-13 i 15. 10 standardowo to estop, 11-13 to krańcówki bazujące, wiec zostaje ci pin 15 (na mb2 oznaczony jako HMA. Jeżeli czujnik działa tak, że w momencie zadziałania na wyjściu daje GND, wówczas HMA+ podłączasz do +5V, natomiast czujnik podpinasz do HMA-. W programie dajesz pin 15 dla sygnału probe i powinno chodzić.
Programowanie sterowników PLC Fatek, Samkoon, Leadshine, HMI Weintek,Samkoon; budowa sterowników maszyn CNC, Mach3/Mach4; Automatyzacja;
www.steromat.pl
www.steromat.pl







