Feed podajesz przy ruchu roboczym (F). Wiec to G94 wywal. Wartosc feed zalezy od masyzny, ile da rade pracowac.
Przemysl Czy narzedzie ktorym jedziesz i maszyna da rade wziasc na raz 7mm przy feed 100 i czy szczeki to utrzymaja pod kazdym katem pracy.
Zapewniam Cie ze do tego potrzeba glebokiej wiary

Po podaniu narzedzia pokrec rewolwerem, bo pewnie piszesz to na "Most popular, cheap machine" czyli M06.
Numeracje lini wywal, jest niepotrzebna. To jest programowanie blokowe.
N30 G00 X10 Y-10 Z7
Zet siedem? a nie minus siedem? moze jednak minus?
Ruch we wszystkich osiach na raz? jak nei musisz, a w tym detalu nie musisz, to tak nie robisz, dasz sobie lape obciac ze nic nie ma na drodze narzedzia?
Szybki ruch po osi Z? A jak pomylilas wielkosc narzedzia i zachaczysz o cos? o cokolwiek?
Zaczynamy tak (to czego nie masz, co byc tam powinno):
G90 ze jedziemy po absolucie (zeby Ci jakis wesolek nie zostawil w G91 maszyny).
G53 (ze wylaczamy XYZ0) i dopiero w nastepnej lini dajemy swoj G54;
I dopiero jak wyczyscilismy rejestr wzywamy naszego toola.
Tcyferka M06 (zmien narzedzie);
H(cyferka narzedzia-zadaj dlugosc narzedzia do buforu) D(tak samo srednice);
Nastepnie jedziemy gdzies tam nad detal, gdyz nei wiemy gdzie jestesmy:
G00 Z100
Dopiero wtedy jedziemy G00 nad punkt startowy XY i pozniej zjezdzamy G00 Z tak z milimetr nad detal (niby mozna dac wlasciwa wartosc, ale maszyna ma rozne hamowanie, przy szybkim przesuwie warto sie nauczyc nie ryzykwoac, odleglosc bezpieczna-zachowac, no bo czy dasz reke ze narzedzie ma poprawny pomiar? jedziesz dopiero pierwszy detal i po nim zmierzysz co sie stalo ze wyszlo zle).
Przyjelas ze frez ma mniej niz srednice 20. Ma na pewno? Przesun punkt startowy... w daleki, bezpieczne miejsce, na przyklad jakies 40mm Cie nie zbawi, a poprawnosc metodyczna bedzie i wogole.
Wtedy powolutku G01 F80 zjezdziasz sobie na glebokosc Z-2, albo -3.5, w kazdym razie raczej nie -7.
A dalej... to ogolnie wyglada dobrze, ale...
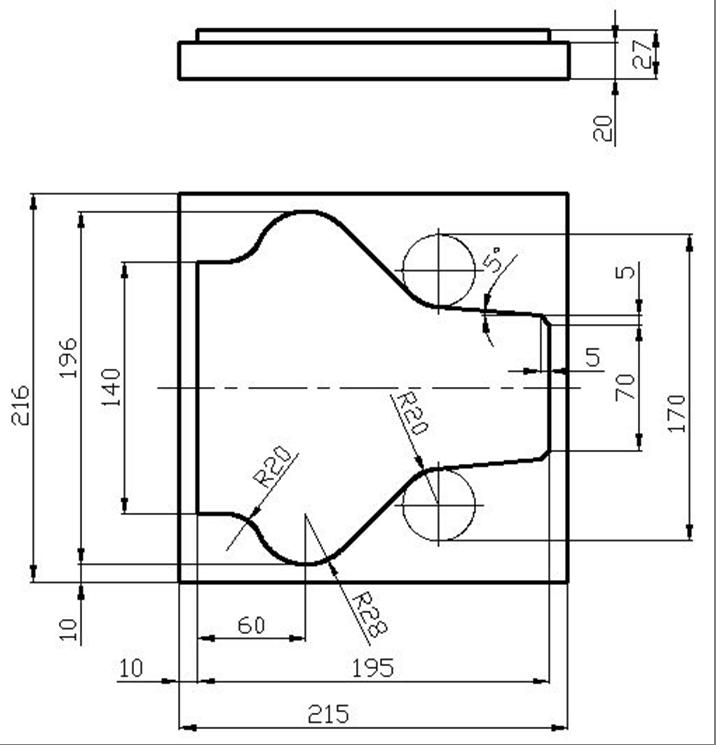
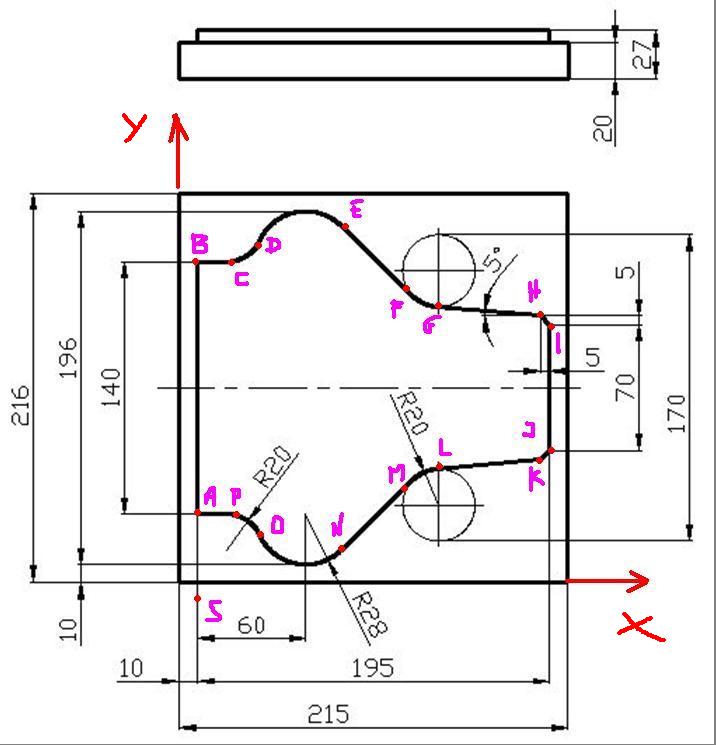
Rysunek zrob tak konkretniej, z zaznaczonymi wszystkimi centrami lukow
------------------------------------------------------------------------------------------
Edit:
Jeszcze na poczatku kasujemy kompensacje uzywajac G40, bo byc moze jakas juz jest na maszynie zadana.
I na koniec programu sprzatamy po sobie bufory, tak samo wylaczajac wszystko, cosmy powlaczali. I tu widze ze jest ok.
W przejsciach miedzy wysokosciami wyjezdzamy z detalu i dopiero zmieniamy wysokosc.
No i przydaloby sie jakies uzasadnienie czemu jedziesz tylko kontur, i co sie stalo z materialem, ktorego w czasie frezowania konturu nie zdjelas, a ktory zostal na detalu, warto jeszcze pojechac to co zostalo.
A tak wogole... to na poczatek moze jakies planowanie hebelkiem calosci? bo to plaskie ma byc, tak? To wypadaloby sie o tym upewnic, zjechac to do rzadanej wartosci.
Powodzenia







")

")







