



Witam
W firmie, w której pracuje zakupiono używaną tokarke CNC ze sterowaniem 21i-TB.
Problem polega na tym, że w systemie nie ma zakładki z bazami.
Przeglądałem programy, które były w maszynie i nigdzie nie było odwołania do G54.
Tak to wygląda jak by maszyna pracowała w innym trybie.
Może ktoś z szanownych forumowiczów spotkał się z takim ustawieniem?
I wie jak to można przestawić na "normalny" tryb pracy ??
Ustawienie punktów bazowych G54-G59
-
adamski1982
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 5
- Rejestracja: 05 gru 2007, 03:02
- Lokalizacja: Oswiecim


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Ustawienie punktów bazowych G54-G59
Jak możesz , to pokaż choć jeden z tych programów.adamski1982 pisze:...Przeglądałem programy, które były w maszynie i nigdzie nie było odwołania do G54. ...
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
bob35
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 417
- Rejestracja: 05 maja 2007, 10:23
- Lokalizacja: Bielsko-Biała
Nie ma zakładki z bazami bo ta zakładka nazywa się detal. W programie nie musi być np: G54 wystarczy raz wywołać w trybie mdi z tym że po wprowadzeniu zmiany w G54 musisz ponownie wywołać G54 dla tego najlepiej jest wpisywać bazę w pierwszych linijkach . Popatrz na pulpit powinieneś wiedzieć aktualne funkcje G
OGŁOSZENIE!!! Zamienię dobrą prace w dynamicznie rozwijającym się kraju na zasilek w krajach starej uni.
-
tomken
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 157
- Rejestracja: 02 wrz 2009, 18:49
- Lokalizacja: gniezno
w programach niekoniecznie musi być wywoływane g54, ja nie korzystam w ogóle, ustawiam tzw work shift, czyli zero materiałowe i nigdzie w moim programie nie znajdziesz przywołania g54 itp., poszukaj tych ustawień w zakładkach offset/settings jeżeli takowe masz, czyli tam gdzie wpisujesz kompensacje, przynajmniej w tych okolicach
-
karolbrzeg
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 4
- Rejestracja: 26 gru 2009, 17:34
- Lokalizacja: athenry
Re: Ustawienie punktów bazowych G54-G59
witam jestem nowym uzytkownikiem ale ja pracuje na tokarce ze sterowaniem ge fanuc 21i tb i workshift ustawiam w programie
P0 z-250 -(tu zmieniasz workshift ) lub wciskajac offset wpiujesz z0.0 i input
jezeli potrzebujesz porady jak pisac program lub wyjasnien jak ustawiac narzedzia to pisz .tez pracuje na frezarce ze sterowaniem ge fanuc wiec nie ma problemu
jutro ide do pracy wiec jak masz jakies pytania to moge zrobic zdjecia i tobie wytlumaczyc
P0 z-250 -(tu zmieniasz workshift ) lub wciskajac offset wpiujesz z0.0 i input
jezeli potrzebujesz porady jak pisac program lub wyjasnien jak ustawiac narzedzia to pisz .tez pracuje na frezarce ze sterowaniem ge fanuc wiec nie ma problemu
jutro ide do pracy wiec jak masz jakies pytania to moge zrobic zdjecia i tobie wytlumaczyc
")
-
Kemotanik,87
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 7
- Rejestracja: 09 gru 2022, 12:50
Re: Ustawienie punktów bazowych G54-G59
Witam mam pytanie bo jestem troche skołowany...jaka jest różnizica miedzy justawieniem work shift a G54...dziej koles jak ustawiał punkt zerowy to ustawiał w work shift: work cordinate shift...wiec po co wtedy te g54 i inne??
-
Kemotanik,87
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 7
- Rejestracja: 09 gru 2022, 12:50
Re: Ustawienie punktów bazowych G54-G59
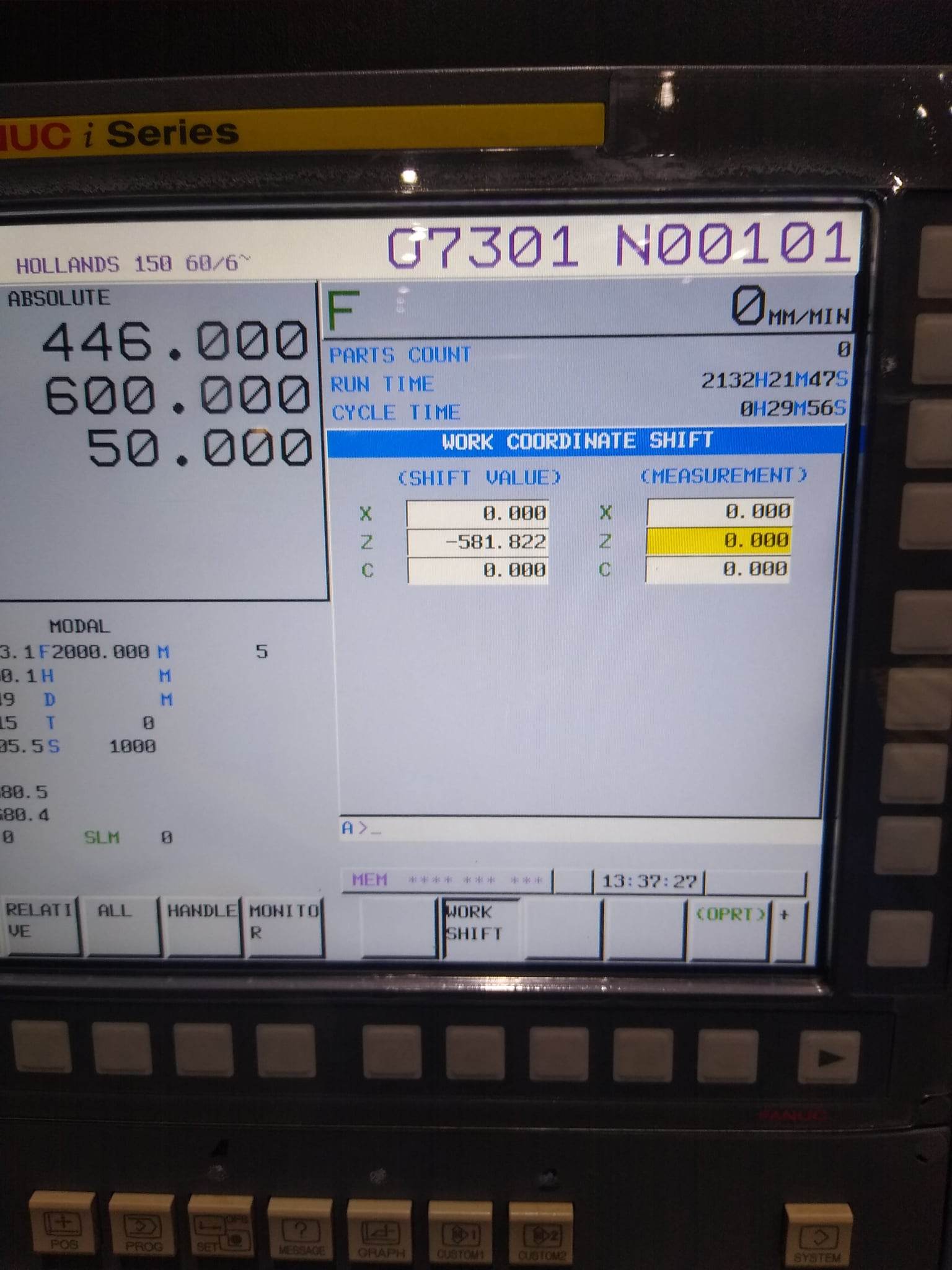 Chodzi o takie okienko tutaj gosciu ustawiał punk zerowy...dlaczego nie w g54??...jaka jest różnica??
Chodzi o takie okienko tutaj gosciu ustawiał punk zerowy...dlaczego nie w g54??...jaka jest różnica??





