



Panowie a jacy sami posiadacie plazmy ?
Moja cut 50 te 18 mm rozdzieli przy 20 mm nie ma szans
Plazma z zepsutym łukiem pilotującym


-
 cnccad
cnccad
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
HP 1650 , MAGNUM 100 , L-TEC 80
1. HP1650 zajarzenie HF-em a po zmianie uchwytu i wypięciu HF-u zwarciowe i takie są powszechnie sprzedawane. Kiepska maszyna jeżeli chodzi o ekonomikę. Ale ucięła przy 80A 35mm węglówki.
2. MAGNUM 100 zajarzenie HF-em i ucięła na 100A przy moim dyfuzorze 50mm bez problemu ale posuw trochę za wolny i grzeje się za mocno dysza.
3. L-TEC 80 zajarzenie HF-em. ucięła na 80A 15mm z dużym problemem.
wszystko to kwestia koncentracji energii łuku i doboru gazu.
1. HP1650 zajarzenie HF-em a po zmianie uchwytu i wypięciu HF-u zwarciowe i takie są powszechnie sprzedawane. Kiepska maszyna jeżeli chodzi o ekonomikę. Ale ucięła przy 80A 35mm węglówki.
2. MAGNUM 100 zajarzenie HF-em i ucięła na 100A przy moim dyfuzorze 50mm bez problemu ale posuw trochę za wolny i grzeje się za mocno dysza.
3. L-TEC 80 zajarzenie HF-em. ucięła na 80A 15mm z dużym problemem.
wszystko to kwestia koncentracji energii łuku i doboru gazu.
Pozdrawiam robaczki kolorowe :)
-
cnccad
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 3580
- Rejestracja: 24 gru 2006, 11:54
- Lokalizacja: już tylko Mysłowice
- Kontakt:
zależy co rozumieć przez drogo 
w porównaniu do 1650 koszta eksploatacji są o jakieś 70...80% niższe.
Cenowo samo urządzenie też jest tańsze ale w porównaniu do innych chinczyków to jest trochę droższe.
Jak masz ciąć czarną po wyżej 10mm a nie zależy Ci na szybkości to pewnie że palnik propan / tlen.
w porównaniu do 1650 koszta eksploatacji są o jakieś 70...80% niższe.
Cenowo samo urządzenie też jest tańsze ale w porównaniu do innych chinczyków to jest trochę droższe.
Jak masz ciąć czarną po wyżej 10mm a nie zależy Ci na szybkości to pewnie że palnik propan / tlen.
Pozdrawiam robaczki kolorowe :)
-
 kozak12
kozak12
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 438
- Rejestracja: 22 cze 2013, 16:49
- Lokalizacja: mazowsze
Ozas na zakresie 50A 25mm czarną bezproblemowo jakość bardzo dobra. Na 80A idzie dużo szybciej:).miron91 pisze:Okay dzięki za odpowiedzi,mam jeszcze jedno pytanie.
W niektórych plazmach widziałem np cut 40 gość na youtube był w stanie przeciąć materiał 22 mm na dobrą jakość a maksymalnie dał radę przeciąć 1 cal. Jak to możliwe ?. A znowu na innym filmiku widziałem gościa z plazmą cut 50 który ledwie 16 mm przeciął . Od czego to zależy ?. Na pewno od kompresora ale też może od palnika ?
-
przemyslaw2ar
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 248
- Rejestracja: 09 mar 2012, 20:27
- Lokalizacja: Czarnków
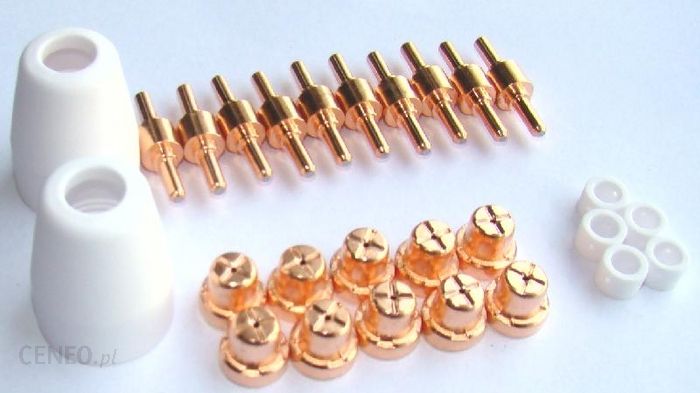
To są el. eksploatacyjne najtańszych i najprostszych palników PT-31 lub LG-40
sam posiadam jedną taką przecinarkę z tymże palnikiem i o ile na maszynie to nawet równo cięło to ręcznie często zrywa łuk i zachlapuje dyszę.
Materiały eksploatacyjne pozyskuje w jednej z lokalnych firm bo mają o dużo lepszej jakości niż te gów.... z alledrogo
bo mają o dużo lepszej jakości niż te gów.... z alledrogo
Jakość cięcia na dobrych dyszach do 10mm jest ok ale po rozgrzaniu osłonka ma tendencje do dużych luzów na dyszy i potrafią się dziać różne dziwne rzeczy
Zapłon przez dotyk dyszy o materiał
Obecnie pracuje na przecinarce CUT-72 HF i praca jest o wiele mniej stresująca a prędkości cięcia nieporównywalnie lepsze. Nawet pomimo większej ceny dysz itp. eksploatacja jest ok 30-40% tańsza (nie wspominając o mniej stresującym paleniu)
sam posiadam jedną taką przecinarkę z tymże palnikiem i o ile na maszynie to nawet równo cięło to ręcznie często zrywa łuk i zachlapuje dyszę.
Materiały eksploatacyjne pozyskuje w jednej z lokalnych firm
Jakość cięcia na dobrych dyszach do 10mm jest ok ale po rozgrzaniu osłonka ma tendencje do dużych luzów na dyszy i potrafią się dziać różne dziwne rzeczy
Zapłon przez dotyk dyszy o materiał
Obecnie pracuje na przecinarce CUT-72 HF i praca jest o wiele mniej stresująca a prędkości cięcia nieporównywalnie lepsze. Nawet pomimo większej ceny dysz itp. eksploatacja jest ok 30-40% tańsza (nie wspominając o mniej stresującym paleniu)




