



Obróbka konturu- program
program musi działać w symulatorze Haas
-
Alternatywa1
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 2
- Rejestracja: 12 maja 2020, 14:09
Obróbka konturu- program
Witam. Proszę o pomoc w wykonaniu tego programu, jestem zielony jeśli chodzi o robienie łuków.
Tagi:


-
Mateusz92-NX
- Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 24
- Rejestracja: 03 kwie 2020, 12:44
Re: Obróbka konturu- program
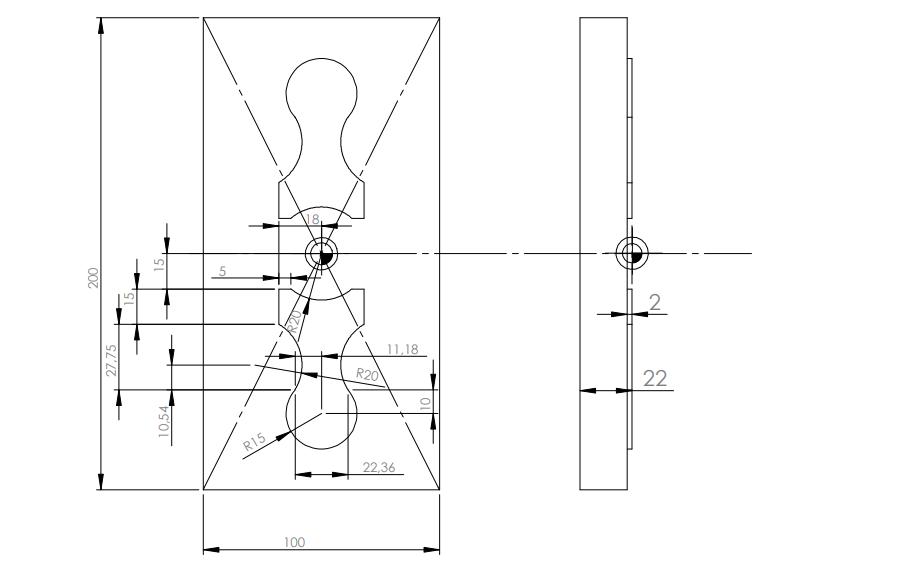
Przyjmując że baza X Y jest ustawiona na środku detalu i dłuższa krawędź kostki jest kierunkiem osi X a oś Z jest na górze to program z korekcją promienia narzędzia będzie wyglądał tak jak poniżej gdzie G2 i G3 to kierunki wykonywania łuku (zgodnie lub przeciwnie do ruchu wskazówek zegara).
J i I to są współrzędne środka łuku względem jego początku w osiach X i Y.
Jeżeli znamy współrzędne końcowe X Y to współrzędne J i I można zamienić na parametr R który równa się tyle co promień wykonywanego łuku np. G2 X... Y... R...
N0030 T01 M06
N0035 G54
N0040 G0 G90 X5. Y18. S2800 M03
N0050 G43 Z10. H01 D01
N0060 Z1.
N0070 G1 Z-2. F500. M08
N0080 G41 X15.
N0090 X30.
N0100 G3 X57.75 Y11.18 I17.215 J10.181
N0110 G2 Y-11.18 I10. J-11.18
N0120 G3 X30. Y-18. I-10.535 J-17.001
N0130 G1 X15.
N0140 Y-13.
N0150 G3 Y13. I-15.199 J13.
N0160 G1 Y18.
N0170 G40
N0180 X5.
N0190 Z1.
N0200 G0 Z10.
N0210 X-15. Y28.
N0220 Z1.
N0230 G1 Z-2.
N0240 G41 Y18.
N0250 Y13.
N0260 G3 Y-13. I15.199 J-13.
N0270 G1 Y-18.
N0280 X-30.
N0290 G3 X-57.75 Y-11.18 I-17.215 J-10.181
N0300 G2 Y11.18 I-10. J11.18
N0310 G3 X-30. Y18. I10.535 J17.001
N0320 G1 X-15.
N0330 G40
N0340 Y28.
N0350 Z1.
N0360 G0 Z10.
N0370 M02
J i I to są współrzędne środka łuku względem jego początku w osiach X i Y.
Jeżeli znamy współrzędne końcowe X Y to współrzędne J i I można zamienić na parametr R który równa się tyle co promień wykonywanego łuku np. G2 X... Y... R...
N0030 T01 M06
N0035 G54
N0040 G0 G90 X5. Y18. S2800 M03
N0050 G43 Z10. H01 D01
N0060 Z1.
N0070 G1 Z-2. F500. M08
N0080 G41 X15.
N0090 X30.
N0100 G3 X57.75 Y11.18 I17.215 J10.181
N0110 G2 Y-11.18 I10. J-11.18
N0120 G3 X30. Y-18. I-10.535 J-17.001
N0130 G1 X15.
N0140 Y-13.
N0150 G3 Y13. I-15.199 J13.
N0160 G1 Y18.
N0170 G40
N0180 X5.
N0190 Z1.
N0200 G0 Z10.
N0210 X-15. Y28.
N0220 Z1.
N0230 G1 Z-2.
N0240 G41 Y18.
N0250 Y13.
N0260 G3 Y-13. I15.199 J-13.
N0270 G1 Y-18.
N0280 X-30.
N0290 G3 X-57.75 Y-11.18 I-17.215 J-10.181
N0300 G2 Y11.18 I-10. J11.18
N0310 G3 X-30. Y18. I10.535 J17.001
N0320 G1 X-15.
N0330 G40
N0340 Y28.
N0350 Z1.
N0360 G0 Z10.
N0370 M02
-
Alternatywa1
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 2
- Rejestracja: 12 maja 2020, 14:09
Re: Obróbka konturu- program
Bardzo Ci dziękujęMateusz92-NX pisze: ↑12 maja 2020, 15:25Przyjmując że baza X Y jest ustawiona na środku detalu i dłuższa krawędź kostki jest kierunkiem osi X a oś Z jest na górze to program z korekcją promienia narzędzia będzie wyglądał tak jak poniżej gdzie G2 i G3 to kierunki wykonywania łuku (zgodnie lub przeciwnie do ruchu wskazówek zegara).
J i I to są współrzędne środka łuku względem jego początku w osiach X i Y.
Jeżeli znamy współrzędne końcowe X Y to współrzędne J i I można zamienić na parametr R który równa się tyle co promień wykonywanego łuku np. G2 X... Y... R...
N0030 T01 M06
N0035 G54
N0040 G0 G90 X5. Y18. S2800 M03
N0050 G43 Z10. H01 D01
N0060 Z1.
N0070 G1 Z-2. F500. M08
N0080 G41 X15.
N0090 X30.
N0100 G3 X57.75 Y11.18 I17.215 J10.181
N0110 G2 Y-11.18 I10. J-11.18
N0120 G3 X30. Y-18. I-10.535 J-17.001
N0130 G1 X15.
N0140 Y-13.
N0150 G3 Y13. I-15.199 J13.
N0160 G1 Y18.
N0170 G40
N0180 X5.
N0190 Z1.
N0200 G0 Z10.
N0210 X-15. Y28.
N0220 Z1.
N0230 G1 Z-2.
N0240 G41 Y18.
N0250 Y13.
N0260 G3 Y-13. I15.199 J-13.
N0270 G1 Y-18.
N0280 X-30.
N0290 G3 X-57.75 Y-11.18 I-17.215 J-10.181
N0300 G2 Y11.18 I-10. J11.18
N0310 G3 X-30. Y18. I10.535 J17.001
N0320 G1 X-15.
N0330 G40
N0340 Y28.
N0350 Z1.
N0360 G0 Z10.
N0370 M02
-
Mateusz92-NX
- Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 24
- Rejestracja: 03 kwie 2020, 12:44






