




Zamówiłem już kilka noży składanych w tym do przecinania i kilka zwykłych bo z 1212 miałem tylko parę a tak to wszystko na duży kaliber ... Zobaczymy co będzie się działo przy składaku.
Chłodzić nie chłodziłem bo w zasadzie nie było co .. problemy pojawiały się zaraz po dojechaniu do materiału i rozpoczęciu a w zasadzie próbie rozpoczęcia cięcia ...
Gdy próbowałem mocniej wepchnąć nóż imak się skręcał a sanki narzędziowe same zaczynały jechać i spychały nóż ...
Nóż próbowałem dać lekko pod osią ale dalej to samo ..
Dokonam jeszcze pomiary zgodnie z poradą i zaczekam na noże składane zobaczymy wtedy czy coś się zmieni ..
Nowy Nabytek = Nowe Problemy - LD550


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 27
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Poblokuj na sztywno wszystko co nie jest potrzebne do ruchu noża (suport, sanki narzędziowe, imak) listwę jaskółki na tyle by dało sie przesuwać sanki poprzeczne z lekkim oporem, i popróbuj..Mat3ys pisze:Gdy próbowałem mocniej wepchnąć nóż imak się skręcał a sanki narzędziowe same zaczynały jechać i spychały nóż ...
Takiej klasy maszynka musi ciąć, na mniejszych bardziej wiotkich (np Mini-Lathe) da się w stali, trzeba tylko znaleźć tę konkretną przyczynę/y drgań..
Masz zdjęcia noża?
pozdrawiam,
Roman
Roman
-
Mat3ys
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 45
- Posty: 1911
- Rejestracja: 26 lis 2011, 18:44
- Lokalizacja: Radom
Miałem zablokowane sanki narzędziowe prawie na maks (bardzo ciężko się przesuwały), poprzeczny również i zaciśnięty cały suport na łożu. Jutro postaram się zrobić fotki i nagrać film 
Zamówiłem sobie małe nożyki bo z tokarką zaprzyjaźnię się na stałe (po co do małych pierdołek odpalać 7,5kw) ok 60szt lutowane, składane i z sw zobaczymy jak będzie to wyglądało na składaku. No i ma dojechać imak szybkozmienny tylko jeszcze nie wiadomo kiedy heh ..
Swoją drogą może ma ktoś podtrzymke stałą do odsprzedaży ?
Zamówiłem sobie małe nożyki bo z tokarką zaprzyjaźnię się na stałe (po co do małych pierdołek odpalać 7,5kw) ok 60szt lutowane, składane i z sw zobaczymy jak będzie to wyglądało na składaku. No i ma dojechać imak szybkozmienny tylko jeszcze nie wiadomo kiedy heh ..
Swoją drogą może ma ktoś podtrzymke stałą do odsprzedaży ?
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Twój problem to za wysokie obroty, ja na nutoolu tnę stalowe wałki ok. fi30 z początkowymi obrotami rzędu 100rpm (zależy od twardości materiału), do tego ciągłe smarowanie olejem silnikowym, efekt jest taki że wiór zawija się i aż mlaska i o żadnych drganiach nie mam mowy. Podtrzymkę stałą można zrobić samemu, żadna to filozofia na ślizgi polecam brąz b101.Nożyki zaostrzone dobrze ... Ustawione w osi jak i ciut poniżej ... Obroty 450, 312 ciągle to samo ... Przecinanie przy samym uchwycie, nożyk wystaje bardzo mało ...
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
http://www.marcosta.pl/oferta/wyposazen ... ne-tokarek
http://www.hafen.pl/produkty/dodatkowe- ... ia,53,5,78
http://www.km-maszyny.pl/maszyny-do-met ... podtrzymki
http://www.otelo.com/de/produkte/maschi ... hjDMdUpWRq
http://www.megamaszyny.com.pl/pozostaly ... -1131.aspx
http://www.megaobrabiarki.pl/pozostaly- ... c1682.html
http://www.hafen.pl/produkty/dodatkowe- ... ia,53,5,78
http://www.km-maszyny.pl/maszyny-do-met ... podtrzymki
http://www.otelo.com/de/produkte/maschi ... hjDMdUpWRq
http://www.megamaszyny.com.pl/pozostaly ... -1131.aspx
http://www.megaobrabiarki.pl/pozostaly- ... c1682.html
pozdrawiam,
Roman
Roman
-
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 12
- Posty: 2377
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Mat3ys pisze: Szczerze mówiąc nigdy nie schodziłem do tak małych obrotów przy cięciu takich średnic
To przetnij na próbę jakiś stalowy pręcik fi10 na pierwszym biegu, podejrzewam że drgania znikną, jedyne lekarstwo to zamontowanie silnika 3f i falownika. LD 550 to bardzo lekka maszynka o dużym polu roboczym i stąd te drgania przy cięciu i innych ciężkich pracach.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 27
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Kolega rc36 ma rację (ja niestety przegapiłem tę informację  ), prędkość skrawania dla HSS wynosi średnio Vc=10÷20[m/min] (lutowany węglik spiekany VHM → Vc≈100÷120 [m/min] a płytki powlekane ok.600 do nawet pow. 1000), co podstawiając do wzoru:
), prędkość skrawania dla HSS wynosi średnio Vc=10÷20[m/min] (lutowany węglik spiekany VHM → Vc≈100÷120 [m/min] a płytki powlekane ok.600 do nawet pow. 1000), co podstawiając do wzoru:
gdzie:
Dc – średnica narzędzia bądź detalu w mm
daje nam dla wałka ø40mm → ≈ 159 obr/min, (wartość graniczna bez poprawki na twardość materiału i gatunku stali szybkotnącej)
a dla wałka ø20mm → ≈318 obr/min
Co wcale nie dyskwalifikuje tej tokarki do przecinania wałków o dużej średnicy, trzeba tylko znaleźć konsensus..
gdzie:
Dc – średnica narzędzia bądź detalu w mm
daje nam dla wałka ø40mm → ≈ 159 obr/min, (wartość graniczna bez poprawki na twardość materiału i gatunku stali szybkotnącej)
a dla wałka ø20mm → ≈318 obr/min
Co wcale nie dyskwalifikuje tej tokarki do przecinania wałków o dużej średnicy, trzeba tylko znaleźć konsensus..
pozdrawiam,
Roman
Roman
-
Mat3ys
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 45
- Posty: 1911
- Rejestracja: 26 lis 2011, 18:44
- Lokalizacja: Radom
Witam.
Do tokarynki wpadł mały gadżet :
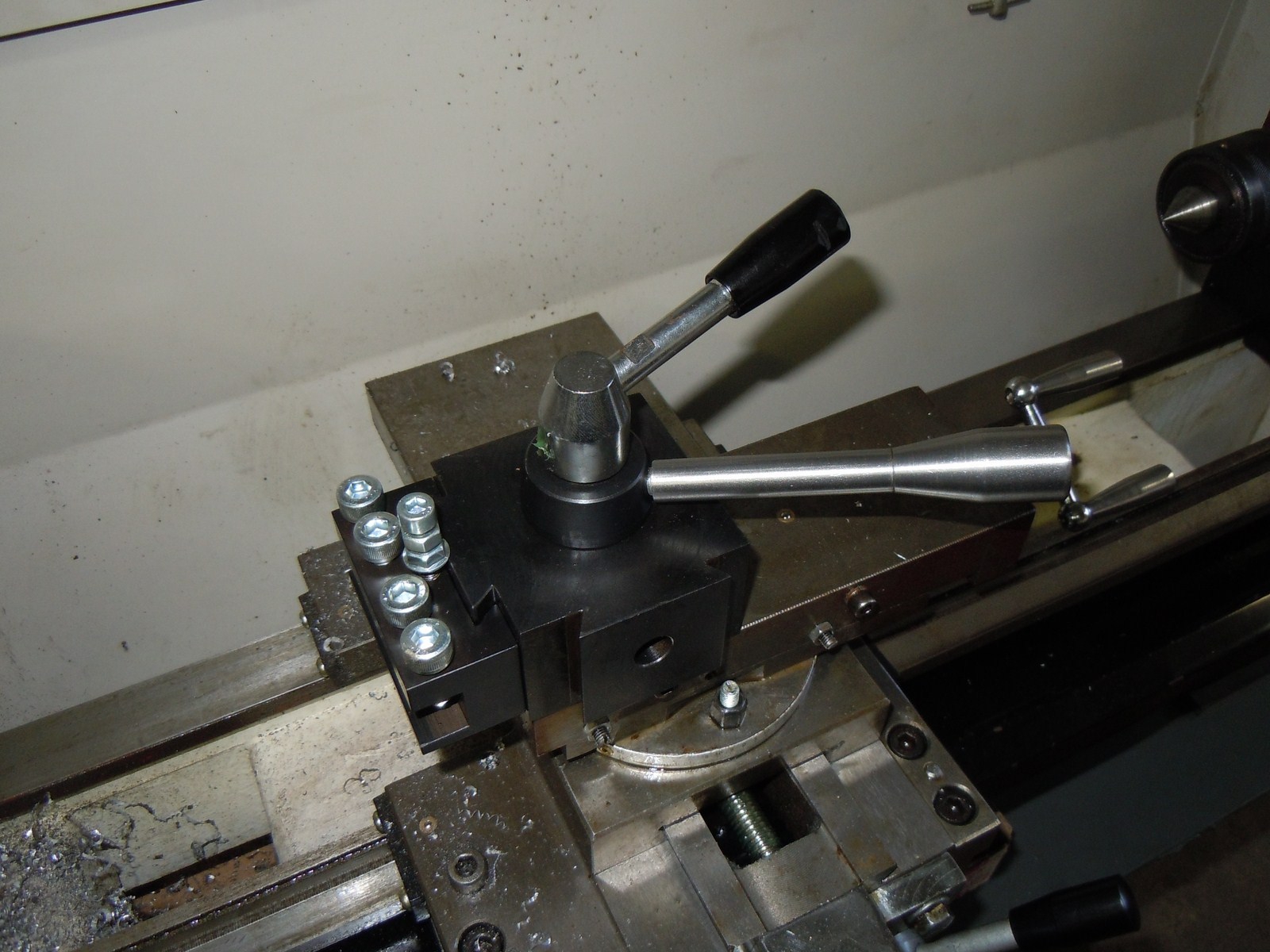
Dodatkowo ponownie rozebrałem suport aby zwymiarować wałek na którym osadzona jest korbka posuwu wzdłużnego. Wałek w miejscu osadzenia w suporcie ma 15mm a otwór 16mm przez co lata sobie luźno co jest nieco irytujące .. w wolnej chwili dorobię drugi wałeczek.

Do tematu przecinania niebawem wrócę
Planuję również silnik 3f z falownikiem
Do tokarynki wpadł mały gadżet :
Dodatkowo ponownie rozebrałem suport aby zwymiarować wałek na którym osadzona jest korbka posuwu wzdłużnego. Wałek w miejscu osadzenia w suporcie ma 15mm a otwór 16mm przez co lata sobie luźno co jest nieco irytujące .. w wolnej chwili dorobię drugi wałeczek.
Do tematu przecinania niebawem wrócę
Planuję również silnik 3f z falownikiem




