Jestem na Forum pierwszy raz ,witam Wszystkich,prawdopodobnie nigdy bym tu nie był gdyby mnie diabeł nie podkusił aby kupić styroploter z zamiarem wycinania rdzeni
styropianowych do skrzydeł modeli [do tej pory wykonywałem to grawitacyjnie ]
ale trzeba iść z postępem. Jako że jestem już w wieku mocno przeterminowanym
a całe dorosłe życie zajmowałem się lotnictwem sportowym , po utracie licencji
[ kochane zdrowie] bawię się modelami.
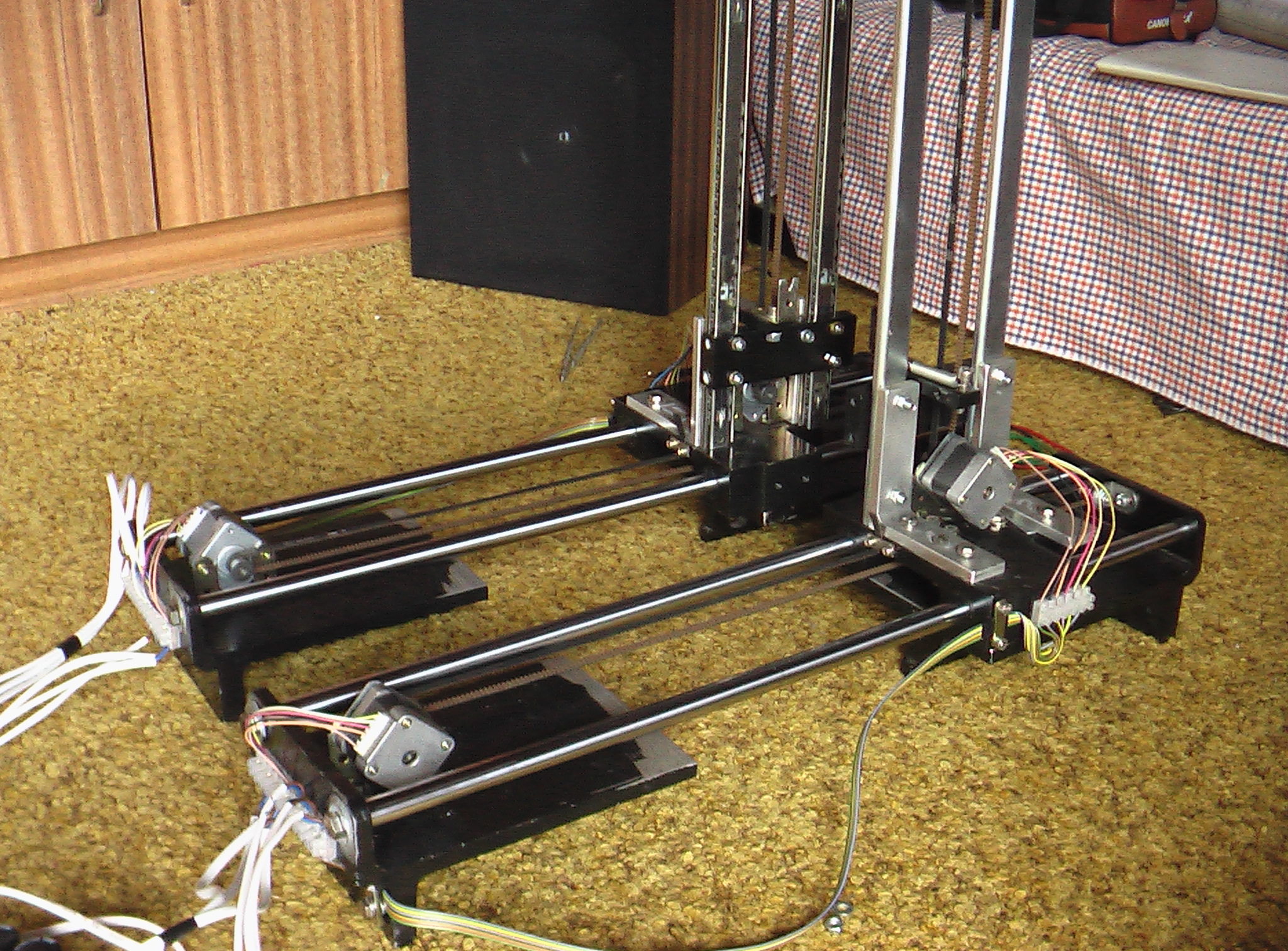
Ale do rzeczy ,maszyna została kupiona bez elektroniki ,po dopieszczeniu porusza się lekko i przyjemnie.Oś X wałki 16mm łożyska liniowe , oś Y prowadnice kulowe silniki
unipolarne 16 V 1,2A 1,8" 200 kroków . przeniesienie napędu za pomocą paska zębatego szer 6 mm , podział 3mm , średnica koła zębatego 16 mm, ilość zębów na kole 14.
Po zasięgnięciu opini znających się na sprawie polecono mi program GMFC jako
najbardziej przydatny do moich celów.
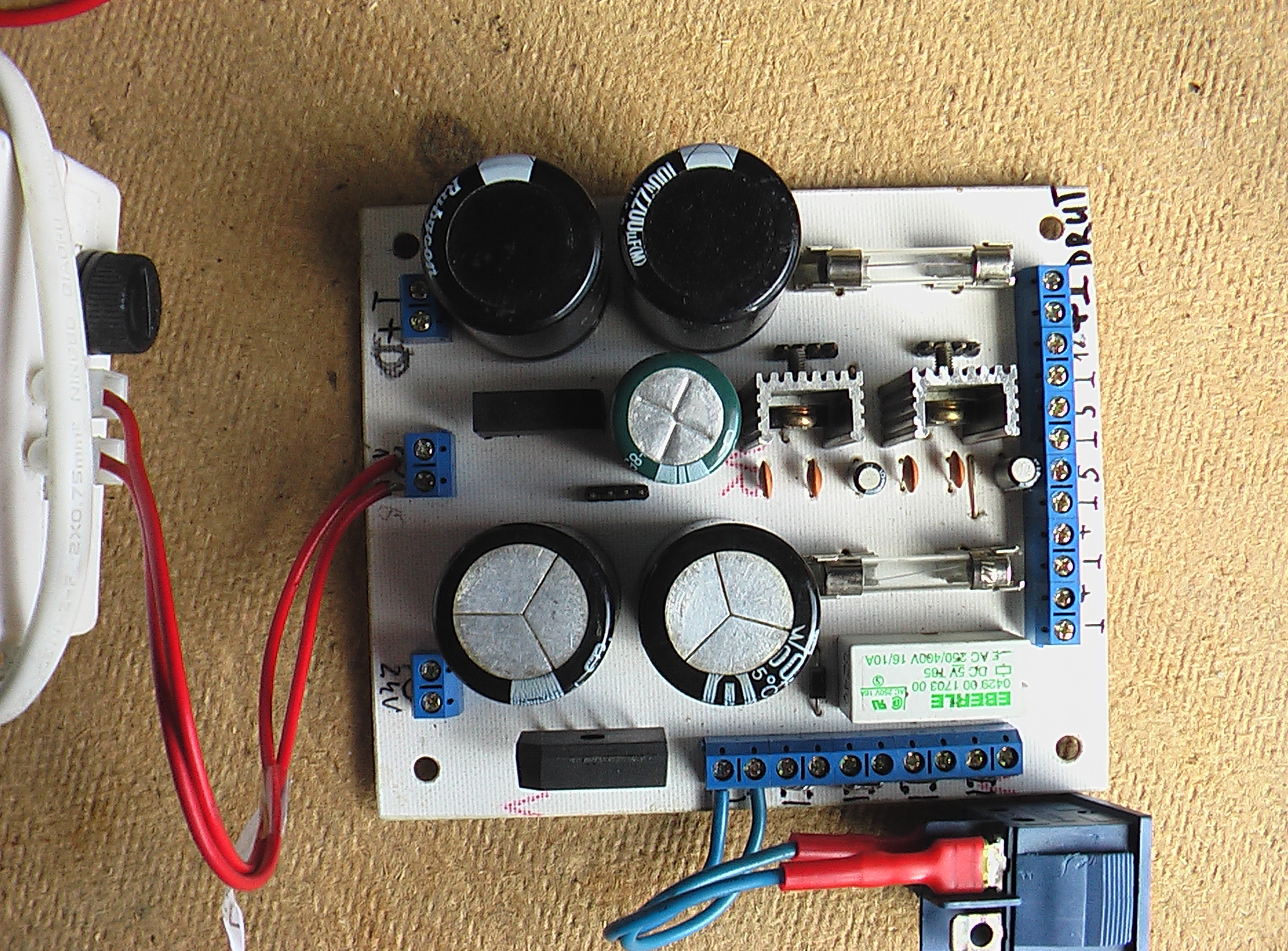
Elekronika została wykonana pod ten program przez fachowca z Krakowa poleconego
przez sprzedawcę plotera.na pewno jest zrobiona poprawnie bo wszystko działa ,ale
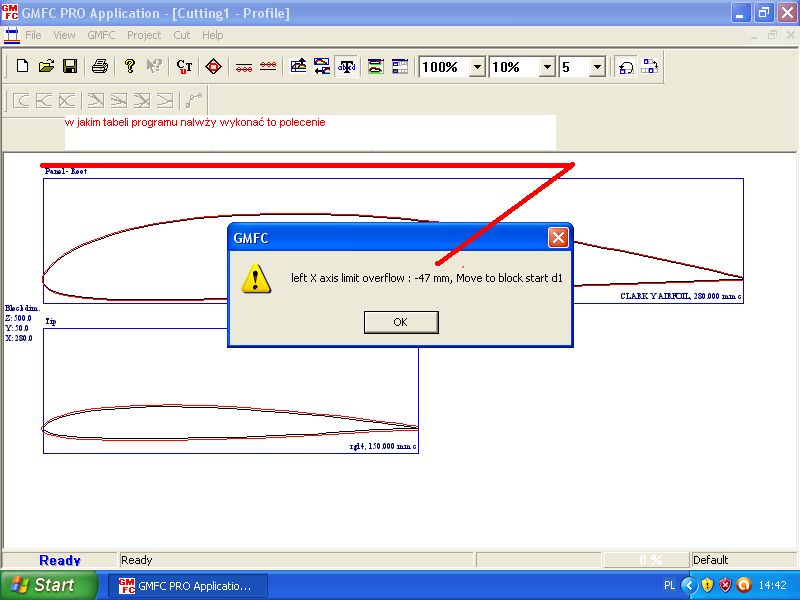
po wklepaniu wszystkich ? danych w tabele konfiguracyjne programu mój ploter
zaczyna wyprawiać niesamowite hołupce nie mające nic wspólnego z zadaniem
jakie poleca mu program , po prostu zaczyna żyć własnym życiem.
Podejrzewam że przyczyna leży po mojej stronie , to znaczy niwystarczająca
znajomość obsługi programu .W komputerze system XP.maszyna podłączona przez
port równolwgły.
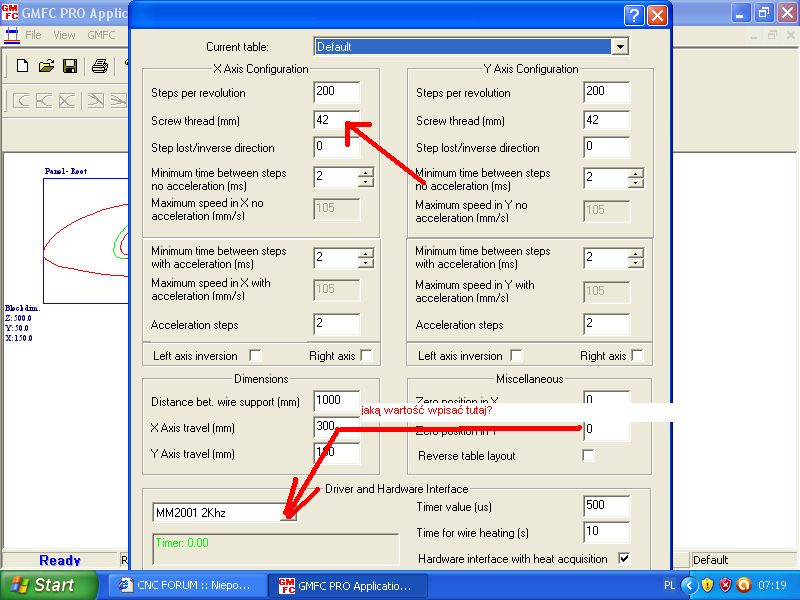
Nie wiem co wpisać w zakładce GMFC/Tabela konfiguracyjna/skok gwintu poz 2
program powyższy nie przewiduje napędu paskiem.Jak przejść ze skoku na podział.
Może znalazłaby się jakaś Dobra Dusza w Bydgoszczy lub w okolicach z którą
mogłbym na ten temat porozmawiać.Wszystkie sugestie na temat okiełznania
tej machiny bardzo mile widziane.Powoli oswajam się z myślą że zawiozę to
wszystko na złom i wrócę do starej niezawodnej metody. Powstrzymuje mnie
tylko moja chytrość.
Pozdrawiam Henryk



")

")