Procedura wzbogaciła się o podcięcia za czopem, na razie tylko według norm a i b.
Obsługa, Programowanie i Budowa Maszyn Numerycznych







")
")
Wiele słyszę nic nie widzędziabi3 pisze: - w machu można się bawić dokładnie tak samo w budowę takich kreatorów
Trzeba to jeszcze umieć wykorzystać.dziabi3 pisze: - do prawdziwego toczenia i prawdziwych zabaw na tokarce to niema racji bytu

Kod: Zaznacz cały
o<toczenie> call [60][120][2][0][0][0][57][39][0][-55][2][0][0][1][1][0][0][1][0][0][0][0][1][0][0][1][99][0][0][0][0][0][0][0.25][0.5][6][7][2][0][0][400][1000][800][1][54][0][0][720][1500]
o<toczenie> call [0][0][0][0][0][0][39][36][0][-31][2][0][1][0][0][0][0][0][1][1][0][0][0][0][0][99][58][0][0][0][0][0][0][0.25][0.5][6][0][2][2][0][400][1000][800][1][54][0][0][720][1500]
o<toczenie> call [0][0][0][0][0][0][57][44][-120][-75][2][0][0][1][1][0][0][0][0][0][0][0][0][-1.5][0][99][99][0][0][0][0][0][0][0][0.5][6][0][1][0][1][400][1000][800][1][54][0][0][720][1500]
o<toczenie> call [0][0][0][0][0][0][44][40][-110][-88][2][0][0][1][1][0][0][0][1][1][0][0][0][-2][0][99][61][0][0][0][0][0][0][0.25][0.5][6][0][1][1][1][400][1000][800][1][54][0][0][720][1500]
Kod: Zaznacz cały
Toć wiem, że w Machu można, ino jeden drobiazg - tam trzeba znać VB, i trzeba budować taki kreator od podstaw. W LinuxCNC to samo i tak samo można robić w języku Python.Kod: Zaznacz cały
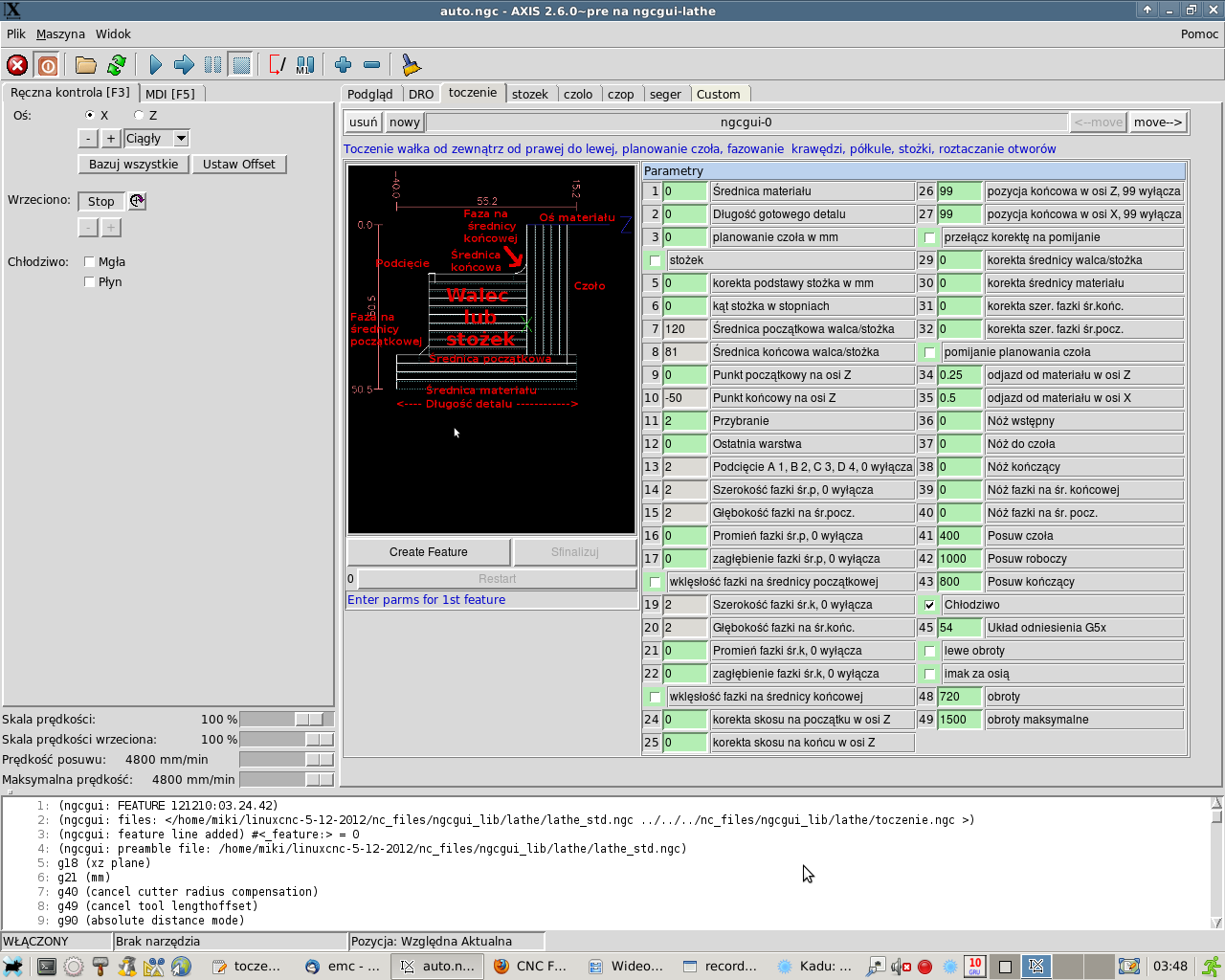
Co do kolejności nie masz racji. Ten kreator służy do toczenia czopów na wale - podstawową procedurą jest toczenie walca. Reszta jest opcjonalna, można też pominąć ową procedurę główną, i wykonać pojedynczo jedną z podprocedur jako główną. To już działa - mogę se zaprogramować jako osobną operację fazkę, czy podcięcie bez żadnych kombinacji.
Kod: Zaznacz cały
Kształty noży wpisuje się w tabeli narzędzi. Do włączania kompensacji tego kształtu w kodzie jeszcze nie doszedłem - ale przyjdzie pora na zmierzenie się z tym problemem. Kod: Zaznacz cały
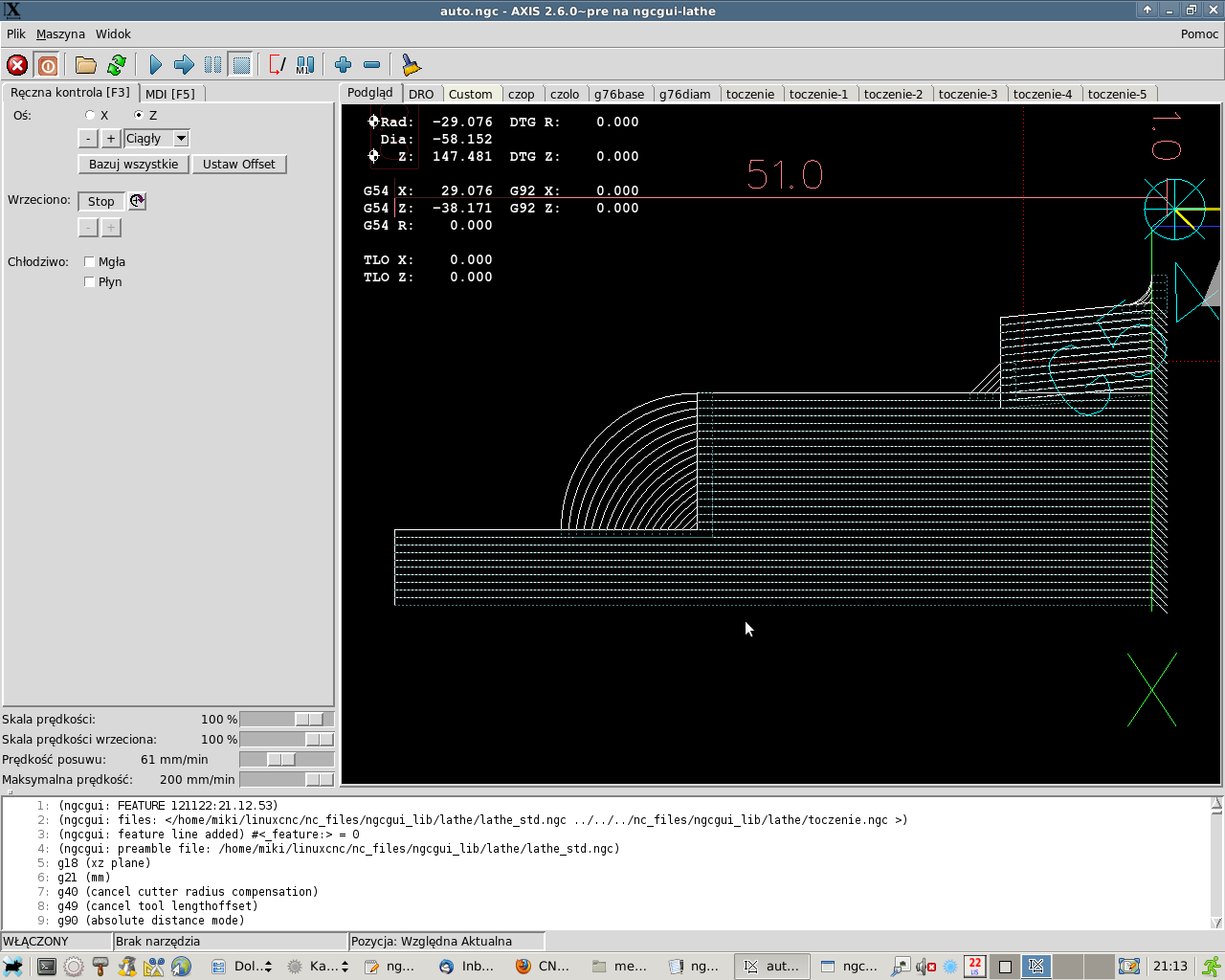
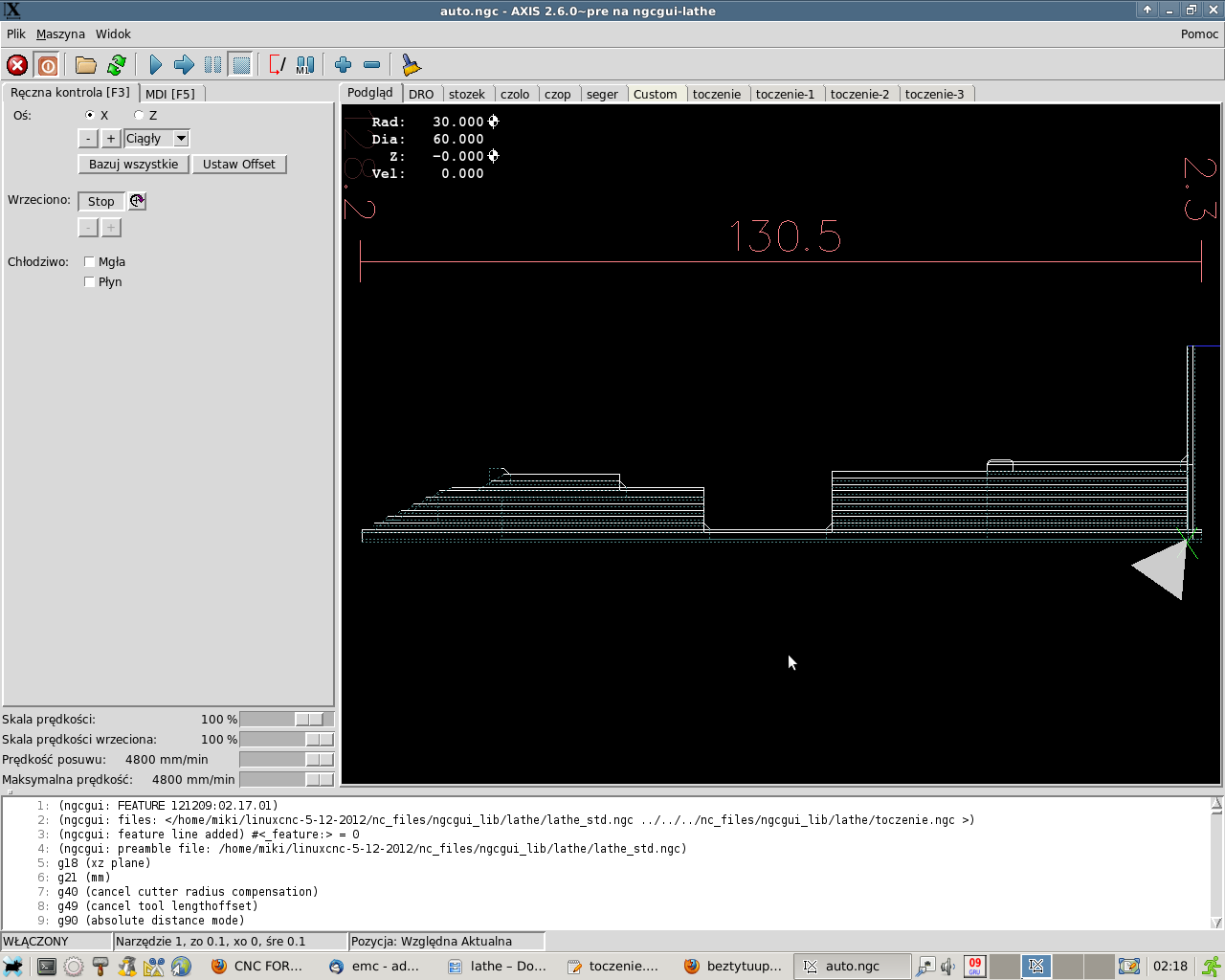
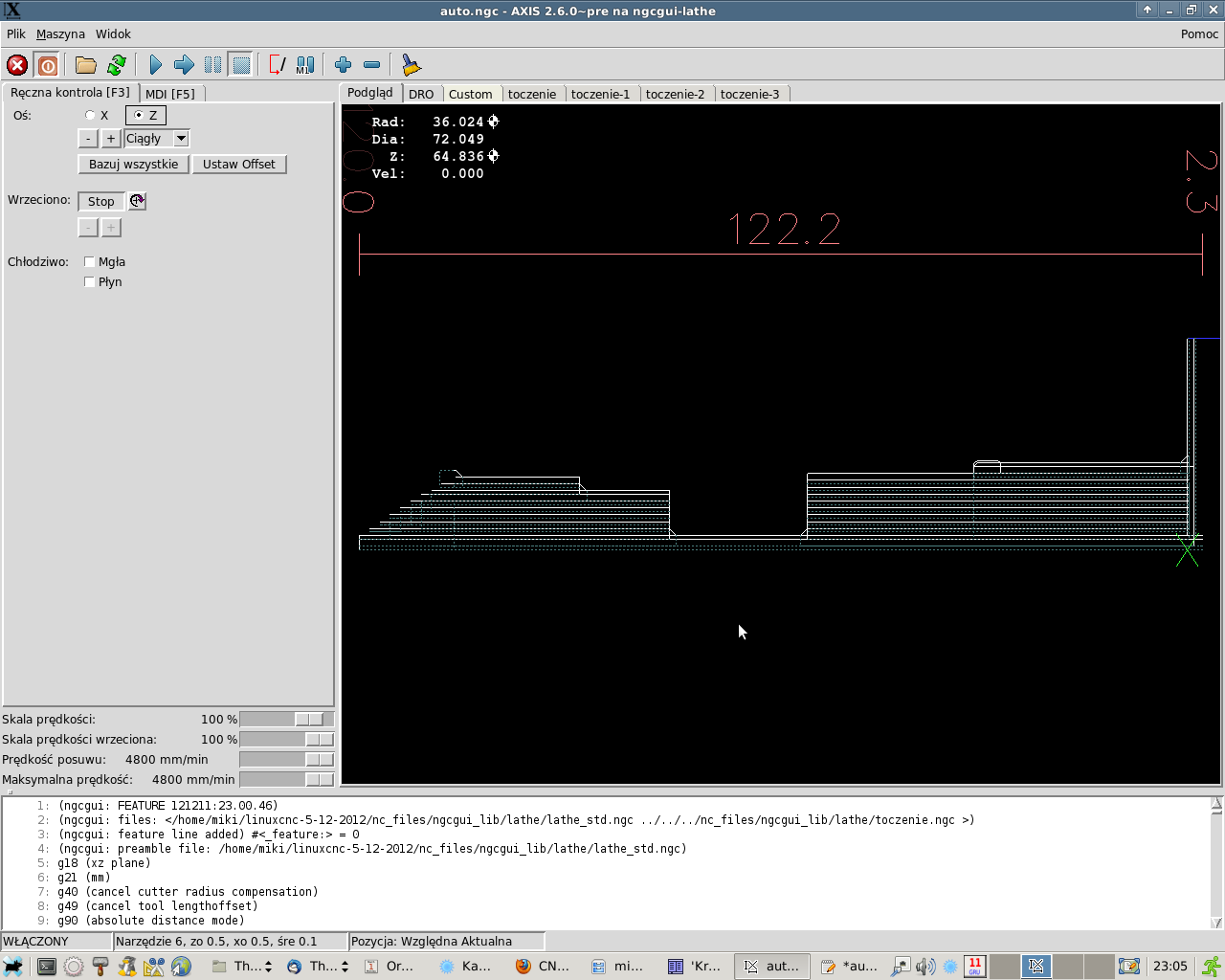
Problem z mierzeniem detalu nie istnieje - skomplikowany detal tworzy się etapami, wywołując dla kolejnego etapu kolejną instancję kreatora. Wał ma trzy czopy - trzy instancje kreatora, w każdym wpisuję dane odnośnie jednego czopa. Z wykonaniem fazek, podcięć czy stożków co tam wyniknie z rysunku. W dowolnym momencie mogę sobie obejrzeć podgląd jednej, kilku razem, czy wszystkich zaprogramowanych operacji. Będę widział, czy mi się to składa w całość, czy rozjeżdża.
Kod: Zaznacz cały
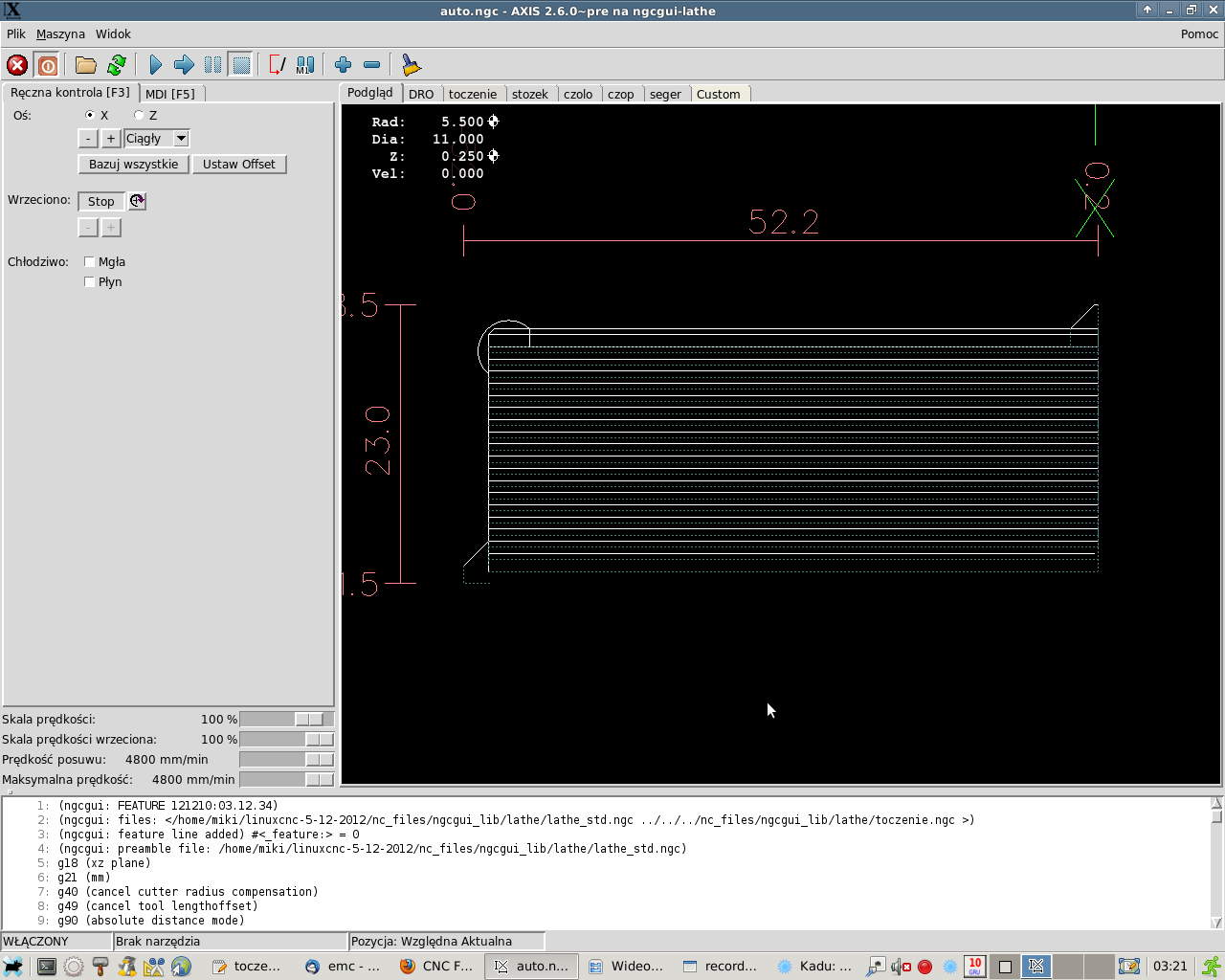
dziabi3 - Krótka piłka - pokaż mi, jak zaprogramujesz w demo macha - czyli w programie adekwatnym cenowo do LinuxCNC, taki detal: