




Modernizacja ploterka plazmowego do przyzwoitego frezowania.


-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 9
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
to sobie trochę go podzierga ;D
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie

-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 9
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Też planuję w moim stole porobić kanały odprowadzające chłodziwo do okoła i parę w środku, tak by było 6 pól prostokątnych. Robiłeś ten kanalik z jakimś spadkiem? Ja mam zaprojektowane spadki aby chłodziwo spływało grawitacyjnie, ale zastanawiam się czy warto się w to bawić czy po prostu po robocie pędzelkiem pchnąć coby sobie popłynęło 
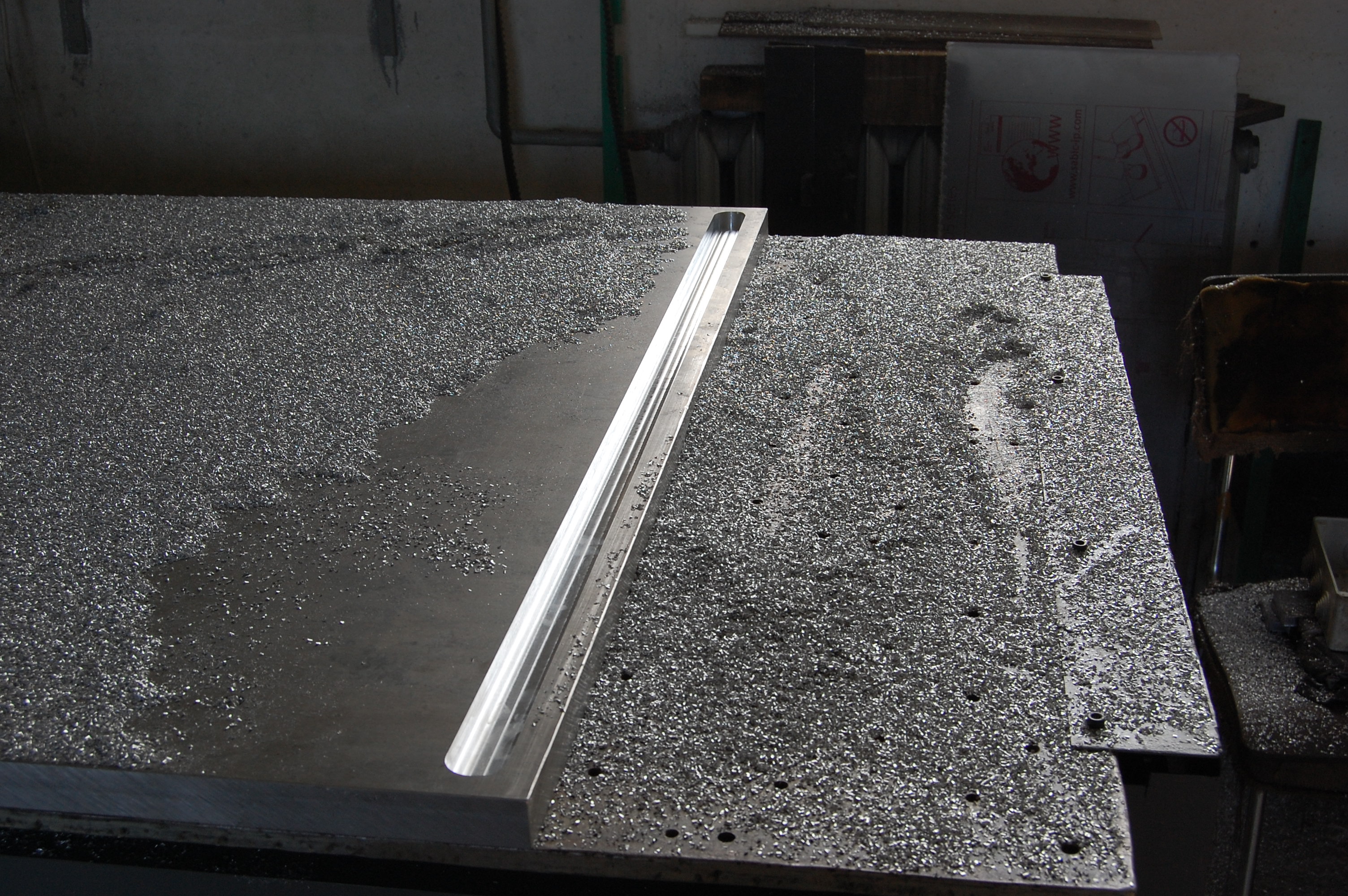
U mnie tak to wygląda po wierceniu i gwintowaniu. Nie zdecydowałem się na rowki teowe, gdyż po pierwsze nie mam freza takiego, po drugie słabe wrzeciono a po trzecie takie mocowanie materiału jest również bardzo wygodne a dodatkowo po wkręceniu kilku śrub w odpowiednie miejsca mam gotowe bazy

U mnie tak to wygląda po wierceniu i gwintowaniu. Nie zdecydowałem się na rowki teowe, gdyż po pierwsze nie mam freza takiego, po drugie słabe wrzeciono a po trzecie takie mocowanie materiału jest również bardzo wygodne a dodatkowo po wkręceniu kilku śrub w odpowiednie miejsca mam gotowe bazy
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 126
- Posty: 16251
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
tez tak miałem owiercone 100x100 i nie bardzo mi się podobało. Poza tym wiercone było na wylot. Spadków żadnych nie robię. Co zostanie to odkurzacz wciągnie.gaspar pisze: jest również bardzo wygodne a dodatkowo po wkręceniu kilku śrub w odpowiednie miejsca mam gotowe bazy
[ Dodano: 2012-06-27, 19:53 ]
Słabe wrzecionogaspar pisze: po drugie słabe wrzeciono
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 9
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
No jest to chińczyk 2,2kW. Możesz mi przybliżyć technikę wybierania rowka teowego? Słyszałem tylko, że jest to czasochłonne, ale nie za bardzo wiem jaki posuw, obroty i naddatek przy wybieraniu takiego rowka. Logicznym wydaje mi się najpierw zwykły rowek a potem wybieranie frezem teowym lewą i prawą stronę rowka. Ponadto zastanawia mnie jaki frez do takiego chinola zastosować by go nie zajechać
U mnie otwory nie są przelotowe, tylko na 75% głębokości, bo nie chciałem by chłodziwo mi spitalało przez otwory, a pod stołem nie było miejsca na wannę.
U mnie otwory nie są przelotowe, tylko na 75% głębokości, bo nie chciałem by chłodziwo mi spitalało przez otwory, a pod stołem nie było miejsca na wannę.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
jacek-1210
- ELITA FORUM (min. 1000)
- Posty w temacie: 12
- Posty: 1027
- Rejestracja: 25 mar 2011, 20:16
- Lokalizacja: Radomsko
Eeee, prędzej frez zajedzieszgaspar pisze:Ponadto zastanawia mnie jaki frez do takiego chinola zastosować by go nie zajechać
A Kamarowi się dziwię, że chce Mu się tak ganiać za klawiaturą tam i z powrotem - w nagłym przypadku może być problem żeby palcem w ESC trafić
Jeśli moja rada Ci nie zaszkodziła, to może trochę POMOGŁa ?
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 9
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Z frezami palcowymi 1-4 piórowymi wiem jak postępować, problemem jest dla mnie frez T-owy i tak jak Kamar napisał, wrzeciono wysokoobrotowejacek-1210 pisze:Eeee, prędzej frez zajedziesz
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie






