Tak się zastanawiam, czy zadziałałoby takie wywołanie:
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => MOJA_PROCEDURA => iocontrol.0.tool-prepared

na ile dobrze widzę, to są tylko powiązania i takie coś chyba nie zadziała:
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
MOJA PROCEDURA
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared
 [ Dodano: 2013-03-16, 18:04 ]
[ Dodano: 2013-03-16, 18:04 ]
Co do G30 to tu jest ciekawie:
http://softsolder.com/2010/04/14/emc2-u ... tion-ever/ no ale tak czy siak, jakoś tę procedurę trzebaby wywołać. Najlepiej z hal-a
. Ma wywalić komunikat o konieczności wymiany na taki a taki numer, a po wciśnięciu OK ma dodatkowo wywołać (tylko jak ?) procedurę pomiaru narzędzia. Żeby jakoś można było podejrzeć te procedury z hal_manualtoolchange
[ Dodano: 2013-03-16, 23:45 ]
Po wielu próbach, grzebaniu w googlach, znalazłem wreszcie hal_manualtoolchange
. To jest w /usr/bin/ i jest w pytonie, więc wróciła nadzieja. Teoretycznie, można sobie w pytonie stworzyć coś innego i wywoływać z hal-a, ale na początek pokombinuję z gotowcem
Przy okazji, jakby ktoś nie wiedział: w ini w sekcji [EMCIO] można sobie np. wpisać
TOOL_CHANGE_POSITION = 400 300 2 (XYZ bezwzględne) i na tę pozycję pojedzie maszyna kiedy dostanie z gkoda komendę do wymiany narzędzia
Żeby tak jeszcze było TOOL_PROBE_POSITION
 [ Dodano: 2013-03-17, 15:06 ]
[ Dodano: 2013-03-17, 15:06 ]
Do bardziej obeznanych w Pytonie:
tu gdzie strzałka:
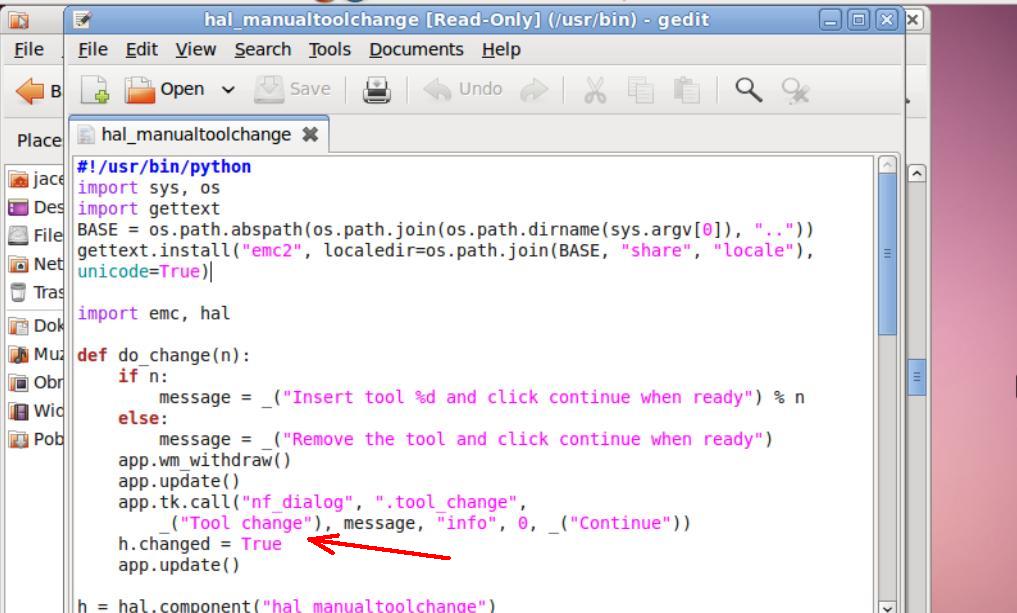
chciałbym wstawić np. wywołanie o-sub'a z pomiarem narzędzia. Na zasadzie, że pyton wywołuje procedurę, czeka na jej zakończenie i dopiero wystawia sygnał TRUE. Tyle że ... nie wiem jak to wywołanie procedury napisać w Pytonie
[ Dodano: 2013-03-18, 11:20 ]
Koledzy pomóżcie z pytonem
. Muszę jakoś przez to przebrnąć, bo jak mi z gkoda wchodzi T1 M06 .... to wyskakuje komunikat wymień narzędzie i nie jestem w stanie przejechać maszyną, mogę jedynie wymienić frez i wcisnąć "gotowe", a wtedy frezowanie rusza dalej. Już nawet nie chodzi o wywołanie suba tam gdzie strzałka. Próbowałem tam gdzie strzałka wpisać G53 G0 Z0 tak jak widziałem w pytonkach Kamara/Mikiego np tu:
https://www.cnc.info.pl/search.htm/6599 ... 6&start=20
------------------------------------------------------
o120 if [#<szerokosc_fazki_walka> gt 0] (procedura wykonania fazki na pozostałej krawędzi wałka, wykonywana tylko, gdy zadeklarowana szerokość fazki jest większa od zera)
g0 z-[#<dlugosc_czopu>-0.5] x[#<srednica_walka_do_fazki> - #<glebokosc_fazki_walka>] ( dojazd do fazki na fi #<srednica_walka_do_fazki>)
g1 x[#<srednica_walka_do_fazki>+0.5] z-[#<dlugosc_czopu>+#<szerokosc_fazki_walka>] ( toczenie fazki na fi #<srednica_walka_do_fazki>)
o120 endif (koniec procedury fazowania pozostałej krawędzi wałka)
G0 z0.5
x#<baza_x> (zjazd do bazy)
----------------------------------------------------------------
ale wywala mi błąd w tej linii podczas startu emc

. Czy to trzeba jakoś deklarować na początku programu w pytonie ?





")


")

")