



")
Swego czasu udało się wykonać wiertarkę CNC do wiercenia w stali. Link poniżej:
Maszyna działa bardzo sprawnie i spełniła swoje założenia. Po wprowadzeniu : rodzaju obrabianego materiału, wymiarów X i Y i fi wiertła wykonuje wszystko automatycznie tzn. obsługę imadeł bocznych i górnych, sama dobiera obroty, posuw, przyśpiesza po przewierceniu pierwszej ścianki, bierze pod uwagę zmienną wysokość wiertła i różne wysokości obrabianych materiałów. Operator tylko załadowuje i odbiera materiał.
Natomiast przyszedł czas na wykonanie czegoś szybszego. W przypadku 24 otworów czas wiercenia takiego profila na tej maszynie to 15-20 minut. Dodatkowo uprzednio trzeba pociąć taki profil na taśmówkach.
Więc trzeba zbudować coś szybszego.
Założenia do nowego projektu:
- czas na wykonanie 1szt profila stalowego w 15-20 sekund (nie minut) ale już z cięciem i po-wierceniem 24 otworów
- minimalny rozstaw otworów 100mm
- obrabiany materiał to stal do L=14 000mm i wymiarach 120x60mm
- prostsza i tańsza konstrukcja niż poprzednia
- zobaczymy ale myślę, że uda się to zrobić bez sterowania CNC
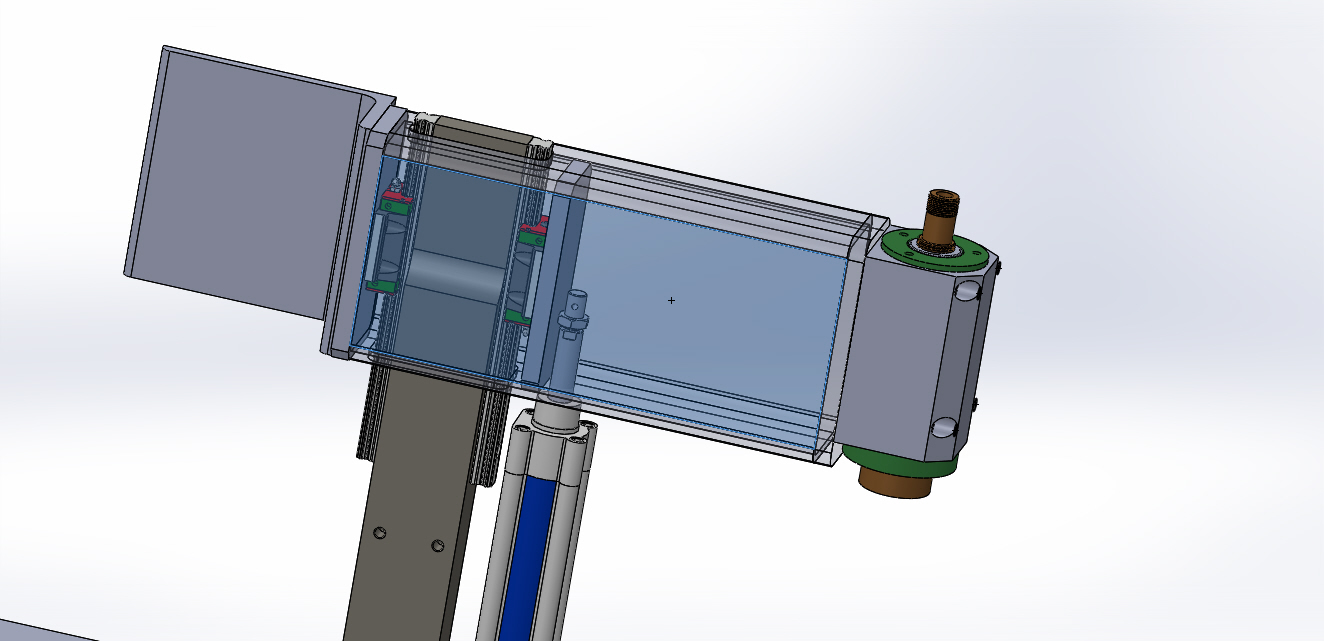
Wrzeciono zrobimy sami i zostało już zaprojektowane na forum Elektrowrzeciono. Wiertarkę też zrobiliśmy :
ale trzeba ją uprościć, poprawić i potanić.
Dodane 14 minuty 42 sekundy:
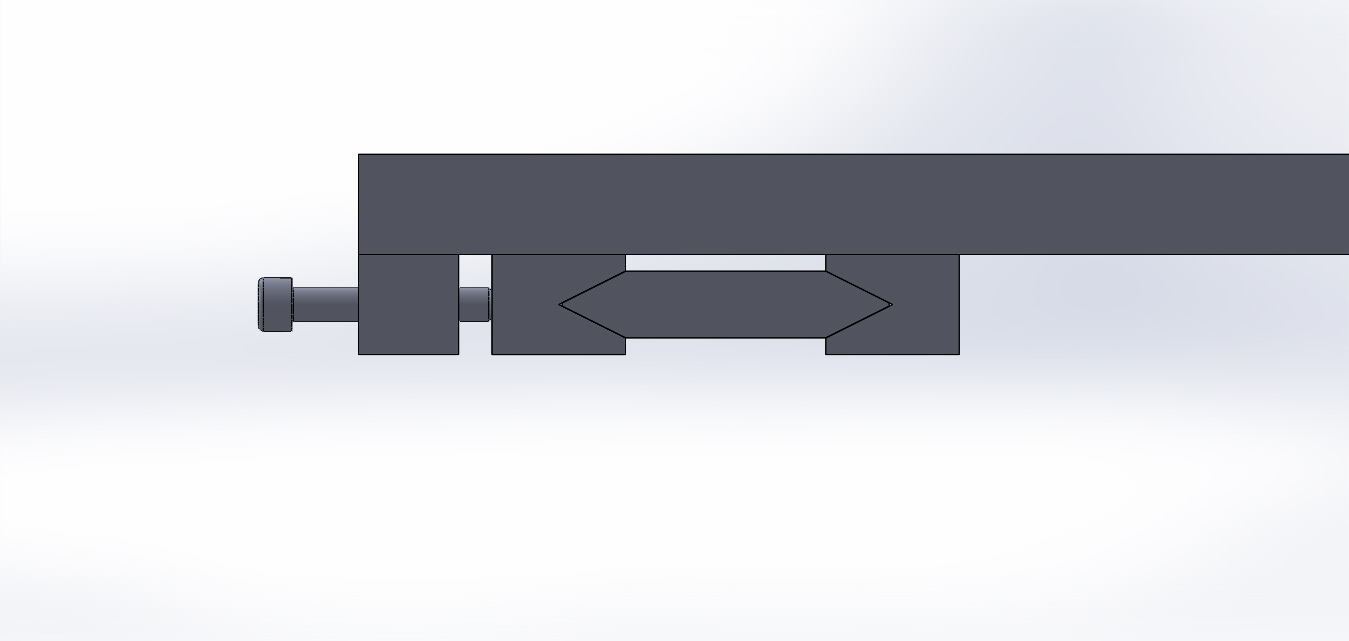
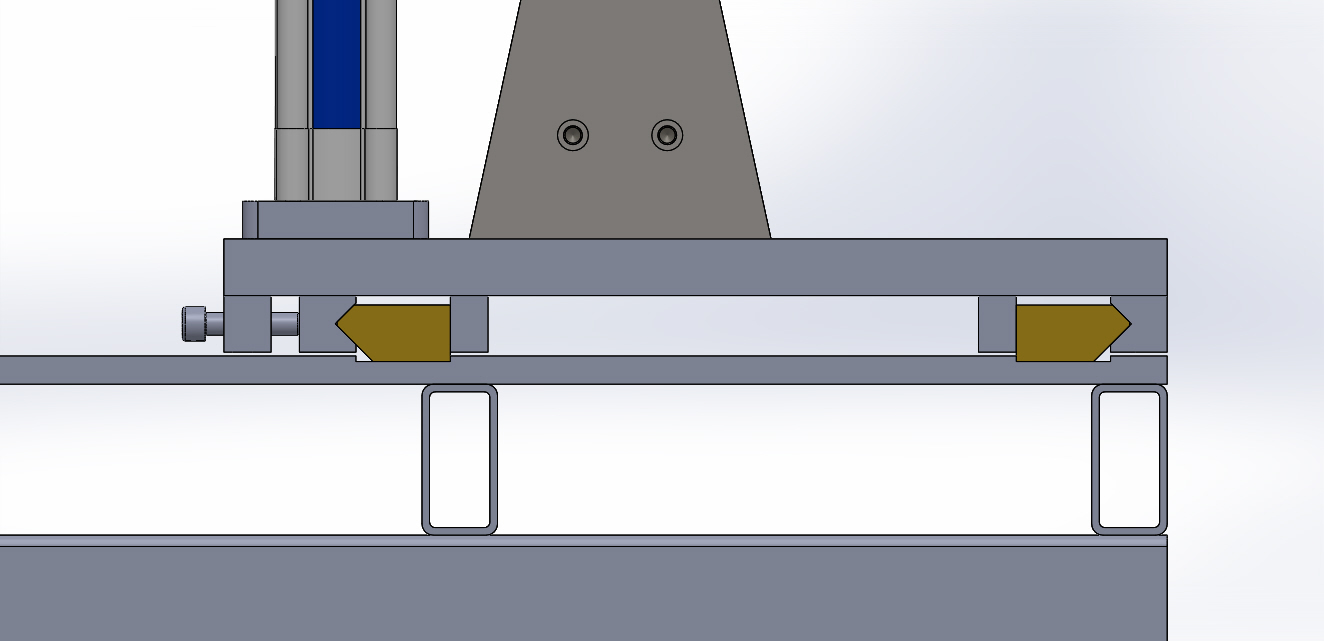
Do posuwu góra-dól chciałbym zastosować prowadnice ślizgowe. Najlepiej coś takiego:

Szukałem na necie i nic nie mogłem znaleźć. Pytanie do formuowiczów czy ktoś wie gdzie można coś takiego lub podobnego zakupić?
Dodane 22 minuty 43 sekundy:
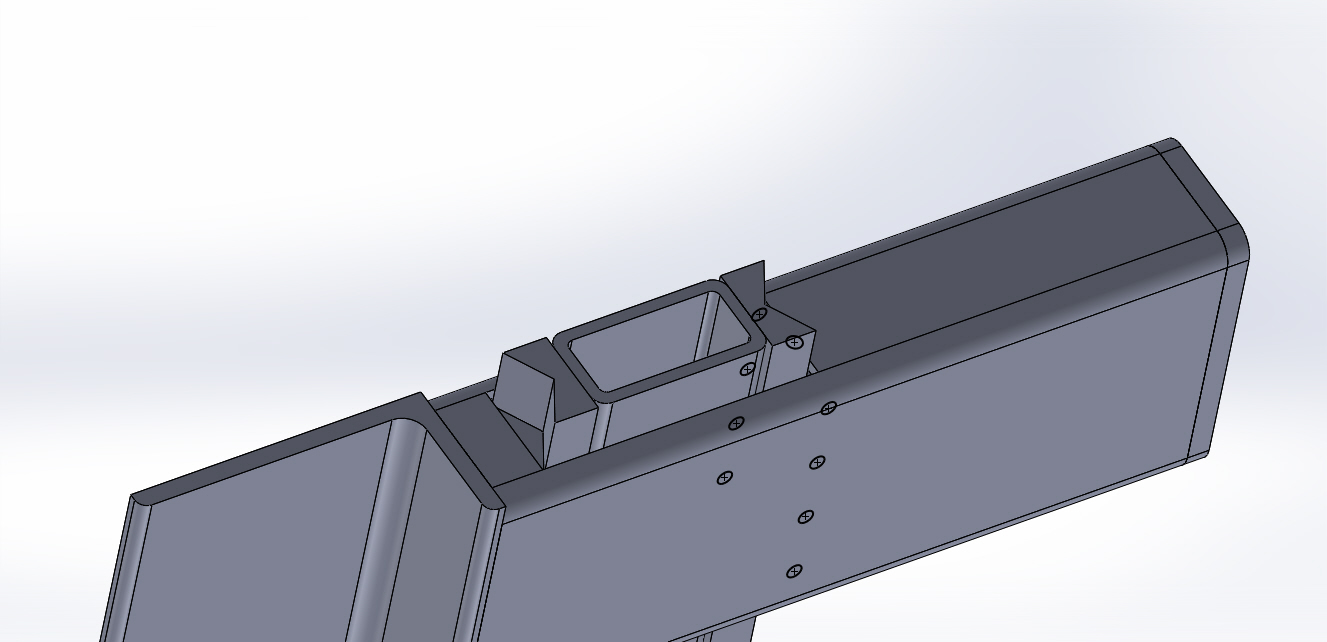
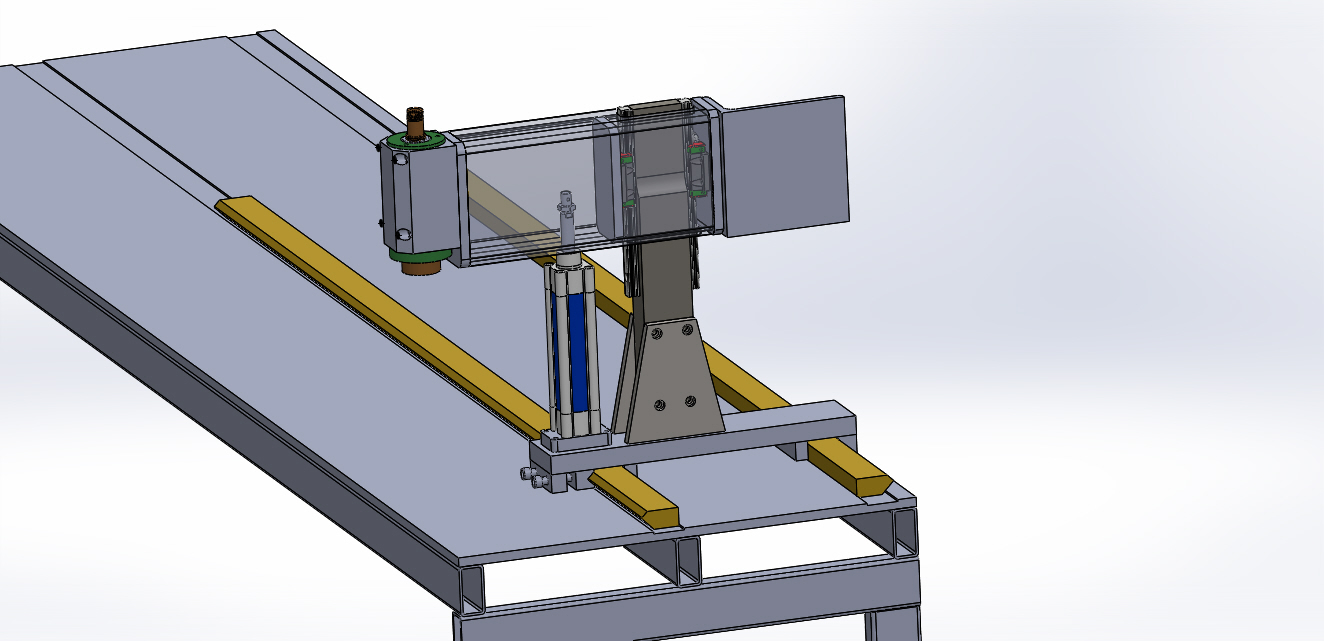
Sama wiertarka będzie mniej więcej tak wyglądać:
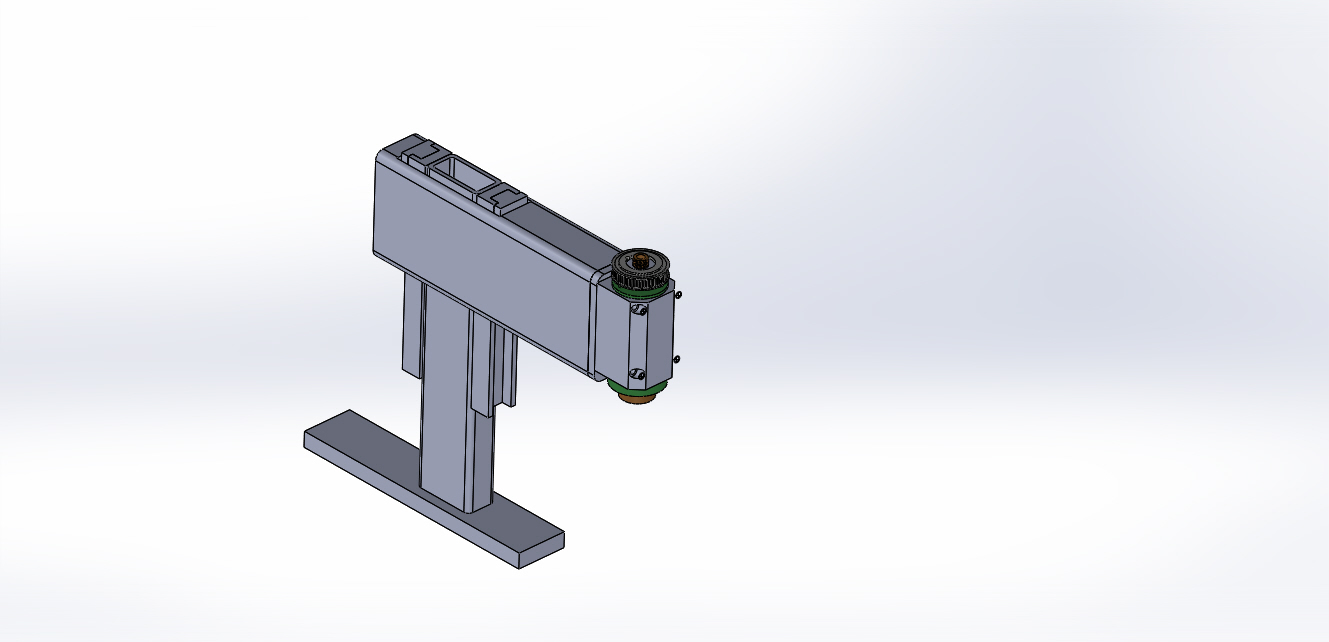
Zastanawiam się nad posuwem korpusu. Nie wiem czy samemu projektować i później wykonywać prowadnice ślizgowe czy być może są jakieś gotowce.


")

")




