Jakby co to ja w malutkiej mam 3*13mm i wystarczają w zupelności więc to chyba optymalnie. Ale 2 to by bylo już za malo, a silnik mam 5.5 KW.kamar pisze:wymiana chamskich pasów kombajnowych na delikatniejsze.
Lifting (reanimacja ?) TUC - 40


-
IMPULS3
- Lider FORUM (min. 2000)
")
- Posty w temacie: 101
- Posty: 8019
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Do subów jeszcze nie doroslem. 
Kod: Zaznacz cały
(przecinak 3mm)
g18
g0 x5
z4
g1 f600 x1
g1 f50 x-4
g1 f600 x1
z1.5
g1 f50 x-4
g1 f600 x1
z-1.5
g1 f50 x-4
g1 f600 x1
z-4
g1 f50 x-4
g1 f600 x-3
z-3.5
g1 f50 x-8
g1 f600 x-3
z-1.5
g1 f50 x-8
g1 f600 x-3
z1.5
g1 f50 x-8
g1 f600 x-3
z3.5
g1 f50 x-8
g1 f600 x-7
z2.9
g1 f50 x-12
g1 f600 x-7
z0
g1 f50 x-12
g1 f600 x-7
z-2.9
g1 f50 x-12
g1 f600 x-11
z-2.3
g1 f50 x-16
g1 f600 x-11
z0
g1 f50 x-16
g1 f600 x-11
z2.3
g1 f50 x-16
g1 f600 x-15
z1.5
g1 f50 x-21
g1 f600 x-15
z-1.5
g1 f50 x-21
g1 f600 x-19
z-1
g1 f50 x-23
g1 f600 x-20
z1
g1 f50 x-23
g1 f600 x-20
z0
g1 f50 x-26
g1 f600 x-20
g0 x1
x0.1
z6.5
g3 f60 x-2 z4.7 r2
g1 f60 x-26 z1
g4 p0.5
g0 x1
z-6.5
g0 x0.1
z-6.5
g2 f60 x-2 z-4.7 r2
g1 x-26 z-1
g4 p0.5
g0 x10
M30
Kod: Zaznacz cały
(szerokosc noza 3mm)
g18
G0 x10
x3
z6
g1 f60 x-6
g1 f600 x1
z3
g1 f60 x-6
g1 f600 x1
z0
g1 f60 x-6
g1 f600 x1
z-3
g1 f60 x-6
g1 f600 x1
z-6
g1 f60 x-6
g1 f600 x-5
z-5
g1 f60 x-12
g1 f600 x-5
z-1.5
g1 f60 x-12
g1 f600 x-5
z1.5
g1 f60 x-12
g1 f600 x-5
z5
g1 f60 x-12
g1 f600 x-11
z3
g1 f60 x-18
g1 f600 x-11
z0
g1 f60 x-18
g1 f600 x-11
z-3
g1 f60 x-18
g1 f600 x-17
z-2
g1 f60 x-23
g1 f600 x-17
z2
g1 f60 x-23
g1 f600 x-22
z0
g1 f60 x-28
g1 f600 x-20
x-28
g1 f60 x-32
g1 f600 x-20
g0 x0.5 (skos)
z8.3
g1 f80 x0.2
g3 z7 x-1.7 r1.5
g1 x-32 z1.5
g4 p0.5
g0 x1
g0 x0.5
z-8.3
g1 f80 x0.2
g2 z-7 x-1.7 r1.5
g1 x-32 z-1.5
g4 p0.5
g0 x10
m30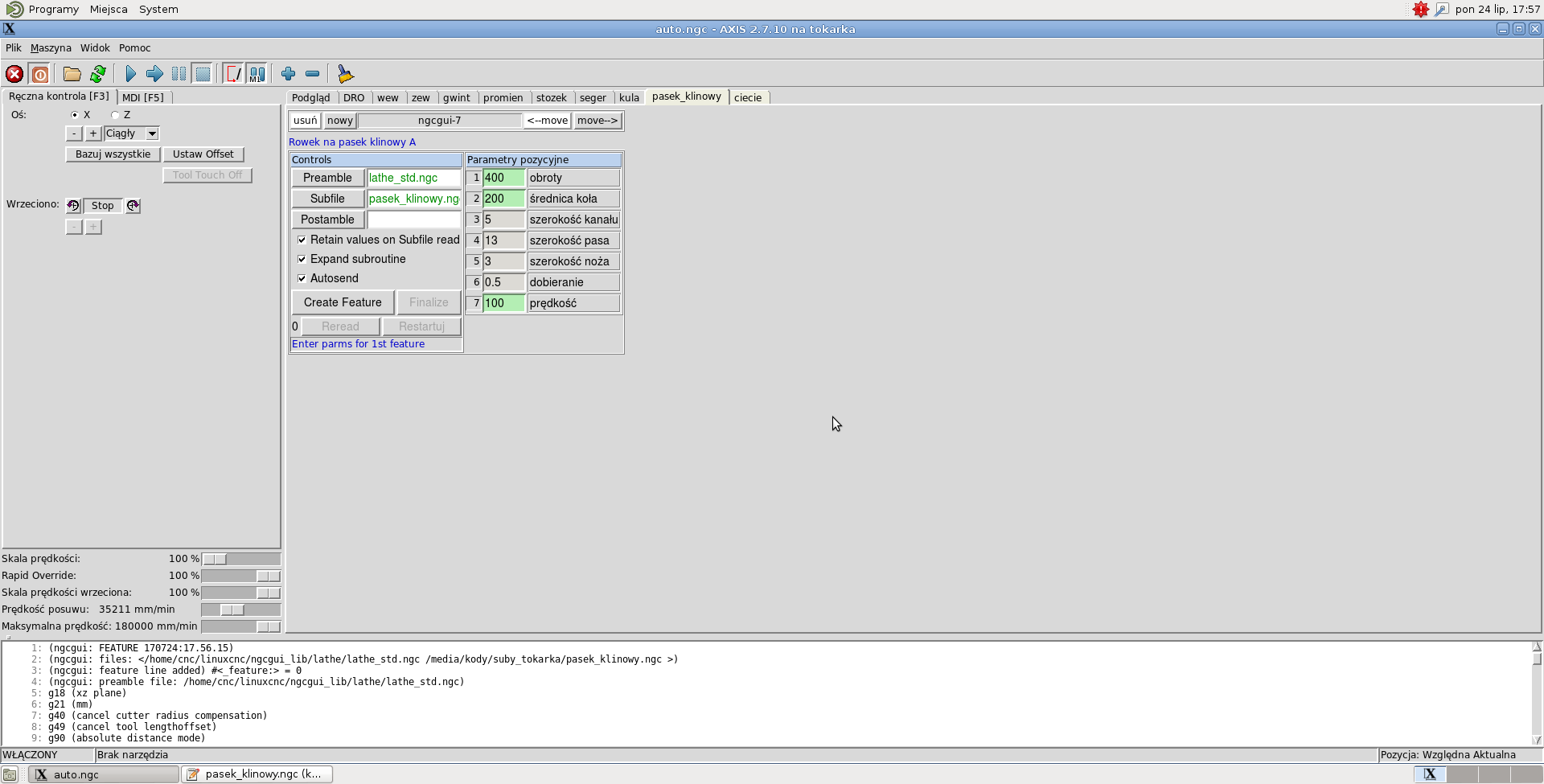
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 101
- Posty: 8019
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Zależy kto jakie koszerności lubi.kamar pisze:Nie koszernie
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 101
- Posty: 8019
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Swego czasu mialm dosc duzo kól pasowych do toczenia. Z materialu klienta czyli jakiś najtańszy. Na samym początku program mialem napisany tak że przecinak ciąl na pelną glębokość za jednym razem. Niestety wiór nie zawsze wypadal swobodnie (szczególnie jak np. w trakcie wyszczerbila się plytka) tylko mielilo go i klinowalo a tym samym zakleszczalo nóż w materiale. Póżniej przepisalem program na plytkie wcięcia i wycofanie noza za pomocą g1 a nie g0 i nóż od tej pory zyje bez żadnego uszczerbku. Dodam że malo kiedy przy nacinaniu rowków pod pasy stalem i pilnowalem.
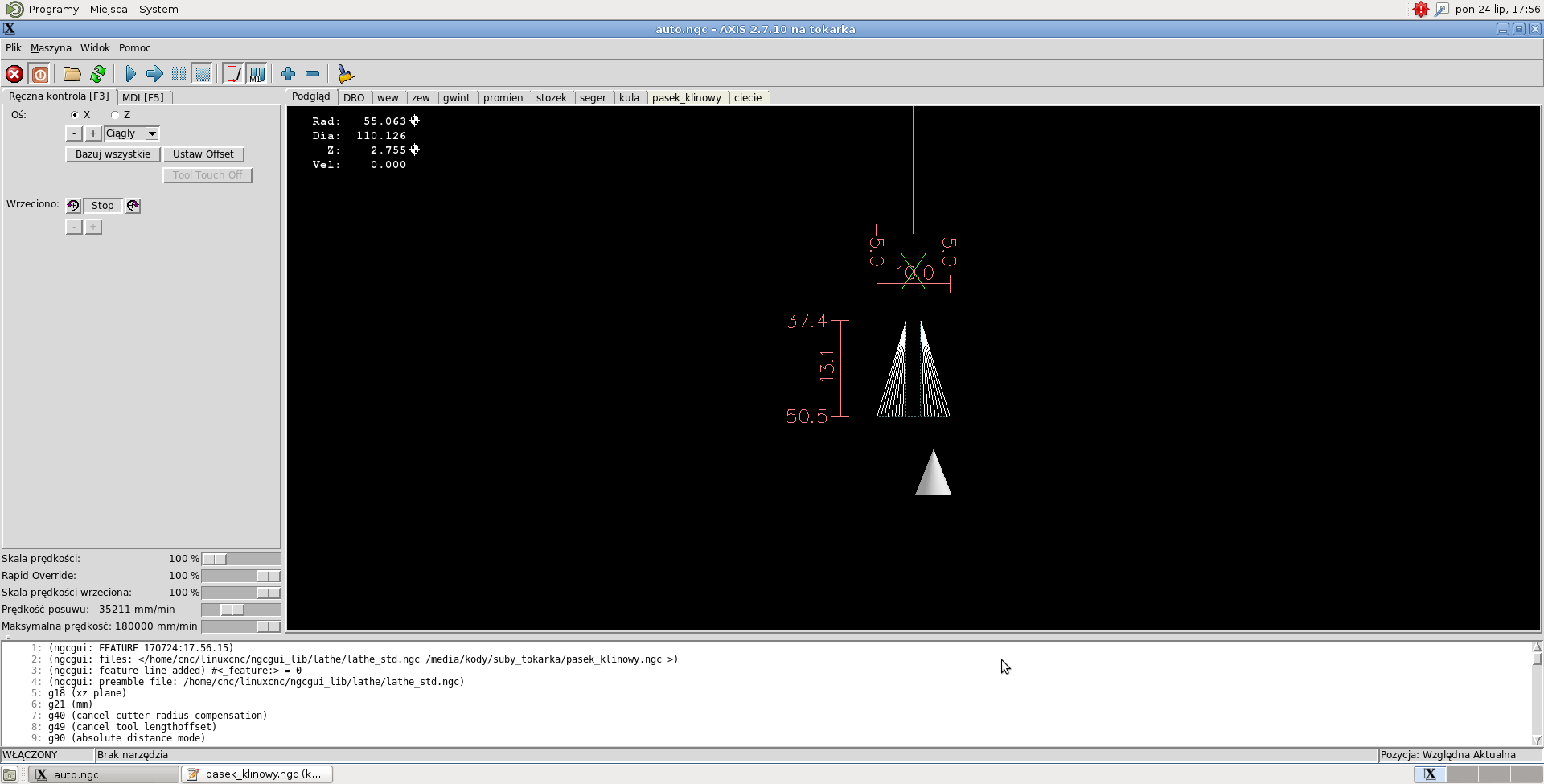
Dlatego mam taki pozornie przekombinowany program, ale dla mnie jest idealny. Nóż w osi Z ustawiam na środku kanalka, osią X dotykam materialu i mam w tym momencie offsety ustawione na zero. A jak nacinam kilka kanalów to kopiuje to i dodaje g55 itd... W ten sposób nawet nie muszę przesuwać na kolejny kanalek a odleglości pomiędzy pasami też mogę sobie robić dowolne.
Dlatego mam taki pozornie przekombinowany program, ale dla mnie jest idealny. Nóż w osi Z ustawiam na środku kanalka, osią X dotykam materialu i mam w tym momencie offsety ustawione na zero. A jak nacinam kilka kanalów to kopiuje to i dodaje g55 itd... W ten sposób nawet nie muszę przesuwać na kolejny kanalek a odleglości pomiędzy pasami też mogę sobie robić dowolne.
Ostatnio zmieniony 25 lip 2017, 09:08 przez IMPULS3, łącznie zmieniany 1 raz.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 101
- Posty: 8019
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Bo nie w materiale gubi tylko z powodu ZAKLESZCZENIA SIĘ NARZĘDZIA spowodowanego nie wyrzyceniem wiórów. Wynika to też być moze z tego ze nie lubię marnować czasu na lizanie materialu wiec na ile mogę to podkręcam parametry. Niestety w wielu wypadkach ogranicza mnie wytrzymalość narzędzi.kamar pisze:W żadnym materiale, dla żadnego klienta odjeżdzając na G0 nie ma prawa zgubić kroka
Ideologie to piszą politycy, ja się dostosowuję do sytuacji. A sytuacją byla taka jak ją opisalem.kamar pisze:Nie dopisuj ideologii