pierwsze to moje posty na forum, chociaż do grona dołączyłem już dawno. W zasadzie przeczytałem chyba wszystko co było na forum, zdobyłem masę wiedzy. Udało mi się nawet poskręcać coś co tworzy wióry (drewno, szufladówki, trapezy 10x2) i o dziwo to działa. Nie można się poszczycić osiągami (300mm/min w mdfie), ale wycina w zasadzie z dokładnością 0,5mm.
Ale do rzeczy.
Od pewnego czasu staram się zaprojektować coś większego i sztywniejszego. Rysuję, czytam i oglądam, ale sami wiecie jak to jest - zawsze dobrze wysłuchać opinii doświadczonych kolegów.
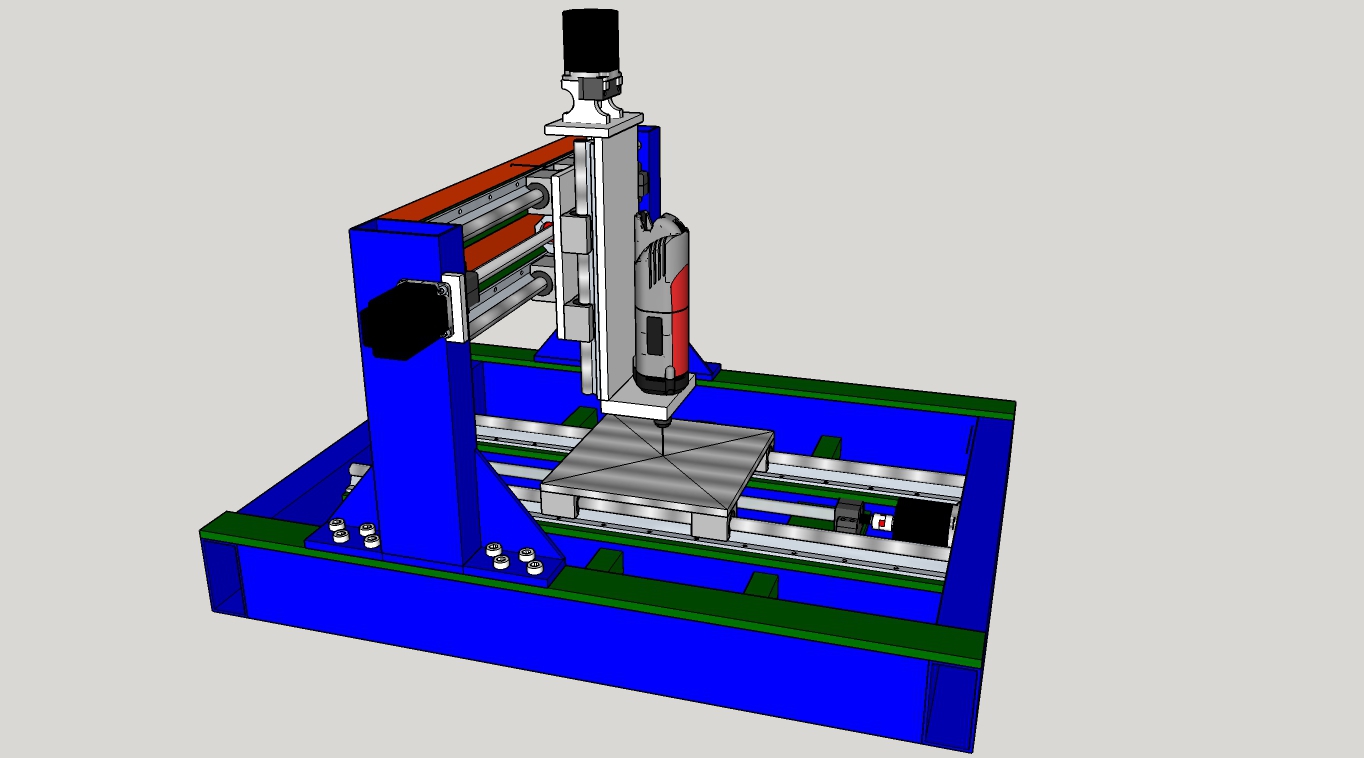
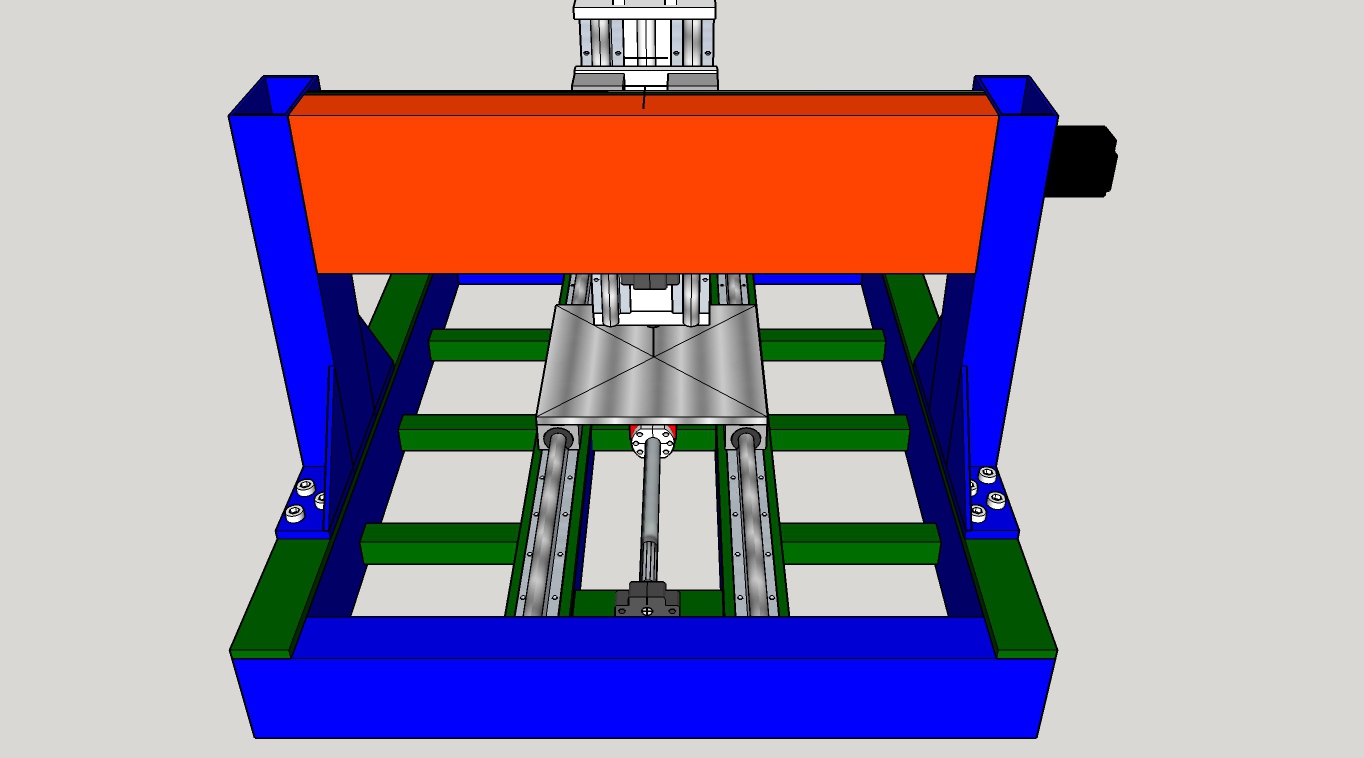
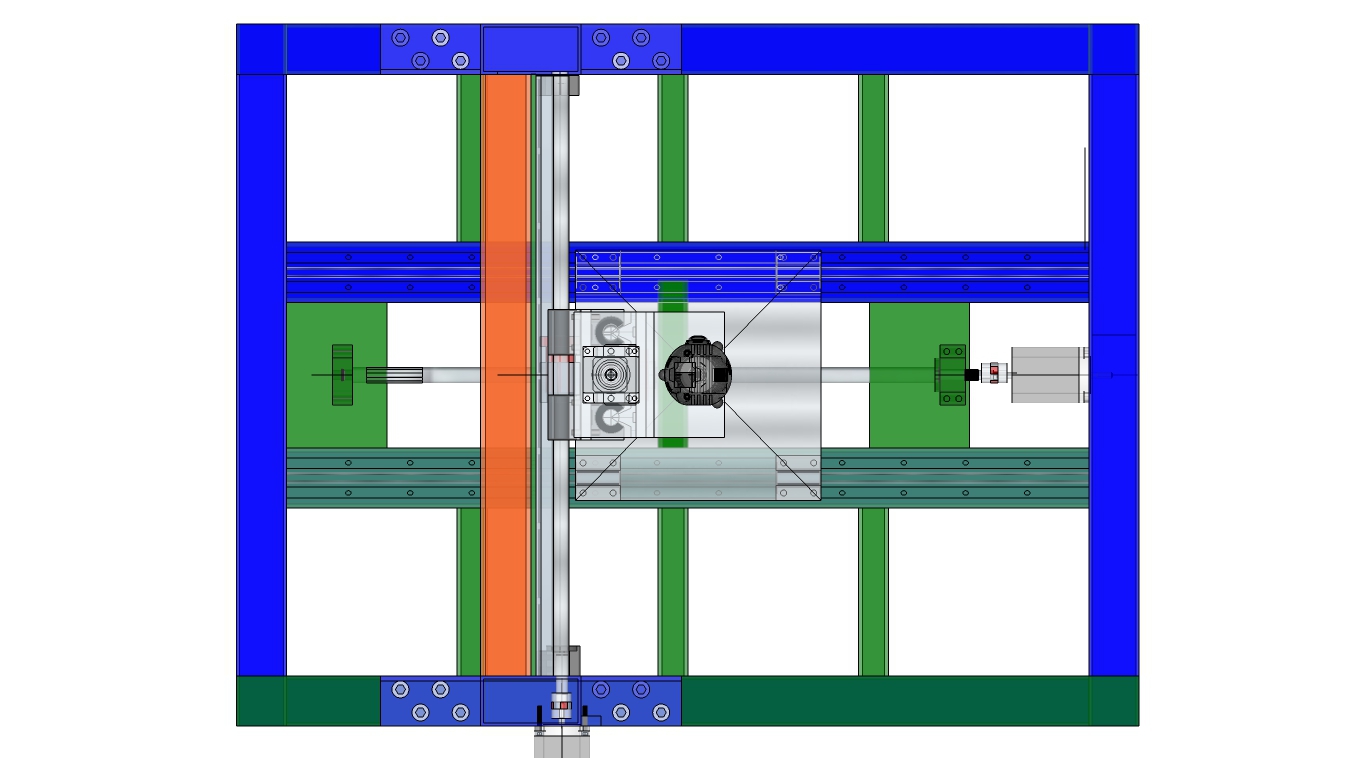
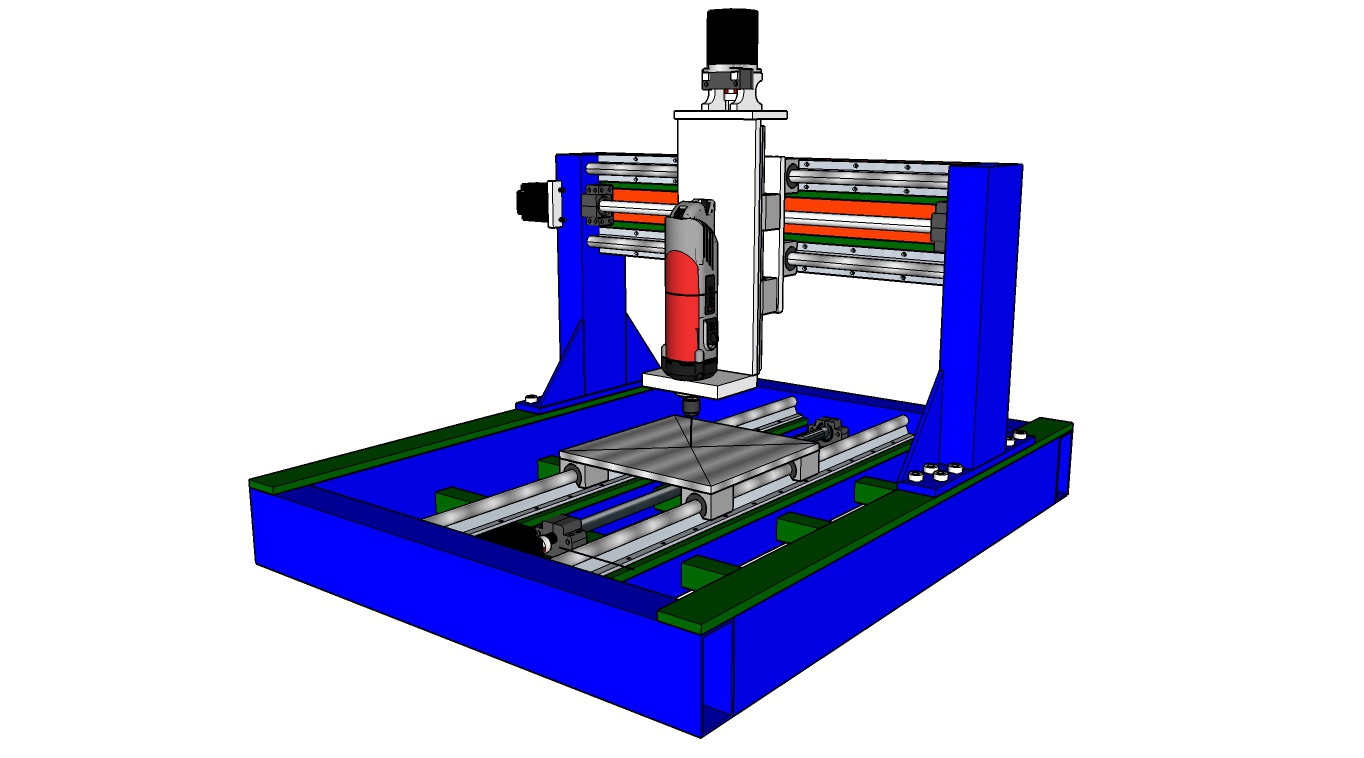
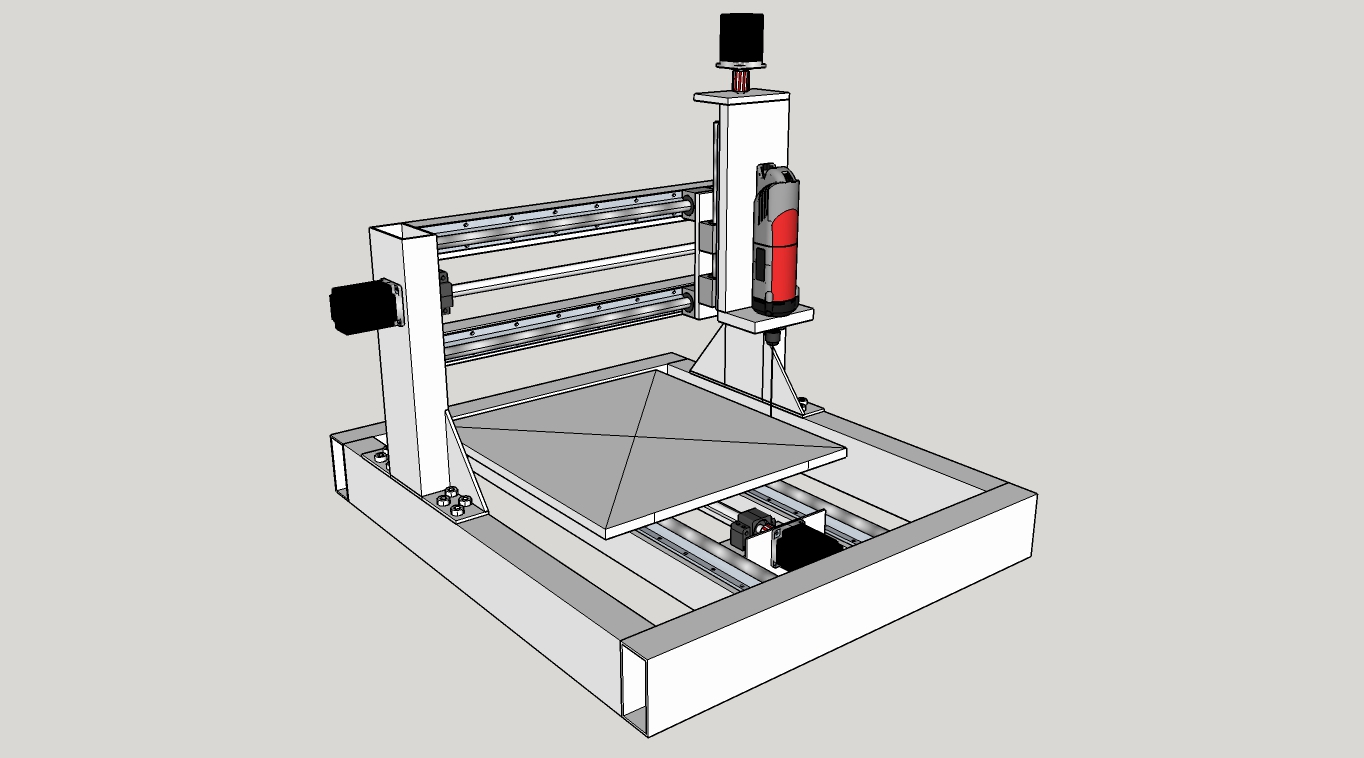
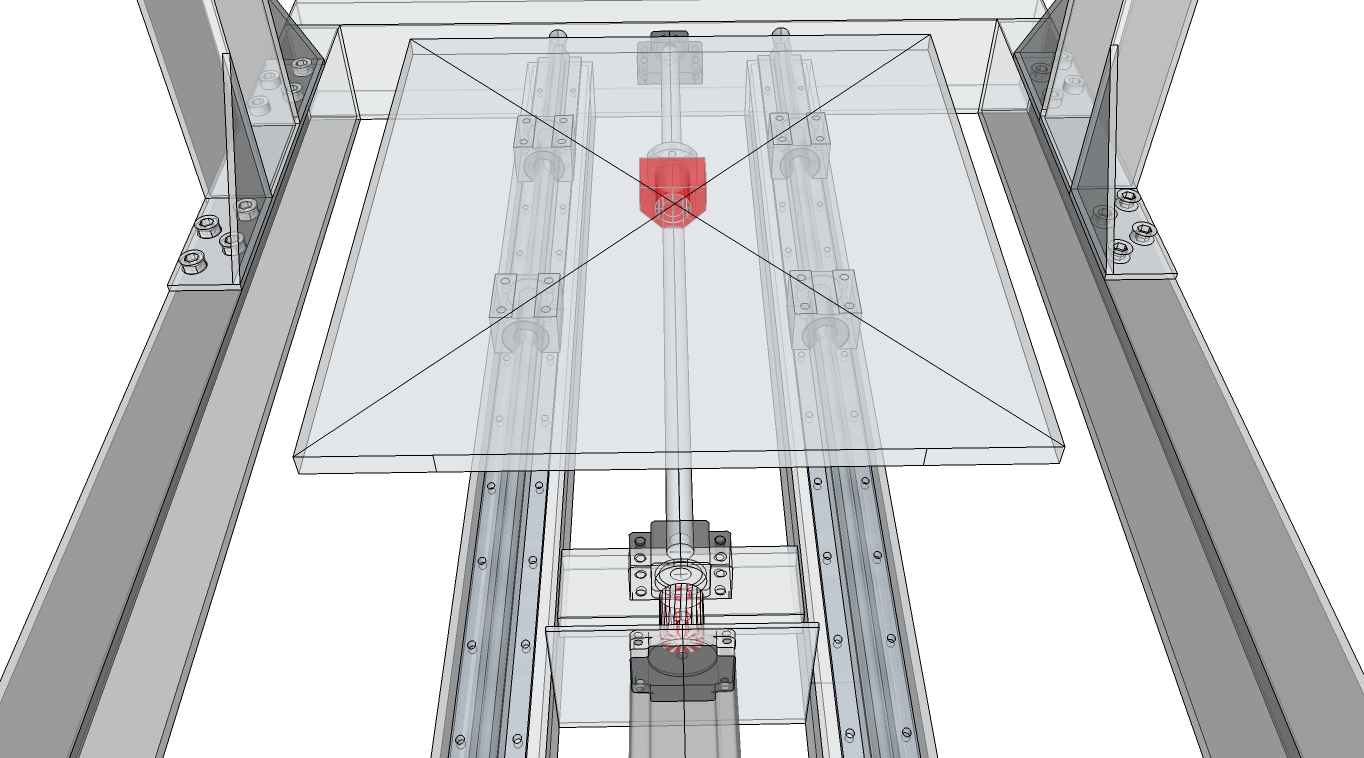
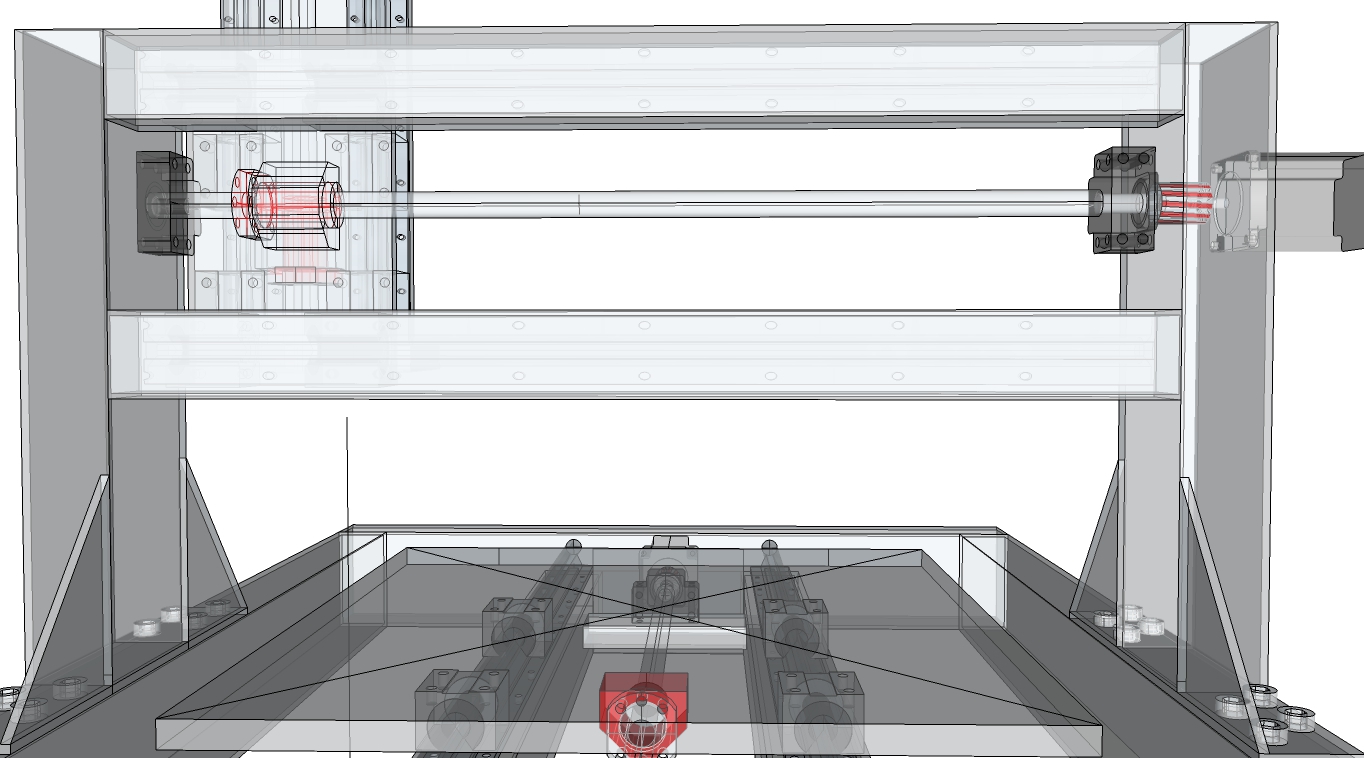
Poniżej załączam obrazki poglądowe, abyście mogli mnie trochę wyśmiać (ewentualnie delikatnie pochwalić), ale przede wszystkim abyście wyrazili opinie o takim projekcie.
Założenia:
pole pracy: 400x480x120
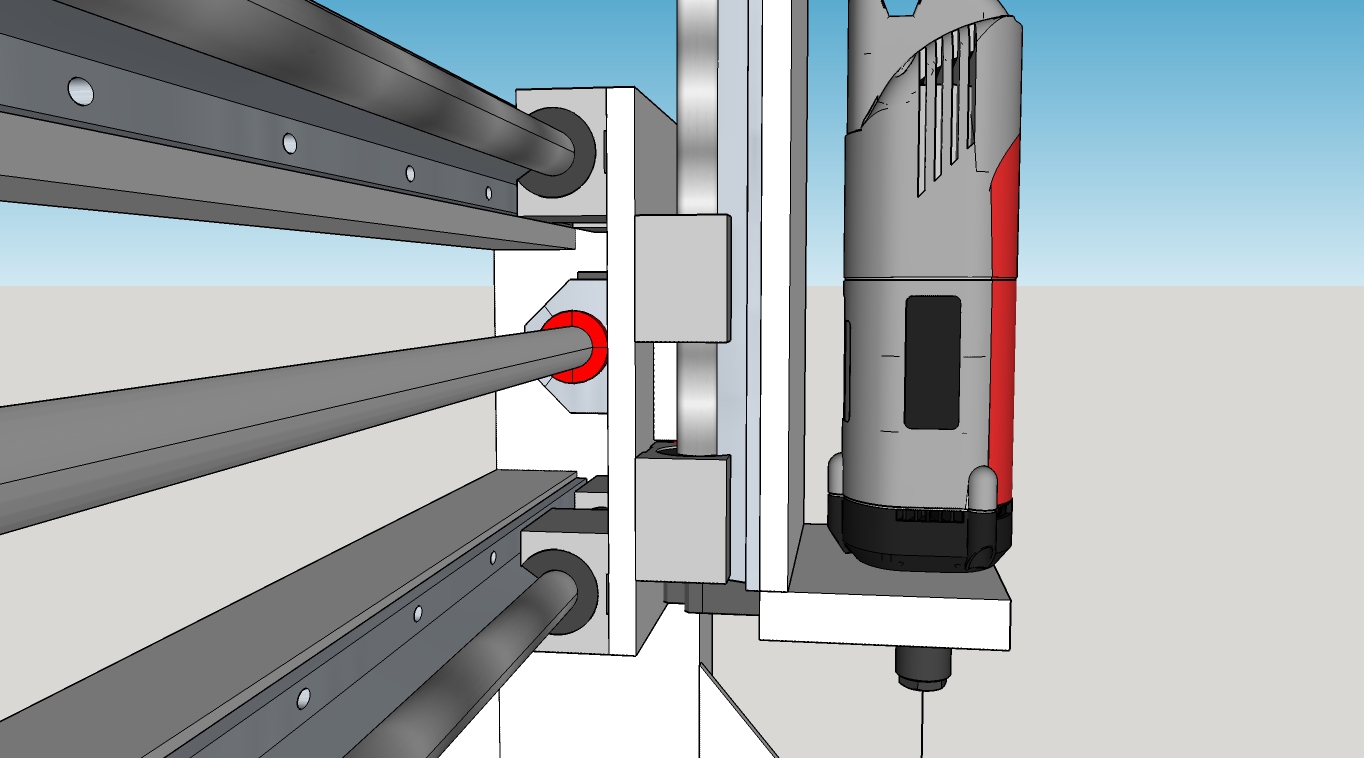
łożyskowanie: we wszystkich osiach podparte 20mm
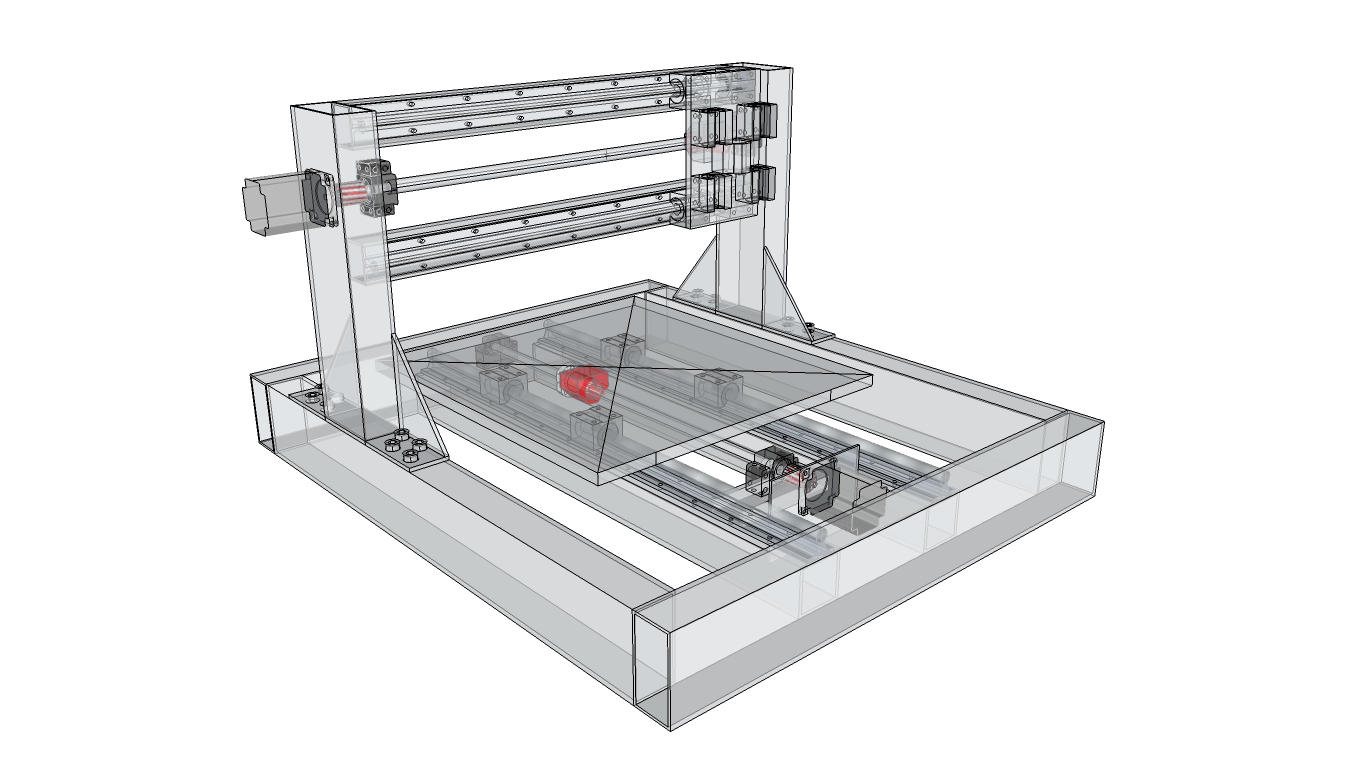
napędy: zobaczymy co na to fundusze i żona, ale w planie są chińskie kulowe, jak fundusze (i żona) nie pozwolą, to trapezy 16x4 z nakrętkami IGUS`a
silniki: we wszystkich osiach 1,9 Nm
bloki łożyskujące BK/BF12
konstrukcja:
część główna - profile spawane 100x50x3
podparcie wałków osi Y: 60x60x4
podparcie wałków osi X: 50x40x4
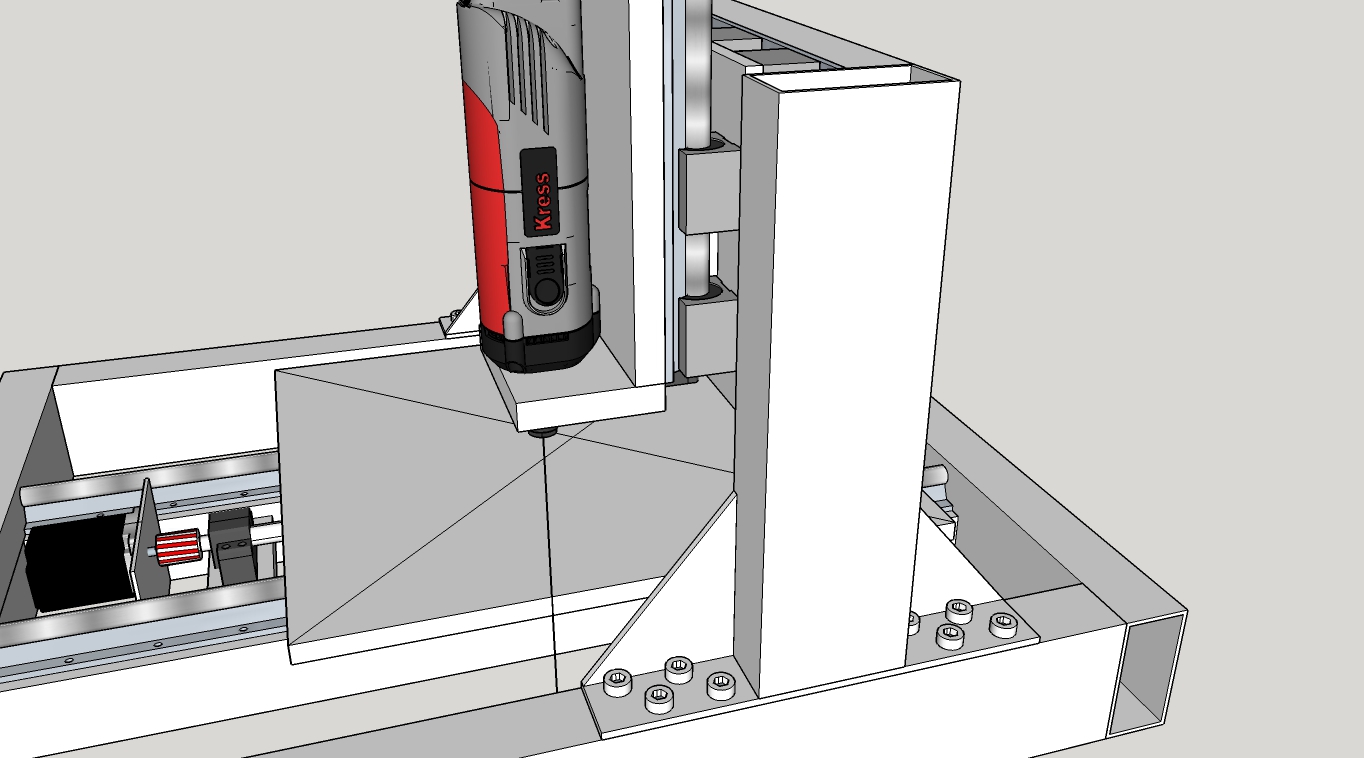
krzyżak X/Z - blacha aluminiowa 10mm - chociaż myślałem nad stalową i wtedy z premedytacją użyć trapezów jako samohamownych.
Konstrukcja osi Z - blacha aluminiowa 10mm +
wrzeciono standardowo na początek KRESS.
Maszyna do wykorzystania również dość standardowo: odmiany drewna, tworzyw sztucznych, metali kolorowych. Nie sądzę aby była potrzeba skrobania w stali.
Rozpoczęcie budowy nie wcześniej niż za miesiąc - potrzebuję czasu aby dokończyć ów projekt, pozaznaczać wszystkie cięcia, dziury itd, oraz przygotować dokumentację wykonawczą - konstrukcja, toczenia, jak inne elementy wycinane będą zlecane do zaprzyjaźnionych zakładów.
tak więc drodzy konstruktorzy, proszę o wyrok.


")