")
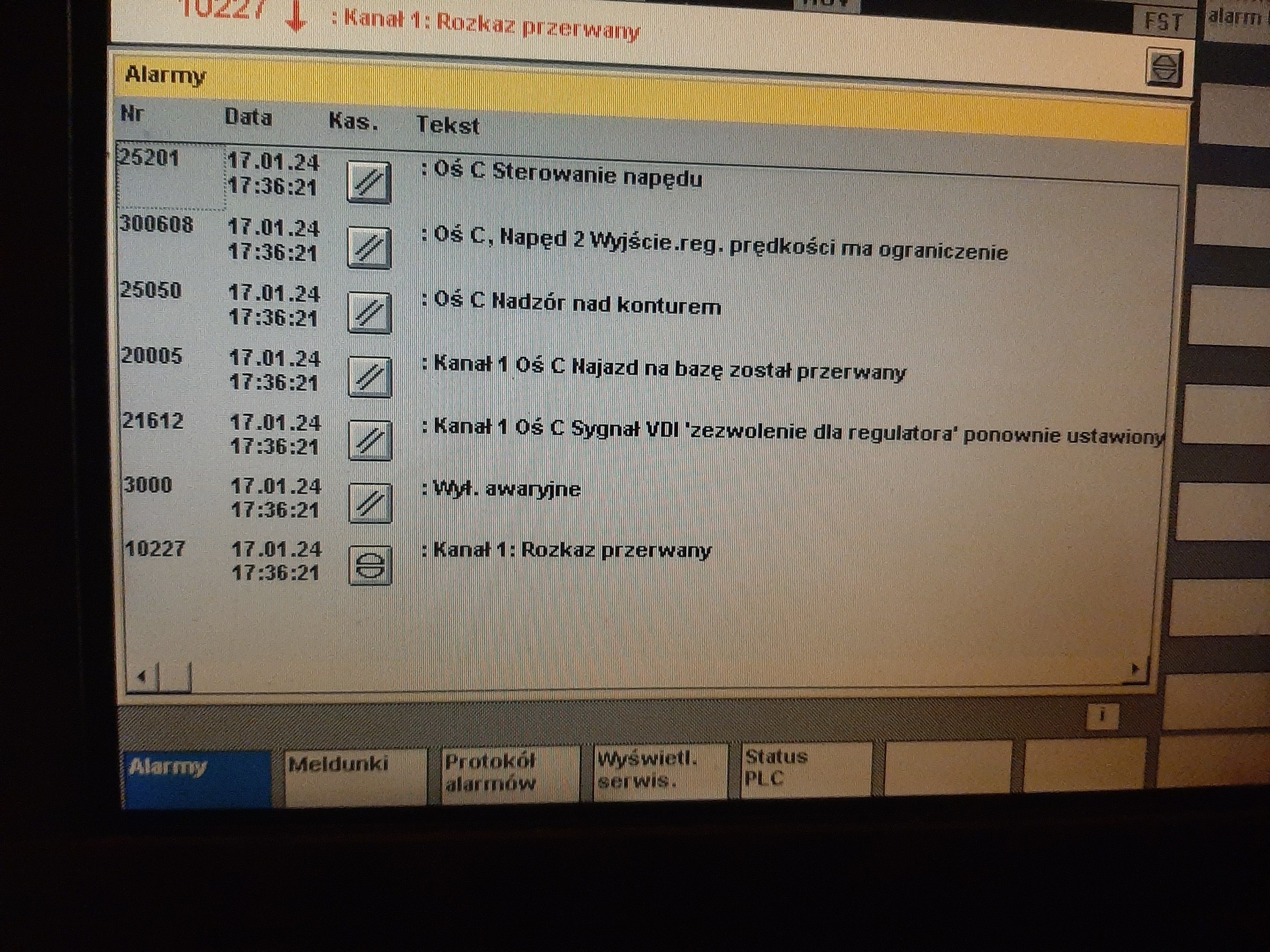
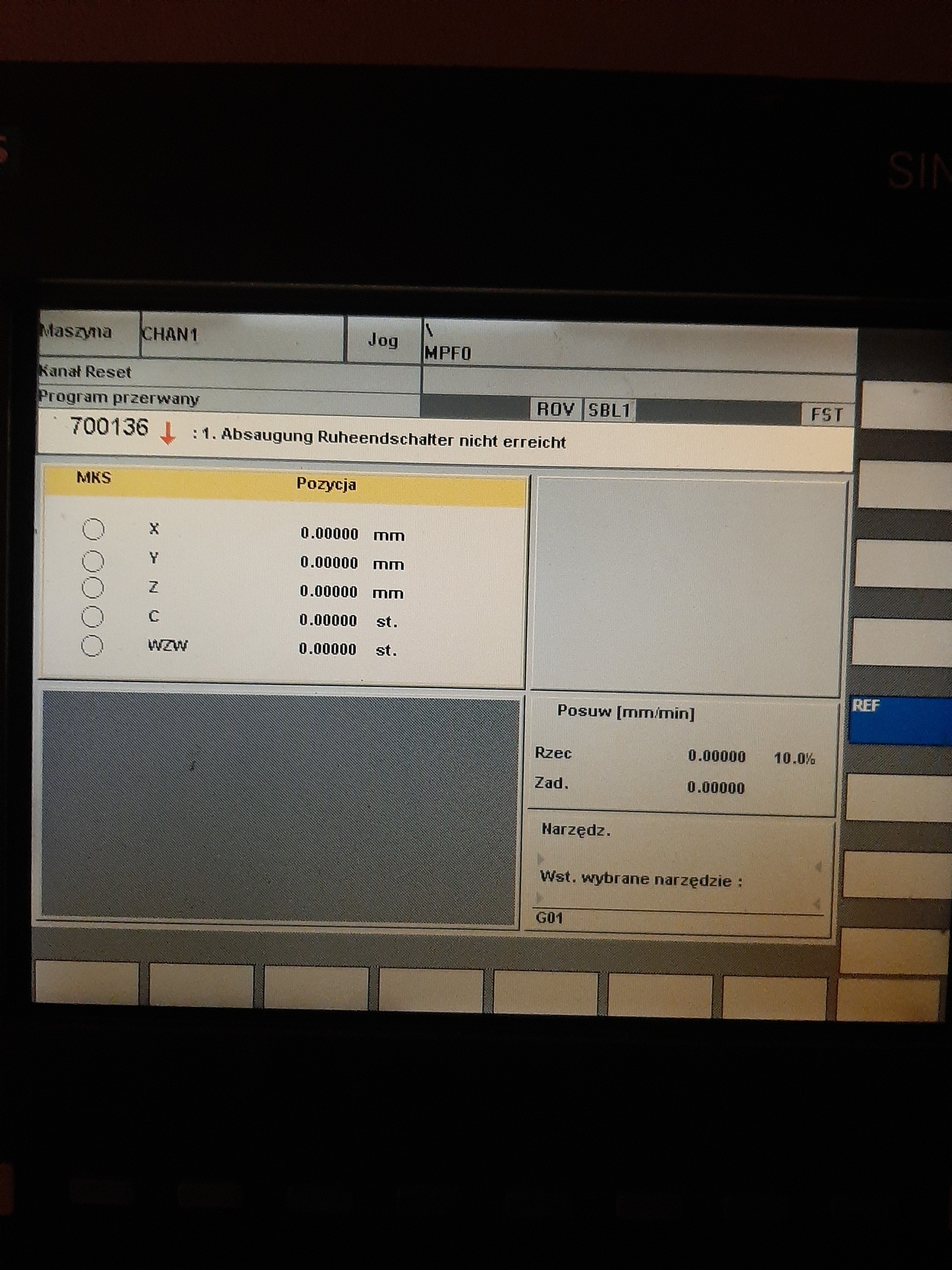
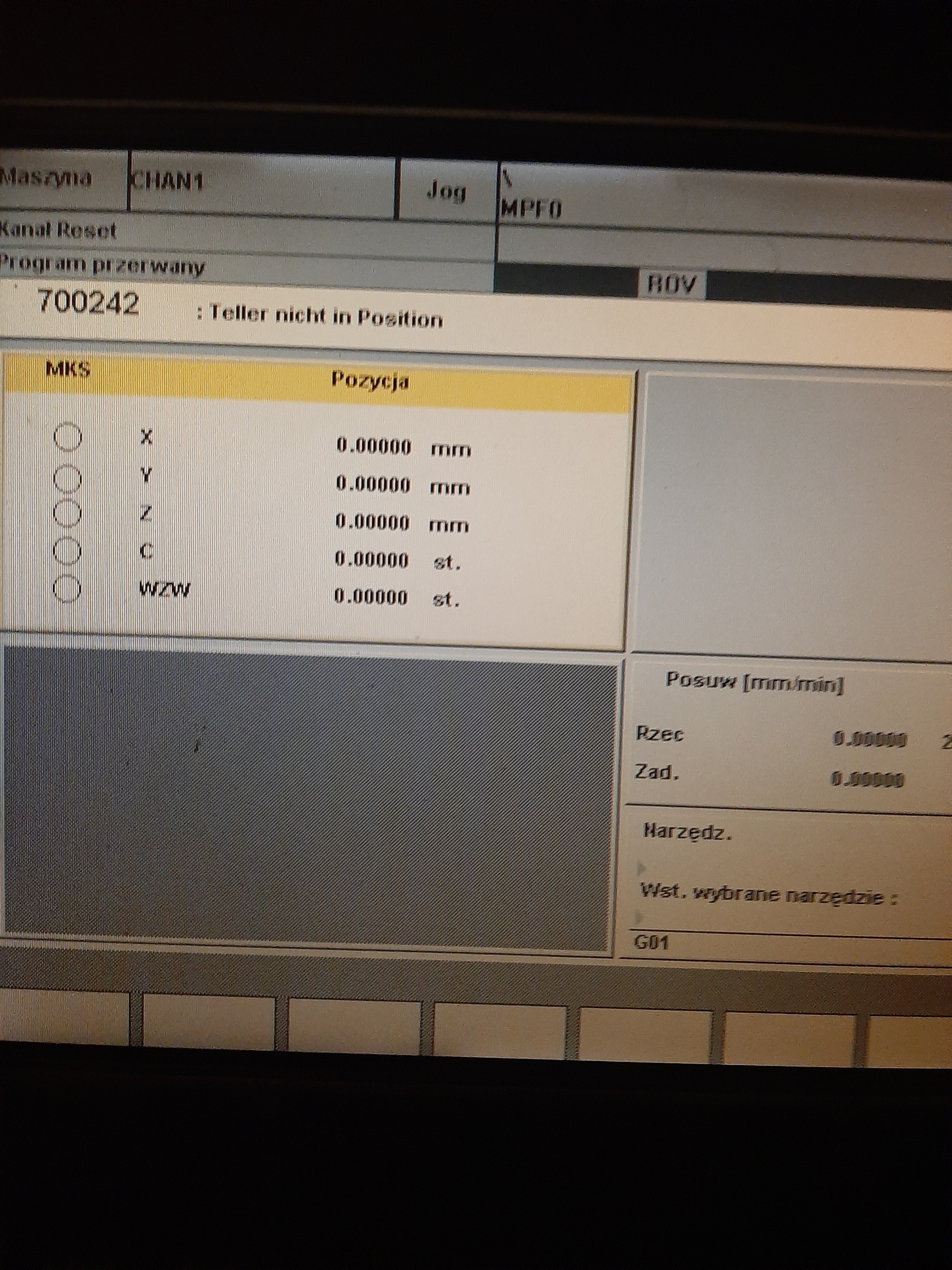 ...Panowie trochę godzin zajęło mi "rozbujanie" maszyny. Sprawa ma się tak: alarmy 700221 , 10266, 3000 były związane z stycznikiem pompy vacum oraz imakami na stole rastrowym. Metodą prób i błędów ogarnąłem start napędów osi x- y-z bez mechanicznej ingerencji w układy zasilania sprężonego powietrza i podciśnienia. Na tę chwilę brak mam startu wrzeciona i coś jest nie tak z osią Z i napędem magazynu. Nie mogę ustawić referencji dla osi Z i WZW. Oś Z wywala mi po obrocie około 10 stopni alarm Not aus, a magazyn nie "kreci" i takie germańskie hasła wyświetla. Reset NCK nie pomaga tylko ponowne całkowite wykasowanie i wgranie NC PLC pozwala wystartować maszynie.
...Panowie trochę godzin zajęło mi "rozbujanie" maszyny. Sprawa ma się tak: alarmy 700221 , 10266, 3000 były związane z stycznikiem pompy vacum oraz imakami na stole rastrowym. Metodą prób i błędów ogarnąłem start napędów osi x- y-z bez mechanicznej ingerencji w układy zasilania sprężonego powietrza i podciśnienia. Na tę chwilę brak mam startu wrzeciona i coś jest nie tak z osią Z i napędem magazynu. Nie mogę ustawić referencji dla osi Z i WZW. Oś Z wywala mi po obrocie około 10 stopni alarm Not aus, a magazyn nie "kreci" i takie germańskie hasła wyświetla. Reset NCK nie pomaga tylko ponowne całkowite wykasowanie i wgranie NC PLC pozwala wystartować maszynie.Dodane 6 minuty 11 sekundy:



")

")
 ...przyjrzałem się zdjęciom z czasu gdy czyściłem z góry kurzu szafę i sterowanie i jakoś mi umknęło że ktoś miał problem z zasilaniem tych dwóch napędów czyli oś C i WZW. Moduł był rozkrecany i rozplombowany i dziwnie czysty w porównaniu do innych modułów. Przyjrzałem się płycie i spróbuję przelutować podejrzane miejsca, może zimny lut?
...przyjrzałem się zdjęciom z czasu gdy czyściłem z góry kurzu szafę i sterowanie i jakoś mi umknęło że ktoś miał problem z zasilaniem tych dwóch napędów czyli oś C i WZW. Moduł był rozkrecany i rozplombowany i dziwnie czysty w porównaniu do innych modułów. Przyjrzałem się płycie i spróbuję przelutować podejrzane miejsca, może zimny lut?
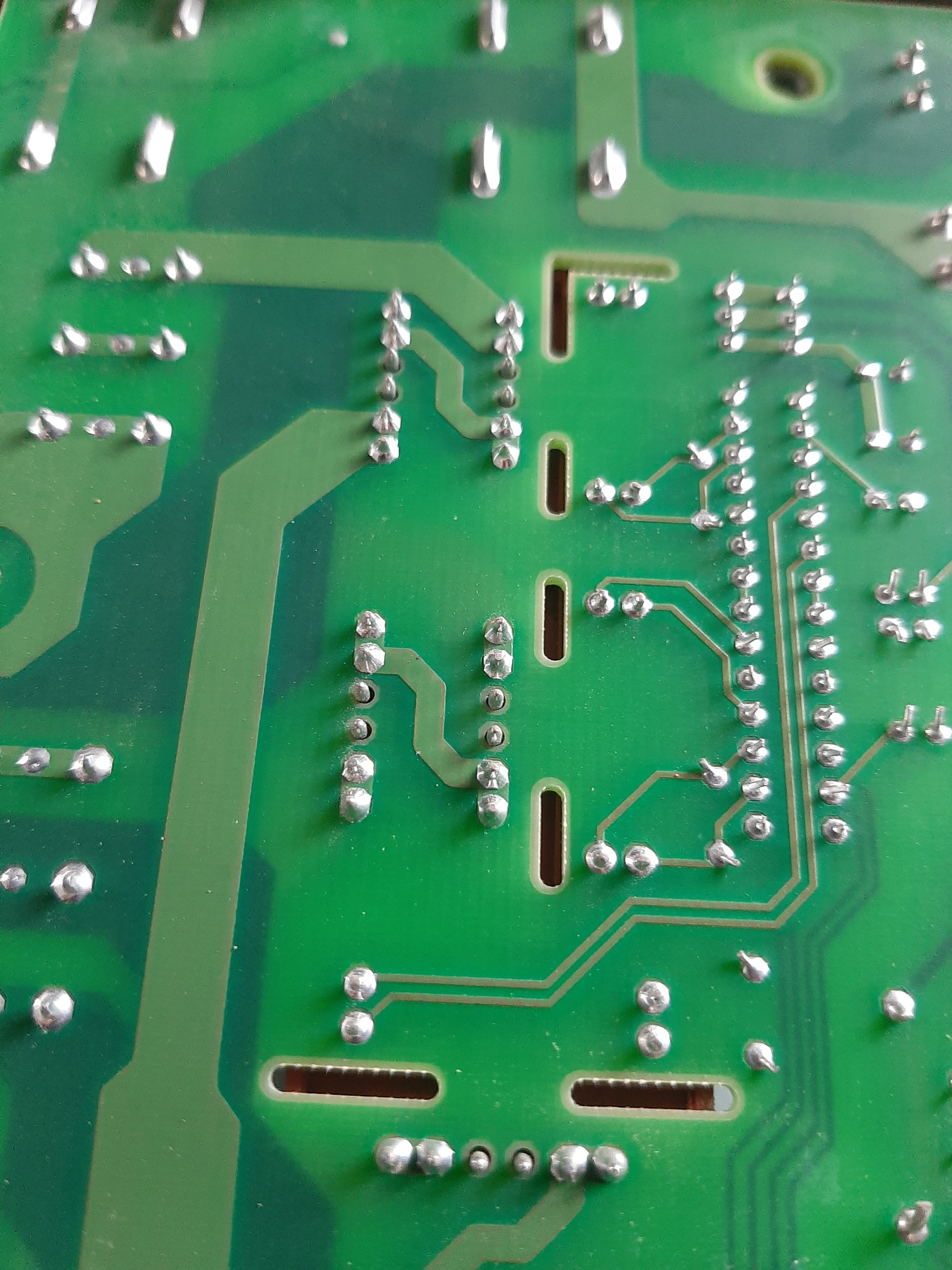
 ...ogarnąlem napęd magazynku. Zimny lut był gdzieś na module zasilania. Znalazłem też przyczynę wywalnia osi C przy próbie obrotu mechanizm zacina się od syfu. Pył między zębami taki ubity że silnik stawał. Jak tam się dostał?Wymontowałem silnik z przekładni i chodzi jak ta lala tak więc tylko pożądne czyszczenie, nasmarowanie i będzie git. Zostanie tylko wrzeciono!!!
...ogarnąlem napęd magazynku. Zimny lut był gdzieś na module zasilania. Znalazłem też przyczynę wywalnia osi C przy próbie obrotu mechanizm zacina się od syfu. Pył między zębami taki ubity że silnik stawał. Jak tam się dostał?Wymontowałem silnik z przekładni i chodzi jak ta lala tak więc tylko pożądne czyszczenie, nasmarowanie i będzie git. Zostanie tylko wrzeciono!!!