




")
O tu masz wejscie sygnalu analogowego 0-10V do sterowania prędkością wrzeciona.
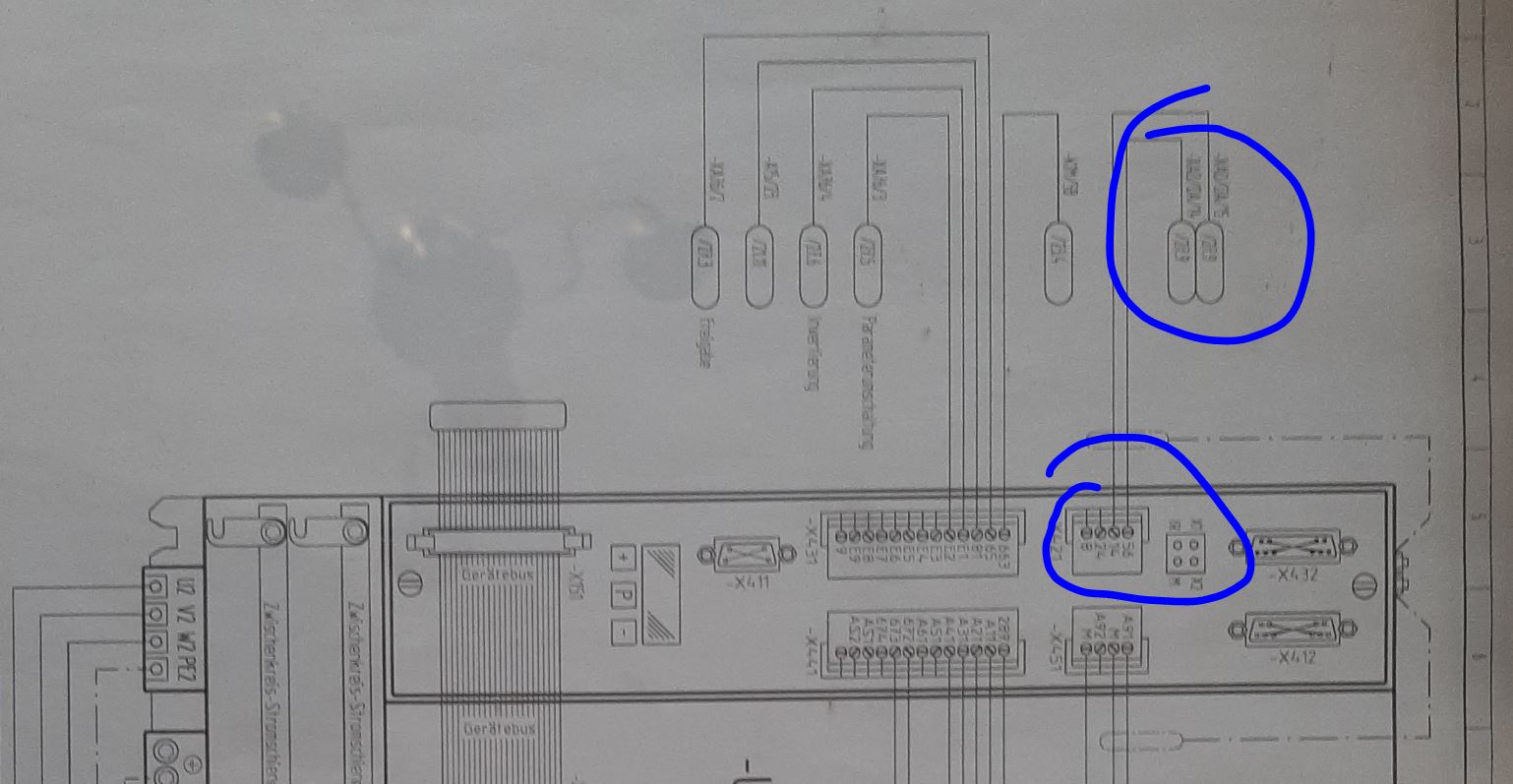
Niestety z taką kombinacją nie mam dużego doświadczenia. Wydaje mi się, że sterowanie będzie pooprzez PLC. Sprawdź czy przewody z 56.x i 14.x idą do wyjścia analogowego PLC? albo zeskanuj i przyslij na PW cały schemat


")
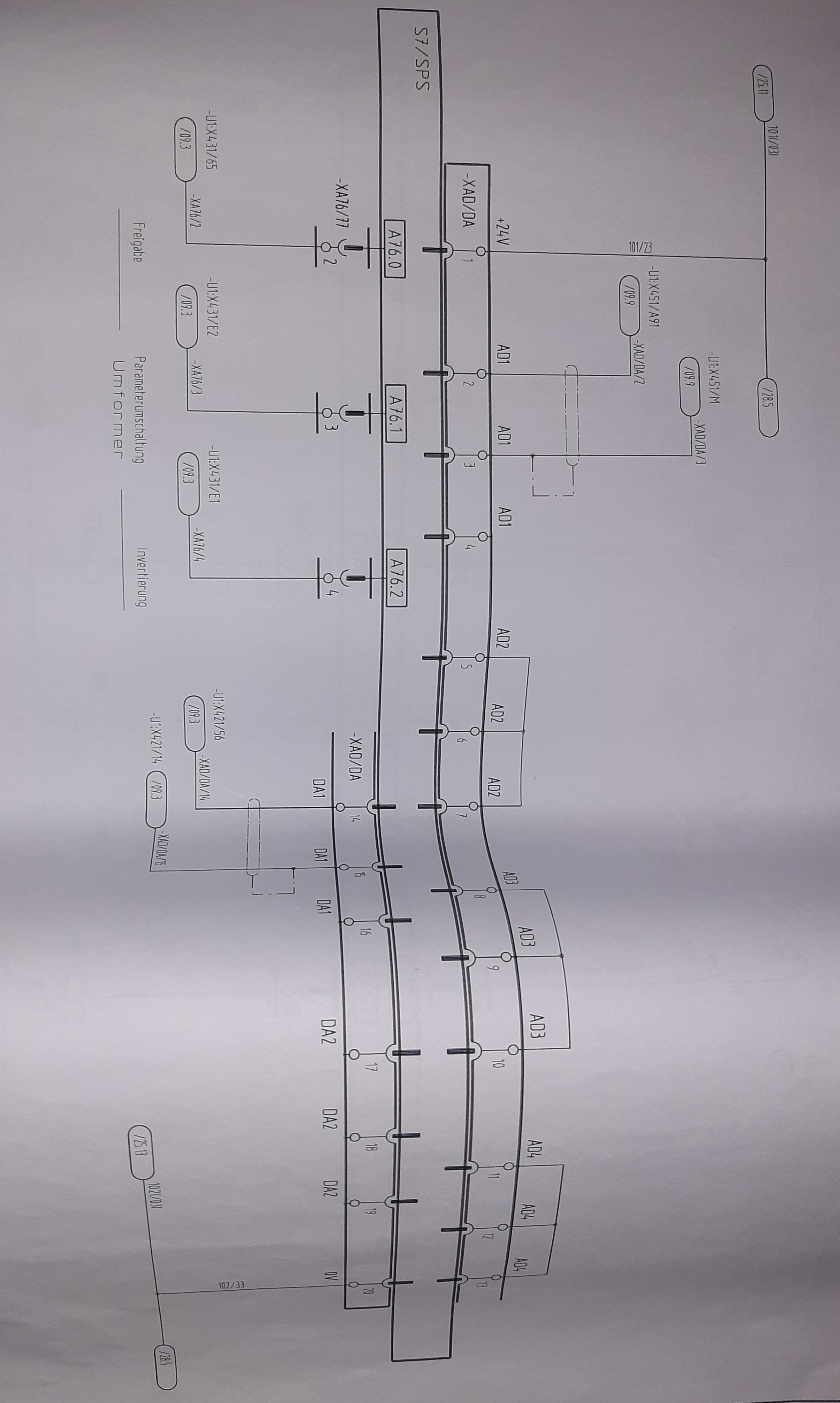 ...zgadza się. Sterowanie jest z PLC
...zgadza się. Sterowanie jest z PLC
")






