



")
mam problem z wykonaniem gwintu stożkowego ponieważ będę go wykonywał pierwszy raz.
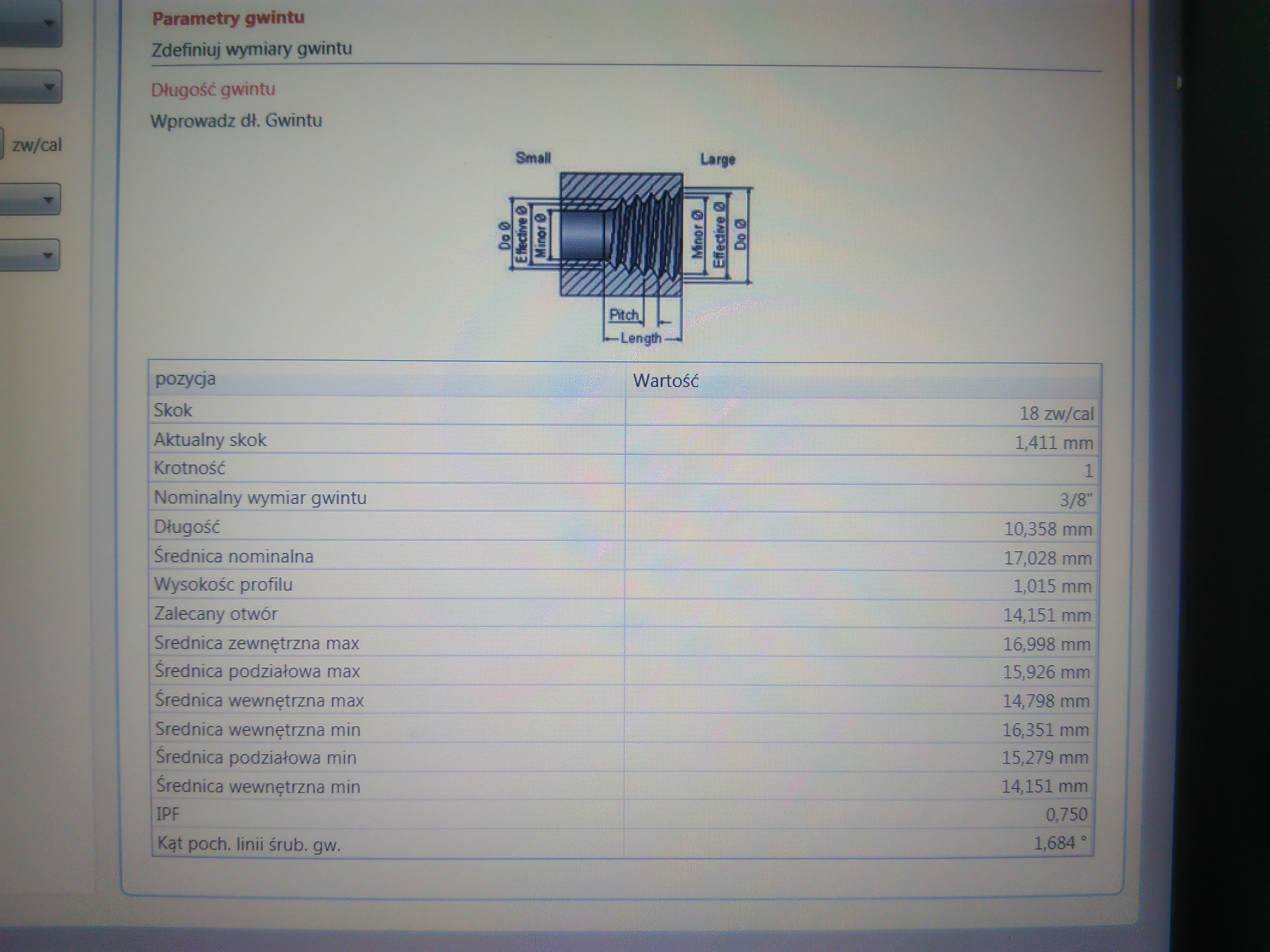
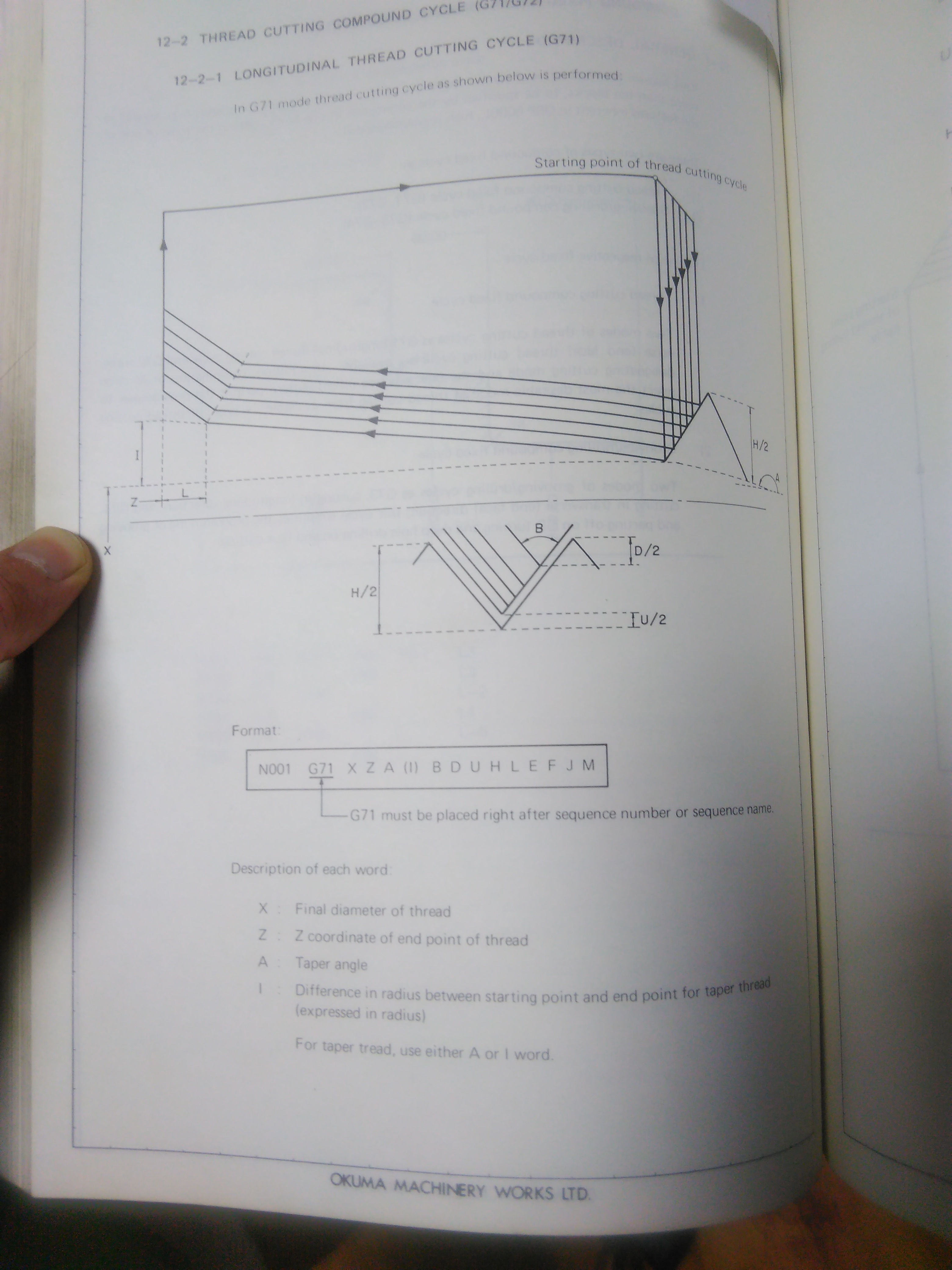
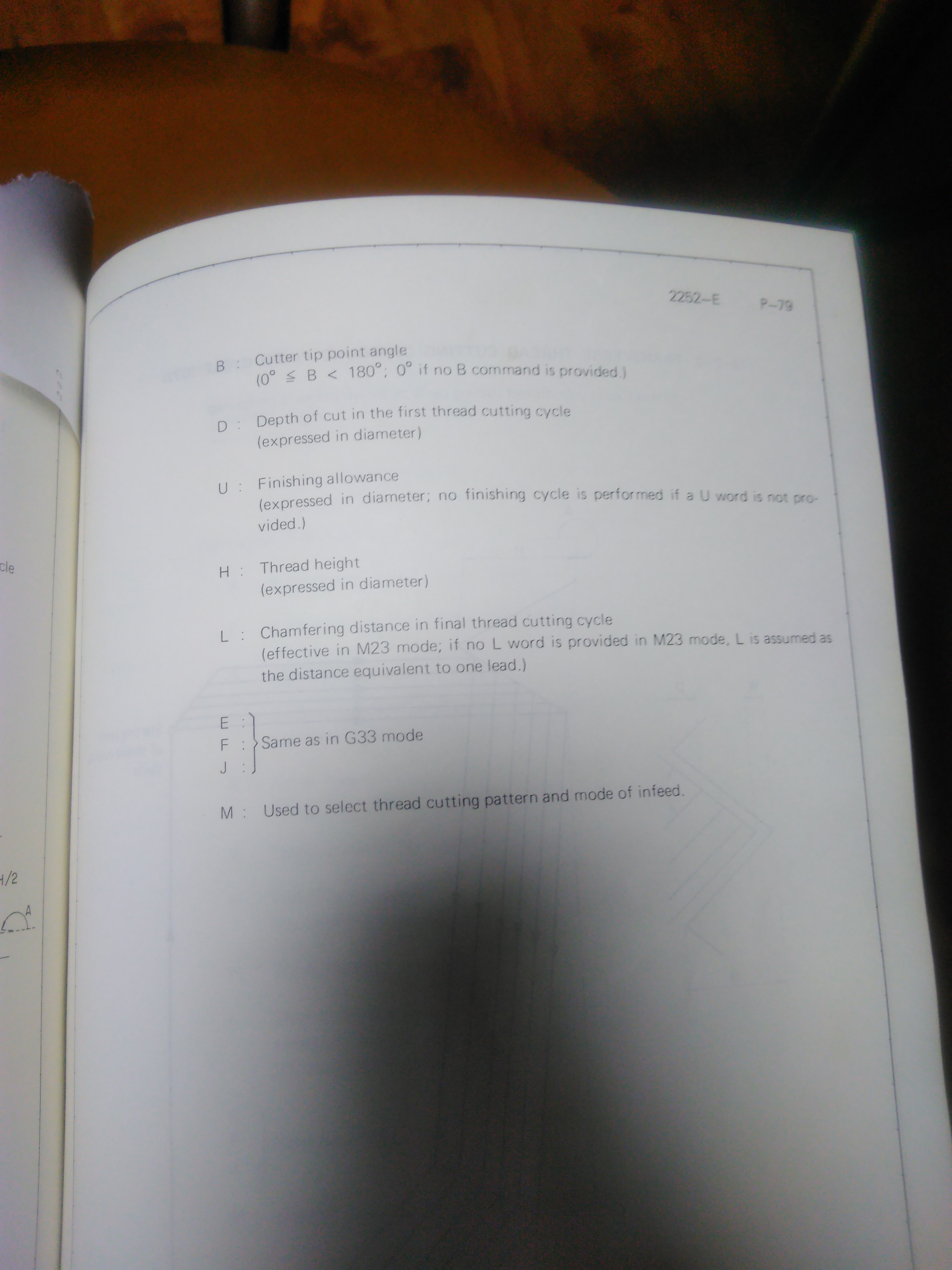
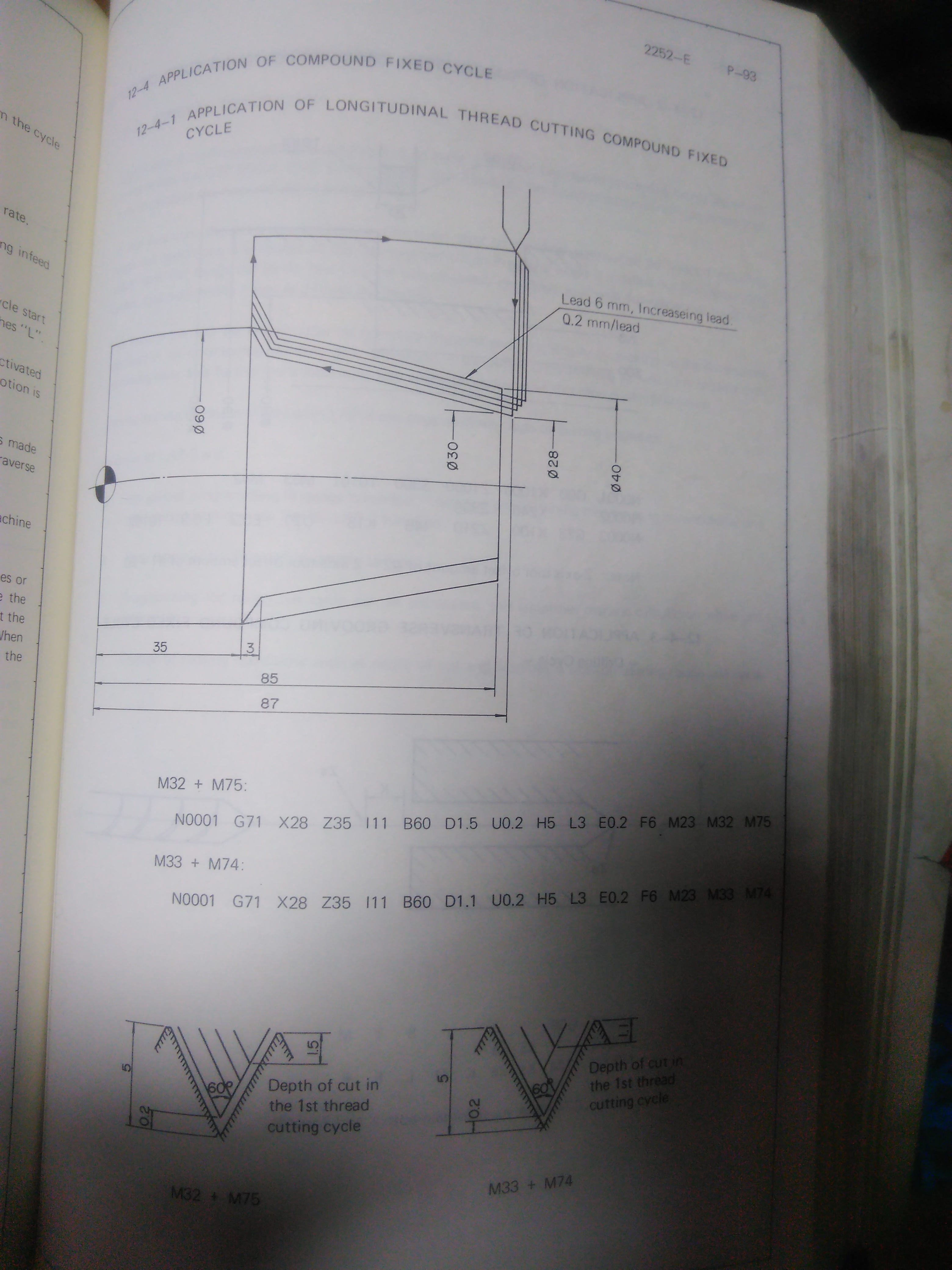
Jest to gwint wewnętrzny NPT 3/8" a program muszę wykonać na tokarce Okuma LB15 na sterowaniu OSP5000L. Pytanie brzmi jakie wartości średnic, kąta oraz długości zastosować w cyklu gwintowania aby wykonać poprawny gwint? Czy ktoś jest mi w stanie to wytłumaczyć?
Poniżej zdjęcia wymiaru gwintu oraz instrukcji sterowania OSP5000L:
Pozdrawiam
K.G.


")







