Gnieść to?
Dodane 1 minuta 59 sekundy:
Zapomniałem napisać, że chodzi o gwint wewnętrzny
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Jak to, czym to?



")


")
Przelotowy czy nie (?)
A słyszałeś może Kolego o tym, że wygniatanie gwintów dla detali z przemysłu spożywczego jest zakazane/niezalecane?Butler pisze: ↑27 cze 2019, 14:30Ja bym to wygniatał. Ciągle robię w 304 bo przemysł piekarniczy to jedna z gałęzi w firmie gdzie robię, przejście w dużej części detali na wygniataki znacząco podniosło jakość i obniżyło koszty. Dodam że skupił bym się na dobrej jakości wiertle i pilnował tego procesu.
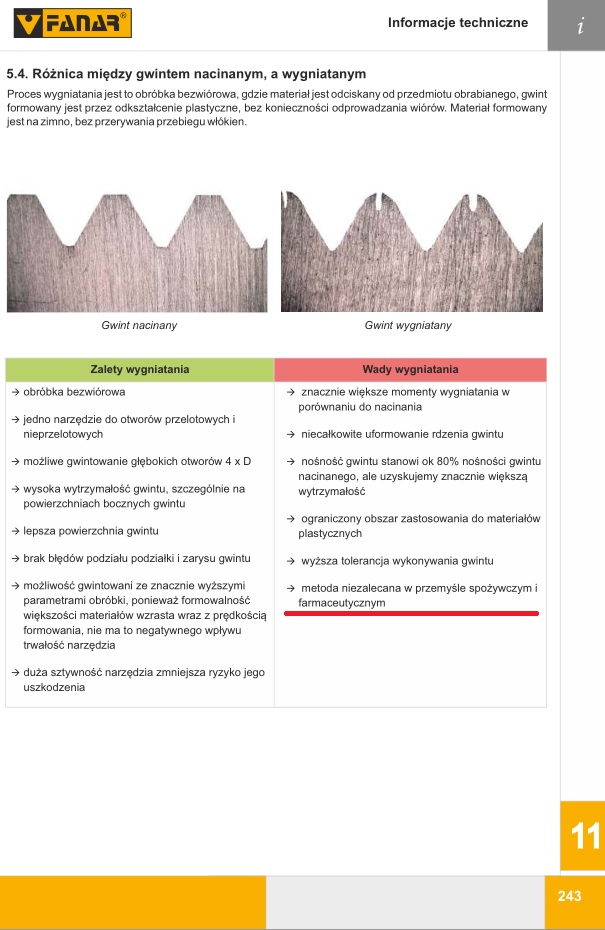
Tu jest pierwszy z brzegu artykuł. W minusach wygniataków jest wspominane o spożywce. Ja się tego dowiedziałem jakieś 6 lat temu od speca z Emuge. Dokładnie właśnie chodzi o ten spiralny rowek, w którym gnieżdżą się bakterie.Butler pisze: ↑29 cze 2019, 00:11Szczerze - pierwsze słyszę. I proszę nie wieszajcie mnie tu za ten brak wiedzy bo totalnie mnie to zaskoczyło. Czy zamiast przypuszczeń mógłby ktoś kompetentnie potwierdzić takie info że wygniataki nie są zalecane/są zabronione przy spożywce? Domysły i własne doktoraty mnie nie interesują