



Witam
Chciałbym się zapytać jaki powinna wykonać ruch tokarka przy tych dwóch wersach z g53,
; % Program_MPF
N13 G53 G0 X0
N14 G53 Z0
; obróbka
N15 T1 D1
N16 G54
N17 M8
N19 S1400 M4
N20 G0 X70 Z9
N21...
G53 - Problem z toczeniem


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: G53 - Problem z toczeniem
Może w temacie napisz coś więcej ..... , jaki to problem ?G53- problem z toczeniem
p.s.
..... , dlaczego nie używasz ?
G28 U0
G28 W0
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
Frezeser
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 2
- Posty: 31
- Rejestracja: 08 gru 2016, 10:39
- Lokalizacja: Zielona Góra
- Kontakt:
Re: G53 - Problem z toczeniem
po wywołaniu g53, magazyn z narzędziami nie wraca na górny prawy róg tokarki, aby pobrać narzędzie, tylko idzie prosto na detal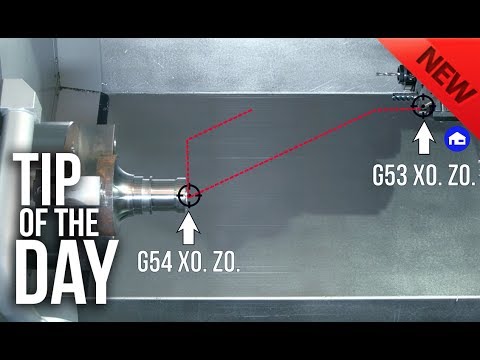
-
typniepokorny86
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 168
- Rejestracja: 08 lut 2009, 17:04
- Lokalizacja: Żołyń
Re: G53 - Problem z toczeniem
Pytanie gdzie maszyna ma ustawione swoje zero. Baza G54 jakie ma wartości w X i Z, na plus czy na minus?
Ja też korzystam z G53 przy dojeździe na wymianę narzędzia. Tylko u mnie to wygląda tak:
N1 G28 U0
N2 T0000 - aczkolwiek na moich maszynach to nie jest wymagane
N3 G53 G0 Z#5322 - wtedy operator może zmieniać pkt wymiany za pomocą bazy G59, #5322 odpowiada wartości Z w bazie G59, działa na fanucach, trzeba sprawdzić na innych sterowaniach
Ja też korzystam z G53 przy dojeździe na wymianę narzędzia. Tylko u mnie to wygląda tak:
N1 G28 U0
N2 T0000 - aczkolwiek na moich maszynach to nie jest wymagane
N3 G53 G0 Z#5322 - wtedy operator może zmieniać pkt wymiany za pomocą bazy G59, #5322 odpowiada wartości Z w bazie G59, działa na fanucach, trzeba sprawdzić na innych sterowaniach
-
cosmonet
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Re: G53 - Problem z toczeniem
Bo pewnie maszyna np. ST-30 i ma "daleko". Ja zazwyczaj tak to rozwiązywałem, np.:p.s.
..... , dlaczego nie używasz ?
G28 U0
G28 W0
G00 Z100.;
G28 U0.;
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.
-
ASPAHARIAN
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 8
- Rejestracja: 21 mar 2018, 07:56
Re: G53 - Problem z toczeniem
G53 G0 X(POZYCJA MASZYNY)
G53 G0 Z(POZYCJA MASZYNY)
W skrócie. Bierzesz najdłuższe narzędzie albo takie najbardziej wystające od rewolwera. JOGiem podjechać w bezpieczną odległość od toczonego detalu (półfabrykat wysunięty do zderzaka na przykład), i z maszynowej pozycji rewolwera odczytaj wartości. Najlepiej to zjedź trochę w Xsie i przesuń w Zecie jak nie masz pewności. Najlepiej jak już masz program napisany i wiesz jak obróbka wygląda. Wtedy wiesz czy nie lepiej po którejś z operacji "wrócić do domu"
Nie wiem jak jest z magazynem narzędzi. Czy aby maszyny tego typu nie muszą wracać w Home żeby to zrobić ?
G53 G0 Z(POZYCJA MASZYNY)
W skrócie. Bierzesz najdłuższe narzędzie albo takie najbardziej wystające od rewolwera. JOGiem podjechać w bezpieczną odległość od toczonego detalu (półfabrykat wysunięty do zderzaka na przykład), i z maszynowej pozycji rewolwera odczytaj wartości. Najlepiej to zjedź trochę w Xsie i przesuń w Zecie jak nie masz pewności. Najlepiej jak już masz program napisany i wiesz jak obróbka wygląda. Wtedy wiesz czy nie lepiej po którejś z operacji "wrócić do domu"
Nie wiem jak jest z magazynem narzędzi. Czy aby maszyny tego typu nie muszą wracać w Home żeby to zrobić ?






