-Przy dojeździe frezem bokiem, może być jeszcze gorzej.
-Najłatwiejszym rozwiązaniem byłaby zmiana konstrukcyjna - zmienić konstrukcję detalu, aby była bardziej technologiczna.
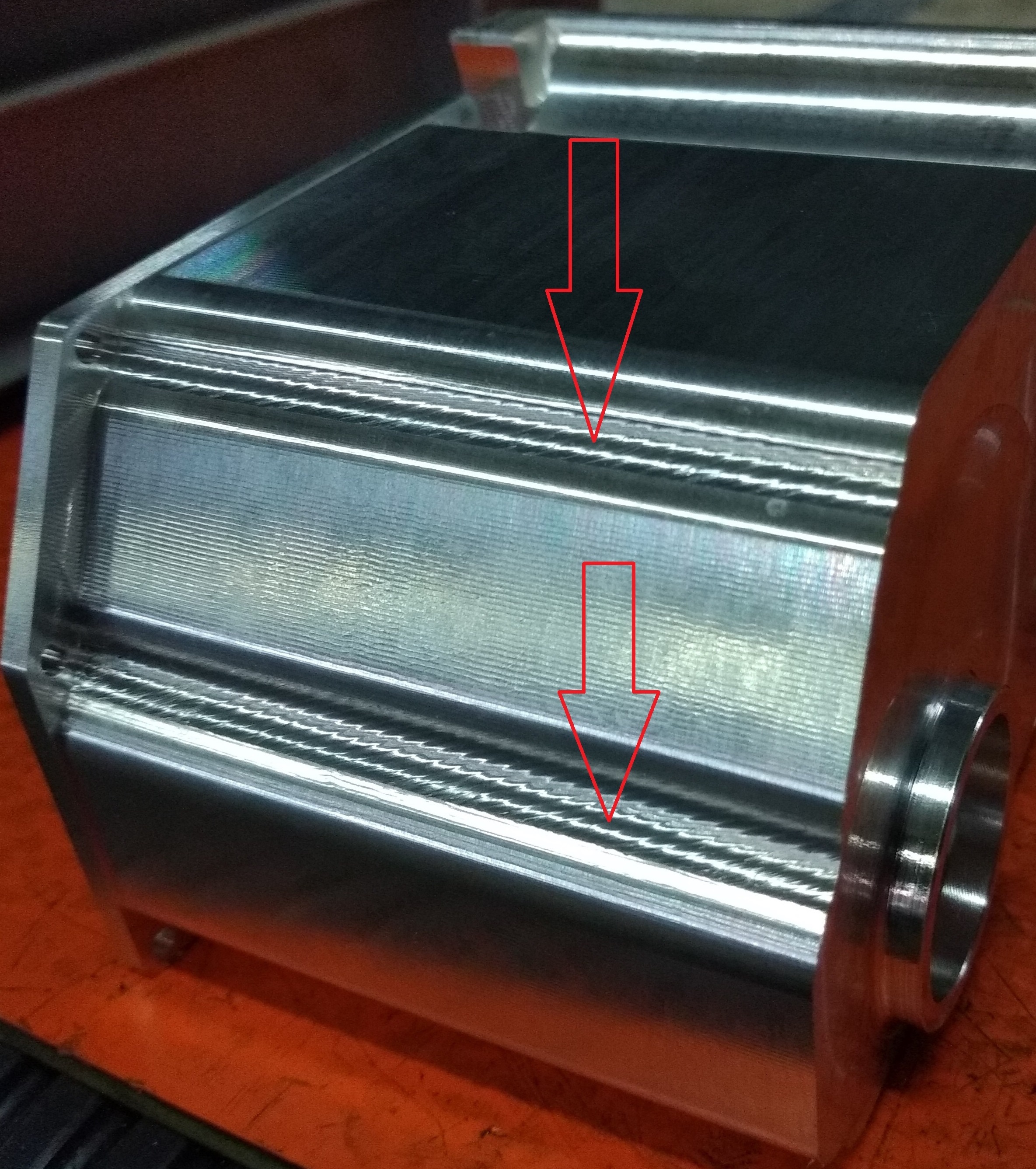
Frezowanie takimi długimi wąskimi frezami powoduje drgania narzędzia, co objawia się nieprzyjemnym hałasem podczas frezowania i kiepską powierzchnią - tak jak na tym zdjęciu. Jeśli jest możliwość, najlepiej obrabiać krótkimi frezami.
-Możesz też próbować rozwiązać swój problem, regulując parametry obróbki. Zmniejsz posuw, lub też obroty.
-Możesz też zmienić narzędzie. Na jakość frezowania wpływa też materiał frezu. Węglikowe vhm są sztywniejsze niż hss, ale są bardziej kruche.
Możesz też wypróbować wiertło z płaskim dnem, coś tego typu:
https://awexim.pl/nachi-narzedzia-monol ... ll-ex-flat
-Możesz też zmienić strategię obróbki: Najpierw w pełnym materiale wiercić otwory z płaskim dnem fi 6,4 , a potem frezować kontur grubszym frezem.




")


")







