



Witam,
Chciałbym wyfrezowac kieszeń o głębokości, np. 20mm tak aby frez wchodził o 1 milimetr po przejściu. Jakich użyć M, G kodow abym nie musiał pisać 20 bloków:
G01z-1.;
M97 P1 L1;
Frezowanie kieszeni


-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Frezowanie kieszeni
Ja na Haas używałem kiedyś M98 P1 L20 z użyciem G91 Z-1. w P1, ale zawsze szybciej było mi
zrobić kopiuj wklej - no może 20 razy byłoby kłopotliwe ale to i tak szybciej niż przypominać sobie
jak to zrobić, grzebać w starych programach czy pisać na forum a dodatkowo modyfikacje wersji "wklejanej" w trakcie pracy są łatwiejsze niż podprogramu. Jest jeszcze jakiś kod na kieszeń G150 ale to działa w denerwujący sposób. Programuję z ręki od wielu lat - sama jednostkowa produkcja - i nie pamiętam kiedy ostatnio użyłem takich rozwiązań, ale wiem, że ludzie używają.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Frezowanie kieszeni
Kopiuj / wklej ...... , jak dla mnie g -kod nie bardzo jest czytelny.CFA pisze: ↑08 sie 2020, 08:15Ja na Haas używałem kiedyś M98 P1 L20 z użyciem G91 Z-1. w P1, ale zawsze szybciej było mi
zrobić kopiuj wklej - no może 20 razy byłoby kłopotliwe ale to i tak szybciej niż przypominać sobie
jak to zrobić, grzebać w starych programach czy pisać na forum a dodatkowo modyfikacje wersji "wklejanej" w trakcie pracy są łatwiejsze niż podprogramu. Jest jeszcze jakiś kod na kieszeń G150 ale to działa w denerwujący sposób. Programuję z ręki od wielu lat - sama jednostkowa produkcja - i nie pamiętam kiedy ostatnio użyłem takich rozwiązań, ale wiem, że ludzie używają.
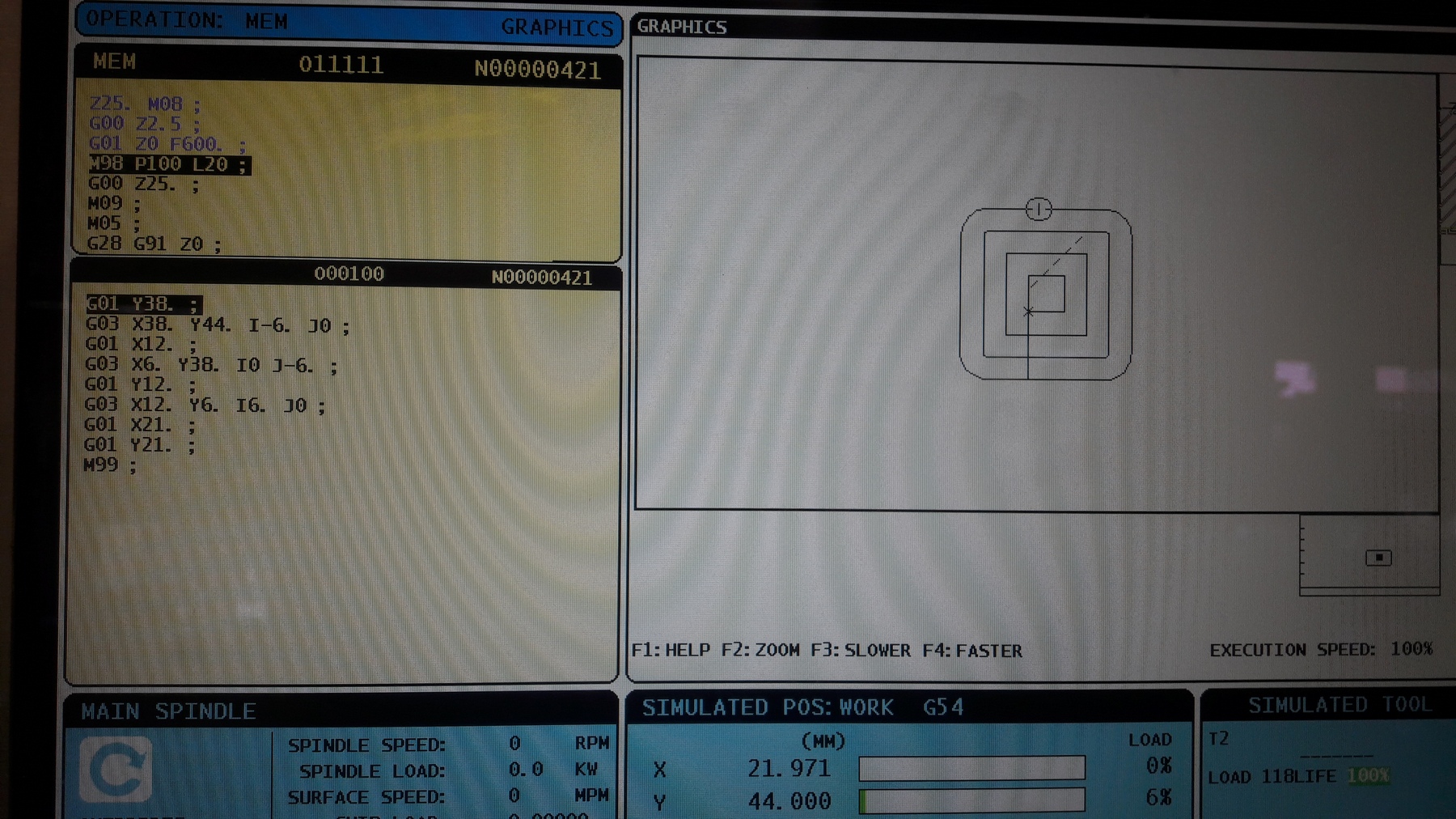
Rozwiązanie M28 P1 L20 jest lepszym rozwiązaniem (kwestia gustu
W podprogramie jasno widać jakie wybranie robimy i prościej je edytować.
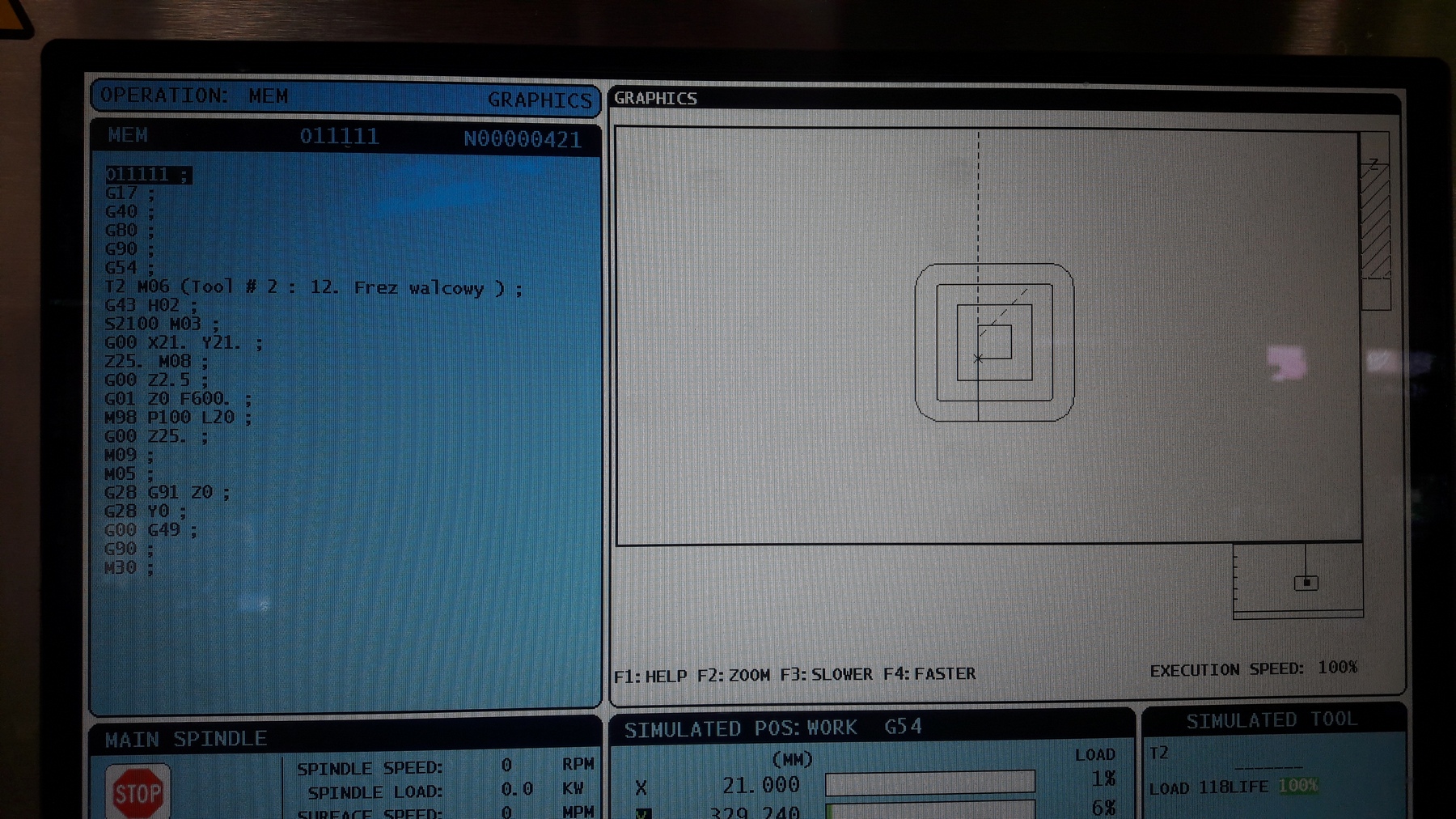
Kod: Zaznacz cały
%
O1
G17
G40
G80
G90
G54
T2 M6 (Tool # 2 : 12. Frez walcowy )
G43 H2
S2100 M3
G0 X21. Y21.
Z25. M8
G0 Z2.5
G1 Z0 F600.00
M98 P100 L20
G00 Z25.
M9
M5
G28 G91 Z0
G28 Y0
G0 G49
G90
M30
%
%O00100
(WYBRANIE)
G91 G1 Z-1. F600.
G90
X29.
Y29.
X21.
Y21.
Y16.
X34.
Y34.
X16.
Y16.
X21.
Y11.
X38.
G3 X39. Y12. I0 J1.
G1 Y38.
G3 X38. Y39. I-1. J0
G1 X12.
G3 X11. Y38. I0 J-1.
G1 Y12.
G3 X12. Y11. I1. J0
G1 X21.
Y6.
X38.
G3 X44. Y12. I0 J6.
G1 Y38.
G3 X38. Y44. I-6. J0
G1 X12.
G3 X6. Y38. I0 J-6.
G1 Y12.
G3 X12. Y6. I6. J0
G1 X21.
G1 Y21.
M99
%
Program (chyba) ok - dawno z palca nie pisałem.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
CFA
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Re: Frezowanie kieszeni
W programowaniu sporo jest kwestią gustu. Przez jakiś czas pisałem stale z użyciem
podprogramów, bo się tym bawiłem. Jak był jakiś typ detalu, który się stale pojawiał, to taka pisanina była powielana. W praktyce jak muszę naskrobać jakiś kod, potem puścić to nad sztuką, potem ewentualnie sprawdzić jeszcze jak będzie się zachowywać jak wezmę więcej w zetce (bo mocowanie liche), to już najczęściej nie chce się tworzyć podprogramu, bo trzeba sprawdzić składnię, powiązania, komendy itp.
Jak trzeba skopiować 20 razy, to może faktycznie
jest kłopotliwe i zgadzam się, że łatwiej zmieniać podprogram, niż grzebać w dwudziestu dokopiowanych
sekcjach, ale jak sekcja działa, to tylko kwestia podmiany w zetce - a że najczęściej nie mam potrzeby jeździć po 1mm (z takiej strategii wyrosłem po pierwszym roku frezowania na CNC) więc najczęściej mam ze trzy, cztery sekcje skopiowane. A poza tym to kwestia jak ktoś ma opanowane takie narzędzie - ja słabo, więc szybciej zrobię kopiując. No i mowa o prostym kodzie na kilka, kilkanaście linijek a nie jakimś wężu, którego kopiowanie powoduje pękanie ekranu.
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Frezowanie kieszeni
Też w większości przypadków jak robiłem prototyp to pisałem jeden blok puszczając go na Z1. dla sprawdzenia, następnie na Z-0.5 żeby przemierzyć czy jest w tolerancji bądź z zapasem i potem zmieniałem z palca Z w dół na tyle przejazdów ile było trzeba 
Ale przy seriach podprogramy są zdecydowanie wygodniejsze
Ale przy seriach podprogramy są zdecydowanie wygodniejsze
-
ppacak
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 32
- Rejestracja: 09 sie 2019, 09:22
Re: Frezowanie kieszeni
Jeśli teraz programujac obniżanie o 1 mm używam:
G01 Z -1.;
M97 P1 L1;
GO1 Z -2.;
M97 P1 L1;
;
N1;
I tak do Z -20. To wolałbym użyć takich kodow z przyrostem wartości dla Z niż pisać 20 takich bloków zapetlajacych podprogram N.
G01 Z -1.;
M97 P1 L1;
GO1 Z -2.;
M97 P1 L1;
;
N1;
I tak do Z -20. To wolałbym użyć takich kodow z przyrostem wartości dla Z niż pisać 20 takich bloków zapetlajacych podprogram N.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Frezowanie kieszeni
Mój program widziałeś?
CFA wcześniej też wspomniał o G91
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Frezowanie kieszeni
Ja już po testach
..... u mnie działa.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






