



Witam, mam problem z maszyną, mianowicie podczas puszczenia programu frez idzie prawidłowo do momentu kiedy jest ponownie wywoływany poprzez funkcje T12M6, po wywołaniu tej funkcji frez schodzi poniżej bazy detalu na głębokość wpisaną w kompensacji narzędzia (np.140mm -jest to odległość freza od wrzeciona).
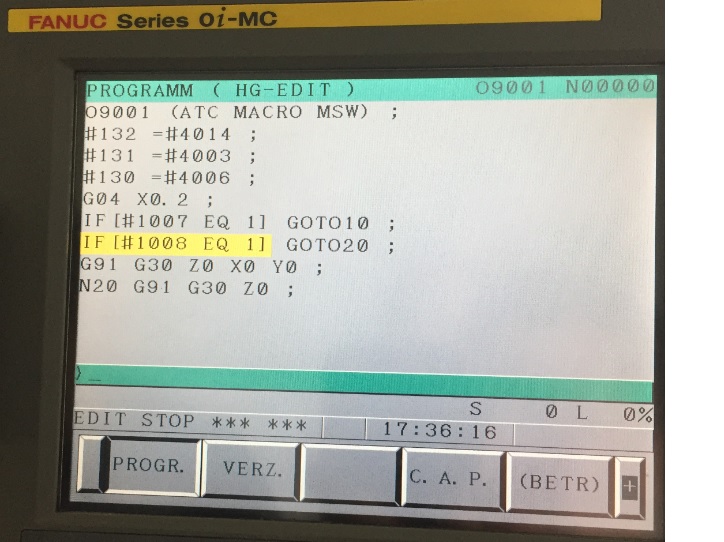
W programie do zmiany narzędzi O9001 znalazłem że wykorzystywana jest tam funkcja G91 zaś w programie do obróbki detalu wykorzystuje funkcje G90 i nie wiem czy to nie w tym problem.
(tu podaje link do zrzutów programu O9001 )
(https://drive.google.com/drive/folders/ ... sp=sharing)
Proszę o pomoc lub podpowiedzi
poniżej program do obróbki detalu:
%
O1000
(PROJEKT: CZĘŚĆ6PRO_MILLING)
(AUTOR: )
(ROZMIAR: X=69.514 Y=54.793 Z=24.3 )
(DATA: 29-MAY-2020 07:58:16)
(**************************************************)
( LISTA NARZEDZI )
( 12 :"FREZ_12")
T12 M6
S7500 M3
(FM-Updated stock)
G0 G90 G56 X-41.957 Y24.996
G43 Z49.7 H12 M08
G0 Z2.
G1 Z-0.3 F2800
X41.957
Y14.997 F5600
X-41.957 F2800
Y4.999 F5600
X41.957 F2800
Y-5. F5600
X-41.957 F2800
Y-14.998 F5600
X41.957 F2800
Y-24.996 F5600
X-41.957 F2800
G0 Z49.7
M09
T12 M6
S5931 M3
(i3DRough-model3)
G0 G90 G56 X-41.297 Y2.385
G43 Z49.7 H12 M08
G0 Z1.7
G1 Z-19.92 F8000
.................................................................. dalszej części programu nie podaje bo zbędna
fanuc series oi-mc
maszyna nie działa zgodnie z programem


-
wojtek10916
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: fanuc series oi-mc
rychkub pisze:W programie do zmiany narzędzi O9001 znalazłem że wykorzystywana jest tam funkcja G91
Jest to całkowicie normalne przywołuje pozycje wymiany narzędzia jak G91G28Z0 LUB G91G30Z0 i odwołuje długość narzędzia, G91 jest odwolane przy pierwszym G90
G49 tez może się znajdować w podprogramie i korektor narzędzia.
Nie wiem co to za maszyna ale kiedyś miałem styczność z maszyna która w programie do wymiany narzędzi nie miela odpowiednich odwolan i zawsze wariowała z kompensacja promienia.
Zobacz czy zamiast G43 Z49.7 H12 M08 będzie działać G43 H12 Z49.7 M08 czasem maszyny te starsze maja dziwne zachowania.
Link nie działa:
Kod: Zaznacz cały
Google Drive You need access Ask for access, or switch to an account with access. Learn more
-
wojtek10916
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 514
- Rejestracja: 23 mar 2014, 22:21
- Lokalizacja: East Midlands
Re: fanuc series oi-mc
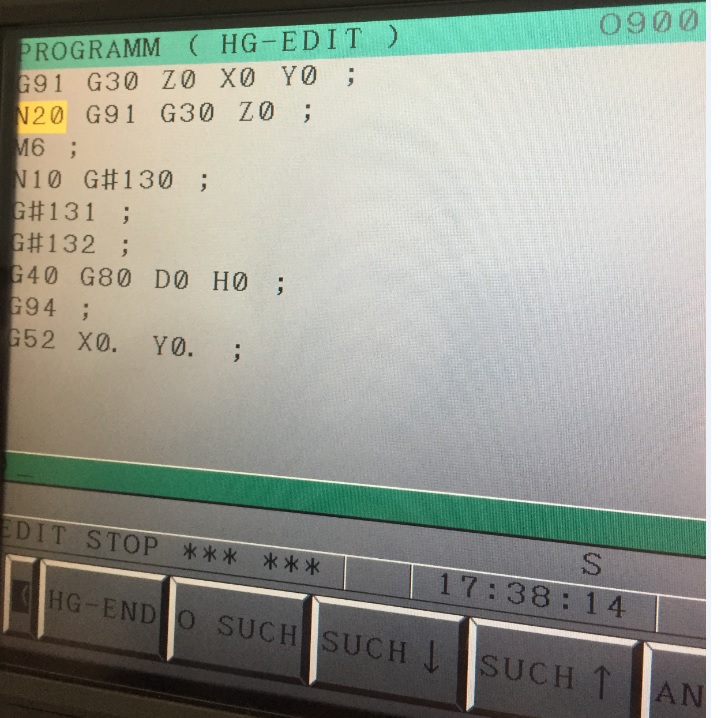
W czwartej lini od dolu masz G40 H80 H0 D0 to odwoluje wszystkie korektory.
Program wyglada ok sprawdź jeszcze ta kolejność aby bylo G43 H12 i dopiero wysokość, jak to bedzie ok to zmienimy postprocessor aby byla odpowiednia kolejnosc. Jezeli nie to mozna wyrzucić zmianę narzedzia jesli jest to samo narzedzie.
Program wyglada ok sprawdź jeszcze ta kolejność aby bylo G43 H12 i dopiero wysokość, jak to bedzie ok to zmienimy postprocessor aby byla odpowiednia kolejnosc. Jezeli nie to mozna wyrzucić zmianę narzedzia jesli jest to samo narzedzie.
-
rychkub
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 9
- Rejestracja: 25 lis 2016, 20:06
- Lokalizacja: Częstochowa
Re: fanuc series oi-mc
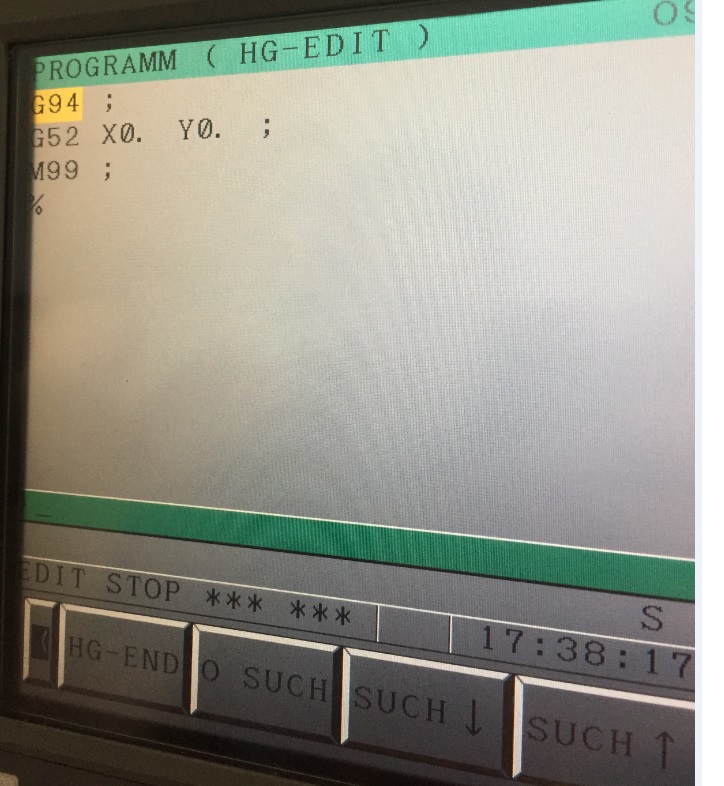
Poskutkowało skasowanie z 13 linijki D0 H0 z programu O9001 do wymiany narzędzia.
Dziękuje wojtek10916 za pomoc i pozdrawiam
Dziękuje wojtek10916 za pomoc i pozdrawiam






