



Czy kiedyś zobaczę w tym wątku coś ciekawego zrobione i działające ? (a nie moje
Elektrodrążarka drutowa na LinuxCNC
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 368
- Posty: 16251
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Elektrodrążarka drutowa na LinuxCNC
Tylu ludzi wie, jak to powinno być zrobione 
Czy kiedyś zobaczę w tym wątku coś ciekawego zrobione i działające ? (a nie moje)
Czy kiedyś zobaczę w tym wątku coś ciekawego zrobione i działające ? (a nie moje


-
pukury
- Lider FORUM (min. 2000)
- Posty w temacie: 33
- Posty: 7615
- Rejestracja: 23 lis 2004, 22:41
- Lokalizacja: kraków
Re: Elektrodrążarka drutowa na LinuxCNC
Hej.
Też czekam na jakiś sensowny schemat
Jak komuś jest potrzebne - nie jak mi z przyczyn " badawczych " to niech robi.
Tak to jest - ci co wiedzą - nie mówią - ci co mówią - nie wiedzą
pzd.
Też czekam na jakiś sensowny schemat
Jak komuś jest potrzebne - nie jak mi z przyczyn " badawczych " to niech robi.
Tak to jest - ci co wiedzą - nie mówią - ci co mówią - nie wiedzą
pzd.
Mane Tekel Fares
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2127
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Elektrodrążarka drutowa na LinuxCNC
O,O,O, właśnie to , takie!
Kto generator buduje na tej stronie ląduje. Wręcz kultowa w niewielkich zasobach internetu (nie umiem dużo znaleźć) i sam też się nią inspirowałem.
Ale chciałem coś prostego odpowiednio do swoich umiejętności no i do natychmiastowego efektu bo kto by tam czekał.
Skończyło się takim czymś - choć nie jest skończone i wiele można poprawić ale działa więc dalej już się nie chce.
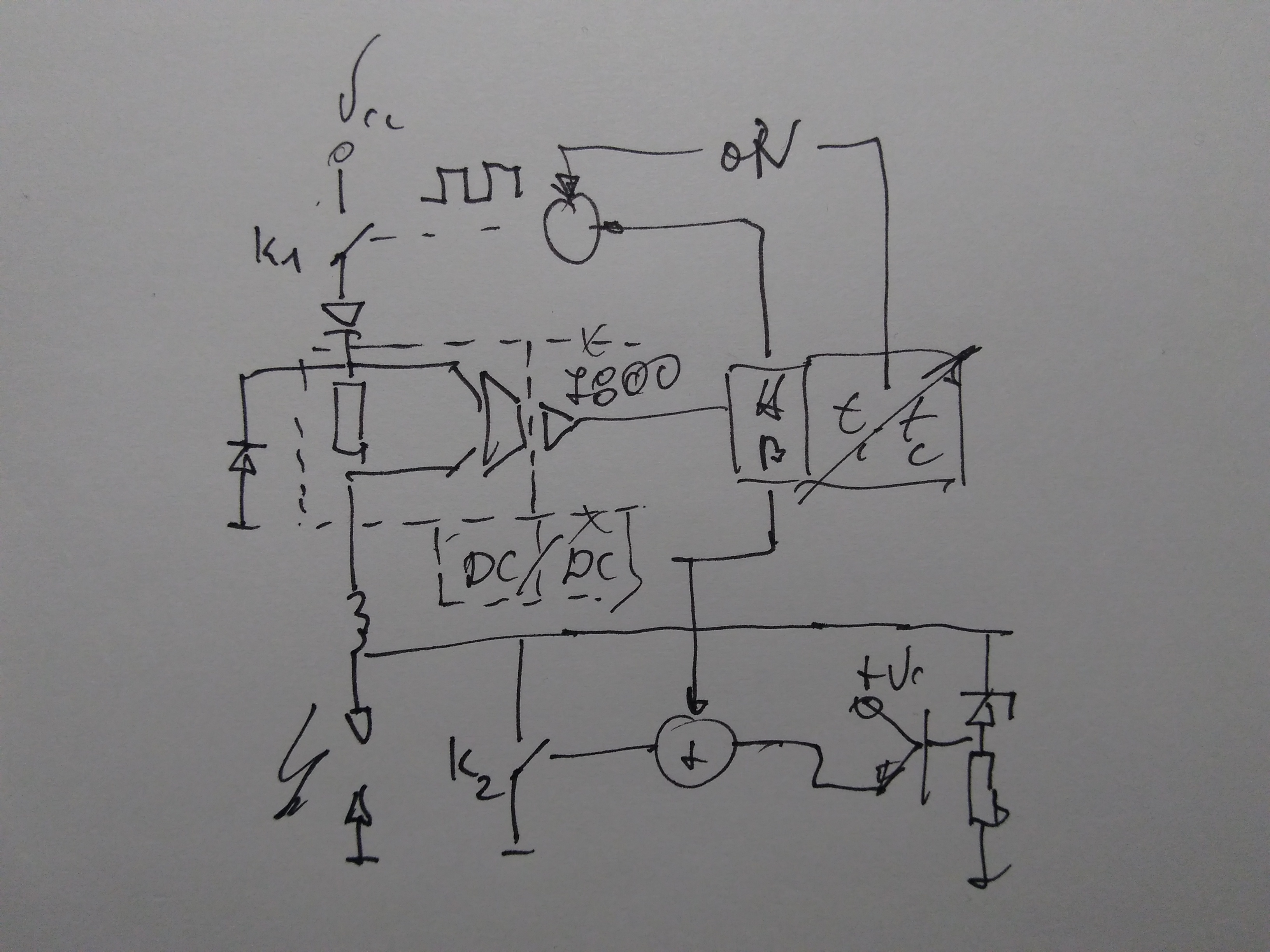
To jest jakby układowo generator na opornikach tylko stabilizacja prądu robiona jest źródłem a nie załączaną rezystancją.
Dołożony jest zapłon z klucza k2 który pozwala kształtować zbocze i pik zapłonu oraz kształt końca impulsu.
Normalnie załączysz klucz k1 to na oporniku kontrolujesz prąd stabilizowany w cewce i impuls ma określoną wartość.
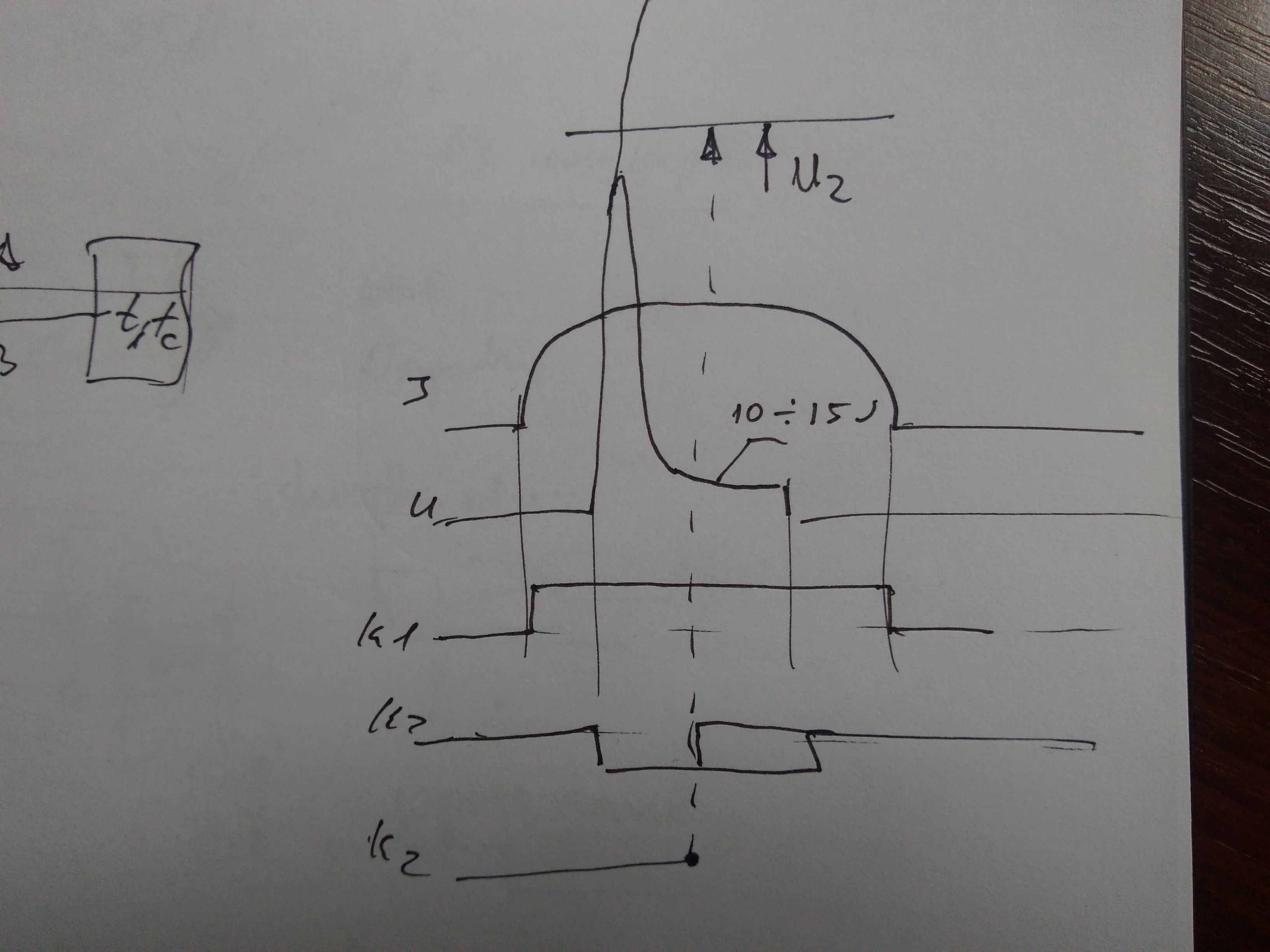
Ale takie załączanie psuje zbocze i wygląda kluskowato jak w przebiegu I
To zewrzyj szczelinę za pomocą K2 i poczekaj aż w cewce narośnie i wtedy zablokuj K2 - pik gwarantowany i zapłon szczeliny.
Podobnie wyłączenie impulsu zwarciem K2 pozwala ostro zamknąć przebieg i łagodnie wyłaczyć cewkę.
Kłopot tylko gdy nie nastąpi zapłon bo materiał daleko i pik leci do góry - wtedy zenerka gasi nadmiarowe napięcia. No tu trzeba popracować aby K2 nie załączał się za szybko ale też wystarczająco wcześnie aby siębiesamecho ochronić.
No i tu wpływ pasożytniczych trzeba wymacać - każde wykonanie kabelków jest inne a czasu w przebiegach niewiele.
Sterując opóźnieniem K1/K2 możesz wpłynąć na efekt w twardych stalach (szczególnie w początkach narastania w cewce) a ujemna zwłoka K2/K1 pozwala smużyć dla drążenia miękkich.
Oscyloskop w łapę i fajna zabawa. Nie lekceważ separacji wokoło rezystora źródła - HCPL7800+ separowane zasilanie(przetwornica albo galwanicznie odcięty zasilacz. Bez tego było kilka dymnych efektów.
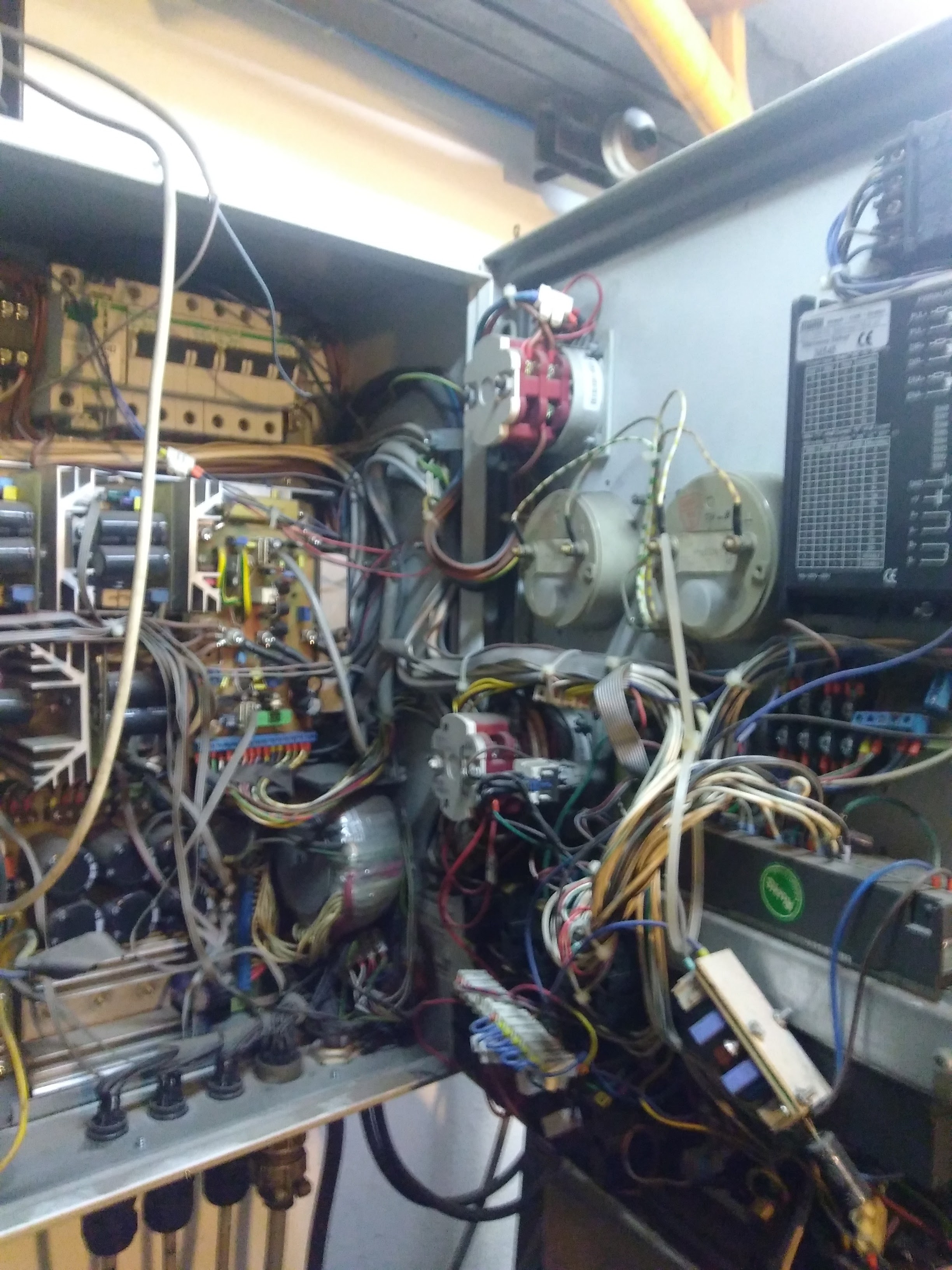
Ćwicz i się chwal, jutro zrobię zdjęcie wnętrzamojej szafy jak narastały rozwiązania - kol od frezarki z zabezpieczeniem wszystkiego będzie mógł się ze swoim bałagane schować
Ja to mam dopiero!!!
Dodane 1 minuta 32 sekundy:
a gdy zobaczysz to będziesz wiedział że widzisz? Czyjeś! Niemożliwe.kamar pisze:Czy kiedyś zobaczę
Dodane 15 minuty 57 sekundy:
nie muszę chodzić, mam.
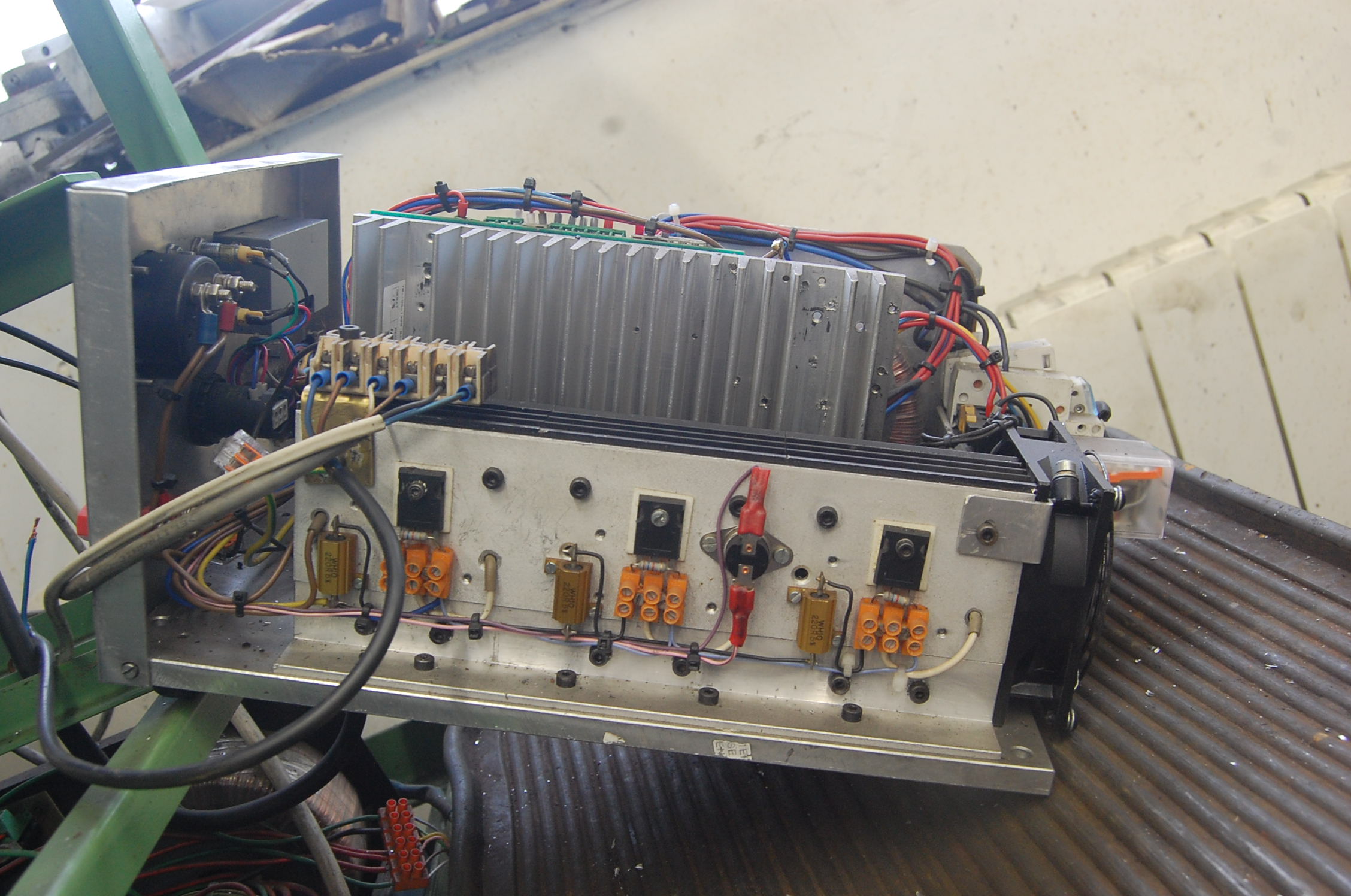
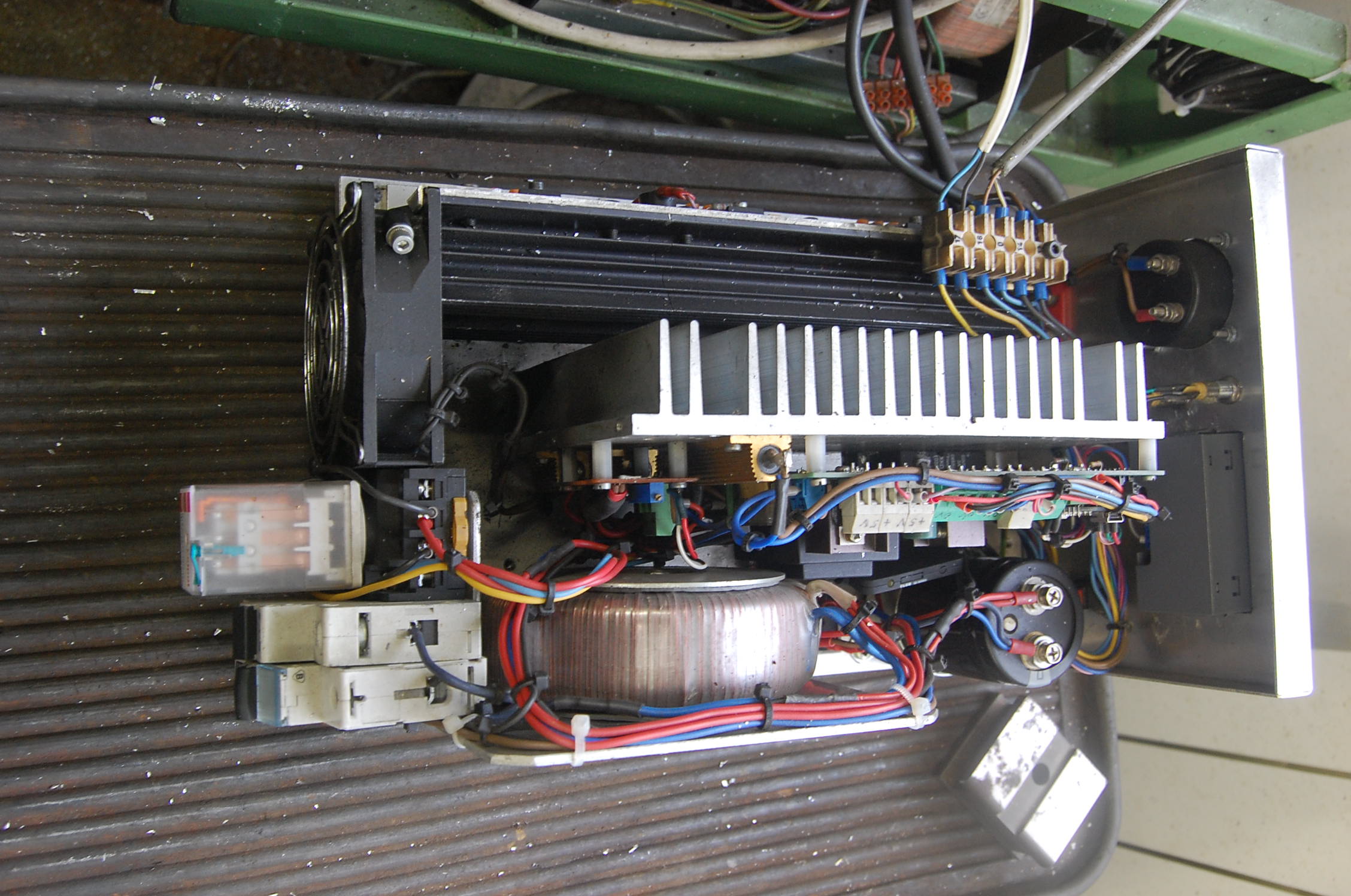
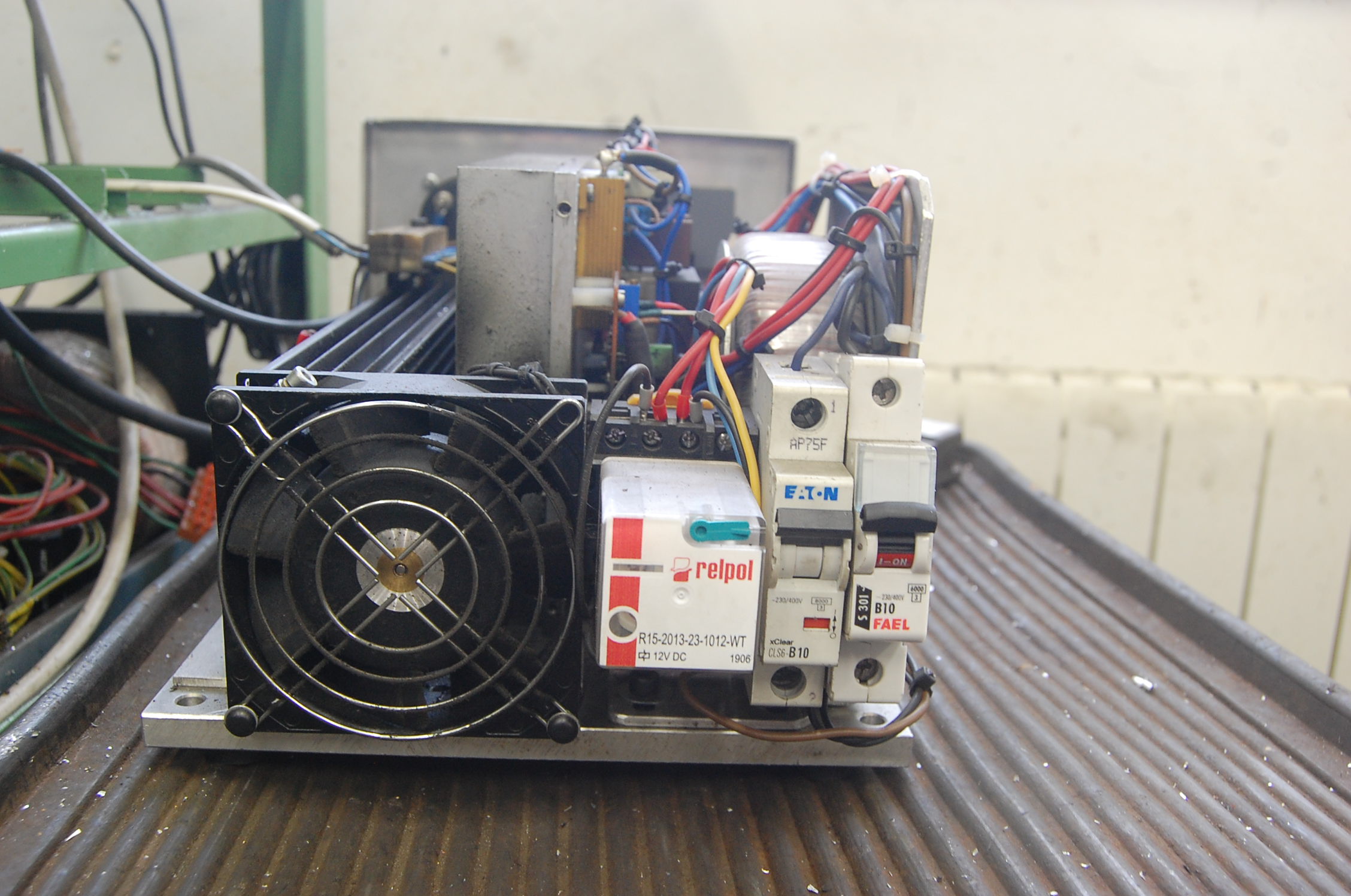
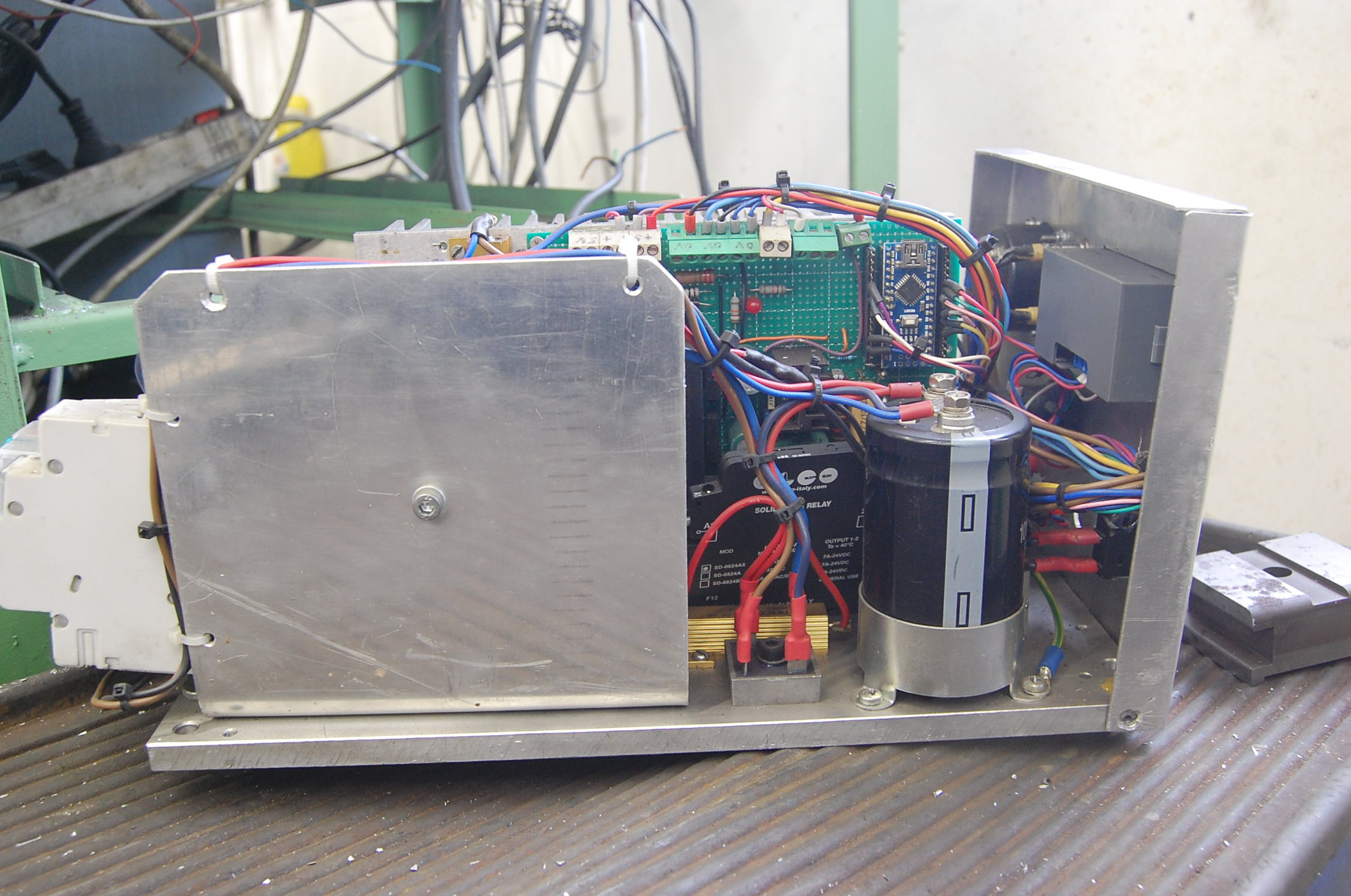
Wnętrze wgłębnej po uruchomieniu i dostawieniu wymyślonych przystawek - głównie wiertarka i drążenie poziome.
Miało być wszystko wyrzucone i na nowo uczesane ale skoro działa...
Kol Kamar, widzisz DZIAŁA DZIAŁA DZIAŁA. I wiadomo co jest pod gałką.
No jednak nie widzisz.
Dodane 2 minuty 54 sekundy:
tyle Twojego co kupionegokamar pisze:a nie moje
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 4154
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Elektrodrążarka drutowa na LinuxCNC
Dyć je to Twój wątek
Ja tam nie jestem szpecem od elektroniki i jak coś zbudowałem, to tylko dzięki różnym znaleziskom internetowym lub czasopismowym onegdaj i mimo że mam wyobrażenie jak to ma działać nie podjąłbym się narysowania schematu for potomnis, chociaż pewnie byłoby się z czego pośmiać;)
Temat jest interesujący i mimo braku kwalifikacji staram się go przynajmniej podbijać, a przy okazji podroczę się z Kamarem i to przynajmniej, mam nadzieję, jest mimo wszystko konstruktywne "droczenie" .
Tak samo mam nadzieję, że Kamar nie bierze tego droczenia do siebie, w przeciwieństwie do Tuxa wygląda na to, że ma dystans.
Można?
Morzna!!!
Morzna!!!
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 368
- Posty: 16251
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Elektrodrążarka drutowa na LinuxCNC
Ma, ma i to kilometrowy. Nie znosi tylko chamstwa i zdjęcia wiesza nad kasę.
Na elektronice znam się jeszcze mniej od Ciebie ale też bycie Zosią samosią to nie cel mojego życia.
Co do generatora to uważam, że moje są już wystarczające ale były tu głosy, że PWM badziewny choć nikt lepszego nie wskazał.
Machowcy mają widać problem z prostym zatrzymaniem posuwów na zwarciu i szukają sposobu. W LinuxCNC sprawę załatwiają dwie linijki w Halu. Cala moja energia idzie na odpowiednie dobranie częstotliwości i % wypełnienia w zależności od grubości materiału.
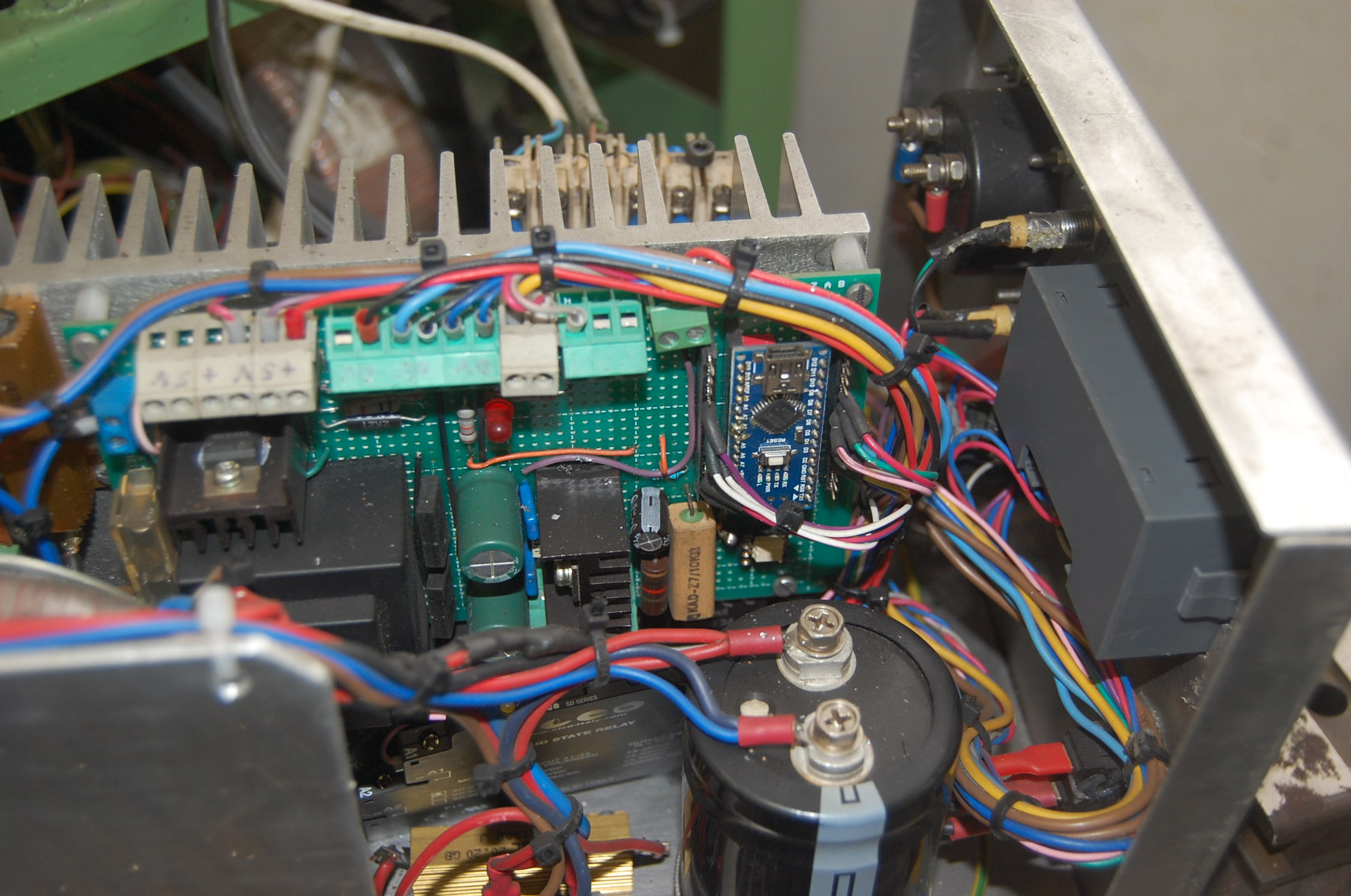
P.s. Pokazanie plątaniny kabelków to nie jest pokazanie działającego urządzenia.
Proponuję nakręcić podobny filmik z wjazdem w materiał po G0 i porównamy czas przepału.
Schematów nie mam , ale jak potrzeba to obfotografuje dokładnie generator i tak wybitni elektronicy powinni rozczaić
-
kszumek
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 388
- Rejestracja: 04 kwie 2006, 18:08
- Lokalizacja: Białystok
Re: Elektrodrążarka drutowa na LinuxCNC
Witam
Spróbuj wstawić trochę fotek,chętnie popatrzę ,na pewno nie zaszkodzi , a może przybliży to do rozwiązania problemu ,
u mnie musiała by stanąć maszyna żeby przybyło motywacji do zabawy z tym
choć to kiedyś niewykluczone
opisz co zauważyłeś co i na co wpływa % i Hz i zasadę dobierania tego
PWM może i badziewny ale raczej w takim rozumieniu że chińczyk może się szybciej popsuć, a nie sygnał niepoprawny daje
pozdrawiam
Spróbuj wstawić trochę fotek,chętnie popatrzę ,na pewno nie zaszkodzi , a może przybliży to do rozwiązania problemu ,
u mnie musiała by stanąć maszyna żeby przybyło motywacji do zabawy z tym
choć to kiedyś niewykluczone
opisz co zauważyłeś co i na co wpływa % i Hz i zasadę dobierania tego
PWM może i badziewny ale raczej w takim rozumieniu że chińczyk może się szybciej popsuć, a nie sygnał niepoprawny daje
pozdrawiam
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 15
- Posty: 2127
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Elektrodrążarka drutowa na LinuxCNC
Ten fragment wpisu to jest taki bełkot w którym autor używa trudnych słów nie znając ich znaczenia ale sobie je wypisał i epatuje. Ignorancją!kamar pisze: ↑21 kwie 2024, 06:48Co do generatora to uważam, że moje są już wystarczające ale były tu głosy, że PWM badziewny choć nikt lepszego nie wskazał.
Machowcy mają widać problem z prostym zatrzymaniem posuwów na zwarciu i szukają sposobu. W LinuxCNC sprawę załatwiają dwie linijki w Halu. Cala moja energia idzie na odpowiednie dobranie częstotliwości i % wypełnienia w zależności od grubości materiału.
Kamar, nie ma co kwantyfikować PWMa bo jako zjawisko to jest elementarną podstawą drążenia. Bo to na tym polega - jest/ nie ma w odpowiedniej proporcji i szybkości. To właśnie PWM
Wymyśliłeś głosy i z nimi walczysz. Resentymenty demoludów przekute w dzień dzisiejszy wzorem pisów.
Albo ten problem Machowców co to posuwu nie potrafią zatrzymać. Głupiego udajesz czy już nie da się inaczej pompować swego ego. AveKamar!
A swoją energię lepiej skieruj na jeszcze lepsze kierowanie geszeftem - zawsze można lepiej (tyle że mi nic do tego).
rozumiem że mimowoli z rozpędu z Kamarem.kszumek pisze:PWM może i badziewny ale raczej w takim rozumieniu że chińczyk może się szybciej popsuć, a nie sygnał niepoprawny daje
Ale co w chinczyku ma sie popsuć? Tu na forum można policzyć ilość zapytań o niedziałanie urządzeń markowych - mają własne działy - i porównać z pytaniami o chinkę. Tylko jeszcze treść tych pytań gdzie chinka to głównie jak zrobić ją samemu a nie że się popsuła. Bo wtedy nożyczki papier i naprawione przez każdego.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 368
- Posty: 16251
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Elektrodrążarka drutowa na LinuxCNC
Ależ proszę

Słychać jakieś popiskiwania z nad kasy ? Czy to tylko zakłócenia na łączach ?
Co do zasady dobierania to jedno jest pewne - czym grubiej to niższa częstotliwość
jak. 30-40 mm dobrze idzie przy 10kHz to 200mm już poniżej 1000 Hz.
Wypełnienie to 15 - 25 % ze sporym wpływem na jakość powierzchni.
-
kszumek
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 388
- Rejestracja: 04 kwie 2006, 18:08
- Lokalizacja: Białystok
Re: Elektrodrążarka drutowa na LinuxCNC
Witam
sam mam na chińskich płytkach , z chińszczyzną bywa tak że mi 2 płytki popsuły się po miesiącu
ale te które je zmieniły też chińskie działają już ze 3 lata nie analizowałem co się popsuło szkoda czasu za taką cenę
trafiłem też na jeden sterownik krokówki niedomagający nie toleruje pełnego napięcia zasilania i 3 zupełne szroty
11 sztuk działa do dziś, tak samo zasilacze impulsowe zdechły ze 2 a na trafo chodzą do dziś
sam mam na chińskich płytkach , z chińszczyzną bywa tak że mi 2 płytki popsuły się po miesiącu
ale te które je zmieniły też chińskie działają już ze 3 lata nie analizowałem co się popsuło szkoda czasu za taką cenę
trafiłem też na jeden sterownik krokówki niedomagający nie toleruje pełnego napięcia zasilania i 3 zupełne szroty
11 sztuk działa do dziś, tak samo zasilacze impulsowe zdechły ze 2 a na trafo chodzą do dziś
-
cawboy
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 433
- Rejestracja: 13 mar 2021, 18:23
- Lokalizacja: Bydgoszcz
Re: Elektrodrążarka drutowa na LinuxCNC
qqaz pisze:Ten fragment wpisu to jest taki bełkot
Twoje ataki i przypieprzanie to jest dopiero bełkot, masz już ten filmik z działania? Czego zaglądasz do tego tematu jak z żalu czy innych powodów d..pe ściska.
Krak.






