Dobra panowie , nie wytrzymałem i chwilę temu wróciłem z warsztatu

A więc od początku.
Gaz 4.8
Parametry ustawiłem jak niżej
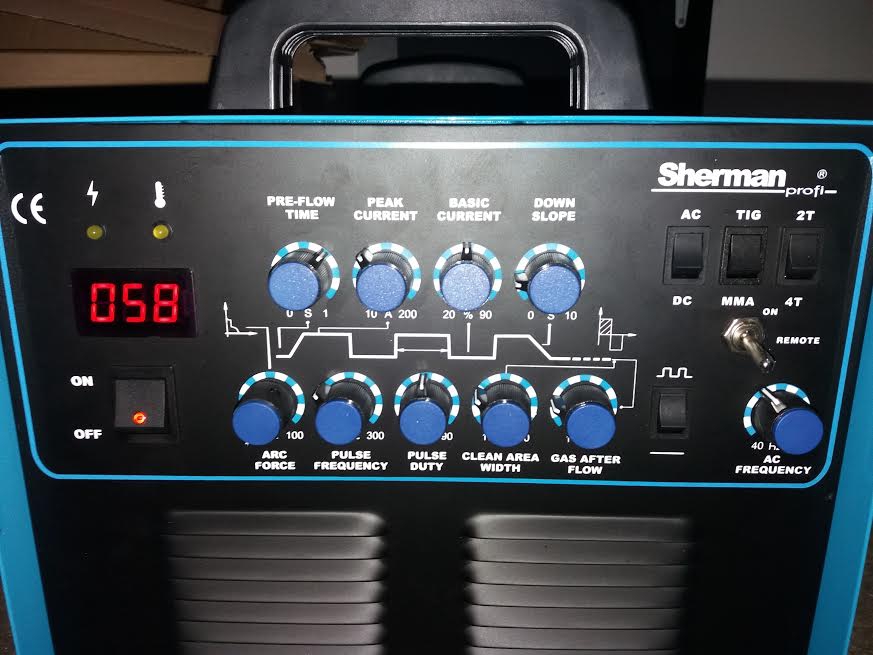
Gaz na 7,5l/min
Zrobiłem trzy spawy

Górny i dolny z drutem
Widać wtrącenia , spaw matowy i krupiasty.
Dla porównania , po środku przespawałem bez drutu....
No i teraz moje wnioski.
Jak dodaję drutu to wypływają mi te czarne boby...
Jak przejadę blaszkę bez drutu samym łukiem to spaw jest gładki i błyszczący.
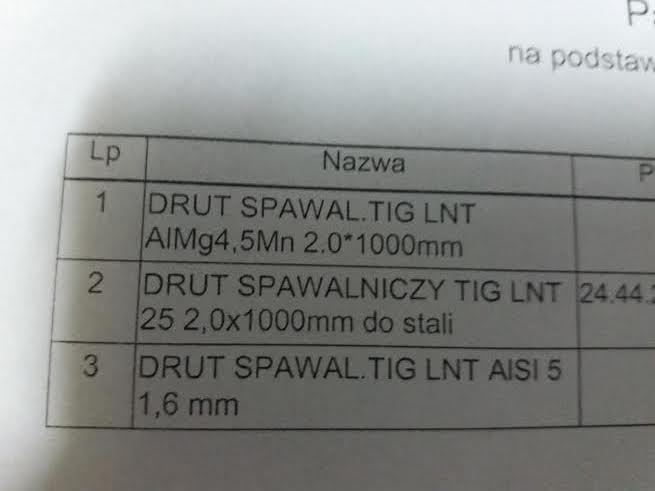
Drut jeden mam ER5183 a drugi ER4043 - takie cechy są wybite.
Na fakturze są opisane tak:
Więc teraz pytanie do znawców ...
Co jest z tym drutem nie halo i gdzie szukać drutu który jest ok.
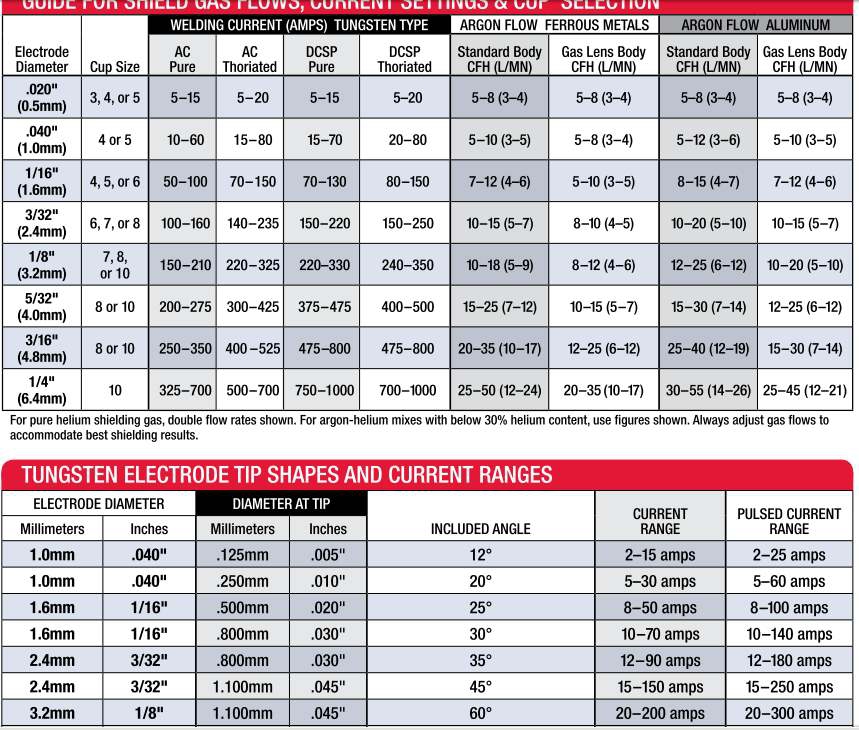
Co do elektrody to spawałem lantanową 2,4 i porcelanka 6.
Wcześniej też spawałem porcelanką 6 a nie 7 jak pisałem mimo ,że 7 leży w pudełku ale już po zabawie się skapnąłem:(




")


")



")






