



Obróbka indeksowana we Fusionie to żaden problem i nie trzeba dodatków. Symultaniczna to już trochę gorzej.
Jeśli chodzi o prowadnice to wiele maszyn a dzisiaj w sumie powiedziałbym że chyba nawet większość ma przykręcane prowadnice toczne. Hiwin’y też występują w wersji wałeczkowej. Warto też wiedzieć, że prowadnice mają często standardowe rozmiary i rozstawy więc często można THK zamienić np. Na Hiwin i odwrotnie.
O same prowadnice bym się nie obawiał. Podobnie jak śruby kulowe. Pytanie czy na osiach obrotowych w tak starych maszynach nie pojawiają się już jakieś luzy itd.? Tam wymiana czegokolwiek to już będą naprawdę konkretne pieniądze.
Może powinieneś zastanowić się na początku na stole 4 i 5 oś do zwykłej frezarki? Planujesz robić aż tak duże elementy i precyzyjne że potrzebujesz typowo 5 osiowej maszyny?
Ważne żeby sobie zadać pytanie, czy masz też odpowiedni sprzęt żeby geometrię takiej maszyny ustawić/skontrolować etc. Potrafię sobie wyobrazić nieco większą część która przy rozjechanej geometrii będzie totalnie skopana.
Też mnie ciągnie do takiej maszyny i rozkminiam temat od jakiegoś czasu ale im dłużej o tym myślę tym więcej potencjalnych problemów zauważam i może być z takiej maszyny tyle pożytku jak wcale.
Deckel Maho DMG DMU 50 5 osi


-
 JacekBelof
JacekBelof
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 533
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: Tarnów MP
- Kontakt:
Re: Deckel Maho DMG DMU 50 5 osi
Od czasu do czasu i przed każdą dokładniejszą robotą DMG zaleca kalibrację za pomocą 3D Quickset... Niestety gdy nie ma (np. szef przyżydzi), praca staje się upierdliwa (na codzeń robię na CMX-70U).
Seria, w moim wykonaniu, to dwie sztuki, w tym jedna w odbiciu lustrzanym. 
-
kill_gil
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 12
- Posty: 99
- Rejestracja: 07 gru 2019, 22:14
Re: Deckel Maho DMG DMU 50 5 osi
Steryd pisze:Nawet współcześnie inni producenci układów sterowania nie dają rady dopracować się takiej płynności interpolacji jak Heidenhain w tamtych czasach, a systemy "amatorskie" są jeszcze dalej za murzynami.
to znaczy, że CSMIO IPS nie zaszaleje z taką frezarką
Steryd pisze:Co do prowadnic. Owszem, to są liniowki, ale nie hiwina, tylko tak z 5 razy droższe wałeczkowe
Spodziewałem się, że jest tam coś innego, ale HIWINY znam i mogę sobie je wyobrazić. Najważniejsze że da się je wymienić, po rozebraniu się okaże czy można to na jakiegoś chińczyka "retrofitować"
JacekBelof pisze:I tu Cię zaskoczę, HH od lat działa na Linuxie
Jak to jest rozwiązane w środku? Jest tam jakiś PC osobny wbudowany obok kontrolera? Rozumiem, że jest tam specjalna nakładka na linuxa z HH i do normalnego UI z Linuxa nie ma dostępu? Skoro to linux to pewnie da się wrzucić nowy komputer, nowego linuxa i zgrać nakładkę HH? Fajnie jest mieć na maszynie połączenie sieciowe, dostęp do dysków jakiś itp.
no i pięknie. Taką osiową indeksowaną to wyobrażam sobie trudno nie powinno być, tworzysz kilka 3 osiowych programów i zadajesz przy jakich pozycjach stołu mają być wykonane. Nigdy nie bawiłem się prawdziwym profesjonalnym sterowaniem CNC. Tylko Mach 3 i SIMCNCJacekBelof pisze:Co do pisania programów, to w HH obróbkę 3 i 4 osiową, oraz 5 osiową indeksowaną napiszesz równie łatwo "z palca" co i przy pomocy CAMa
waroa pisze:Nic bardziej mylnego. Prowadnice w osiach obrotowych są żeliwo-żeliwo. Jest też dołożone małe łożysko oporowe. Po zwolnieniu hamulca stół kręci się na tym łożysku, po zahamowaniu dociągany jest do prowadnic zmieniając pozycje np. o 0,1mm (opada stół) ale kupa o tym nie wie.
Rozumiem że to dotyczy wersji 3+2 oraz 5 osiowej? Trochę mnie to teraz zasmusiło, w takim razie jeśli jest to żeliwna prowadnica a w pełnej 5 osiowej bedzie ona non stop obciążona i zcierana, to można uznać że 4 i 5 oś będzie wymagała raczej remontu po 20+ latach.
waroa pisze:Wspomniana obręcz (hamulec) 24tyś zł netto. I nie ma zmiłuj, chcesz robić to zamawiasz. Na magazynie może brakować, bo zapotrzebowanie duże
Zastanawiam się czy w wersji pełnej 5 osiowej w ogóle jakiś hamulec jest? Raczej nie powinno być. Napęd 4 i 5 osi musiałby mieć na tyle dużo Nm żeby stabilnie można było obrabiać w ruchu. Dla wersji 3+2 użycie hamulca jest zrozumiałe- obracam się o jakiś kąt, blokuję i frezuję.
waroa pisze:Napęd stołu obrotowego to w dalszym ciągu ślimak ślimacznica, nie jakiś zmyślny system bezluzowy. Pozycjonowanie plus minus 0,05 (do czujnika) nawet kupsko nie zauważa tego. Podciągnięcie w parametrach do maks wartości coś daje, nie całkiem.
waroa pisze:Raz się zetka bazuje 0,1mm wyżej raz niżej
To wszystko dotyczy raczej wersji 3+2? Ciekawe czy 5 osiowa ma podobne bolączki
Chyba będzie się trzeba mocno skupić na dobrym stanie technicznym. Jak sprawdzić geometrię w takiej maszynie 5 osiowej? Myślałem czy nie zlecić komuś sprawdzenie przed zakupem (np balbarem Renishaw itp).
-
kill_gil
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 12
- Posty: 99
- Rejestracja: 07 gru 2019, 22:14
Re: Deckel Maho DMG DMU 50 5 osi
maciek95k pisze:Pytanie czy na osiach obrotowych w tak starych maszynach nie pojawiają się już jakieś luzy itd.? Tam wymiana czegokolwiek to już będą naprawdę konkretne pieniądze.
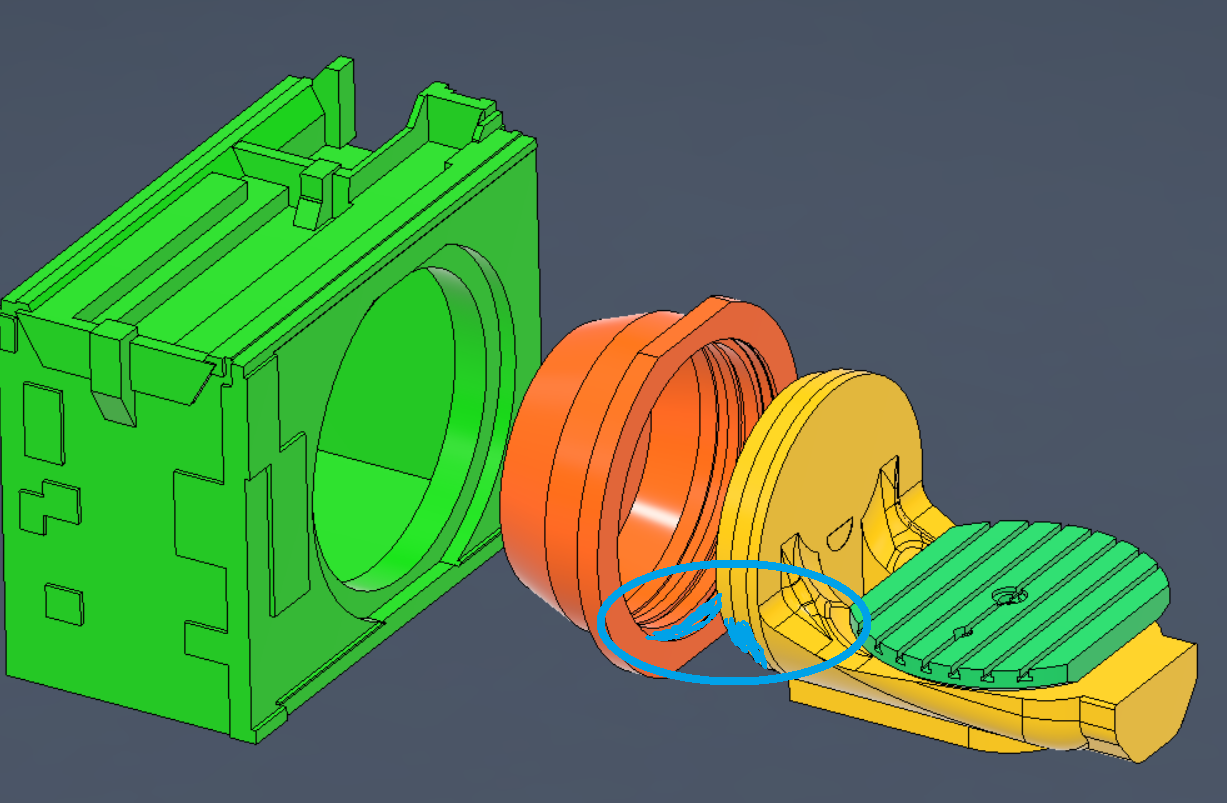
też się teraz nad tym zastanawiam. Jeśli ten CAD jest dokładny to obudowa 4 i 5 osi wchodzi w jakiś korpus. Jeśli to są żeliwne prowadnice to wyobrażam sobie że w tym miejscu zaczną się najpierw zużywać i w sumie może to być najsłabsze ogniwo tej kontrukcji;)
maciek95k pisze:Może powinieneś zastanowić się na początku na stole 4 i 5 oś do zwykłej frezarki? Planujesz robić aż tak duże elementy i precyzyjne że potrzebujesz typowo 5 osiowej maszyny?
4 oś może wrzucę do swojej Maho(na zasadzie jakiejś podzielnicy z przekładnią i krokowcem).
Wychodzę generalnie z założenia, że najpierw kompletuje sprzęt, uczę się go używać a potrzeba i zlecenia na precyzyjne detale wykonalne tylko na 5 osiowych same się znajdą. Raczej w drugą stronę to nie zadziała. Do tego moja Maho nie ma regulowanych obrotów z softwaru, wrzeciono jest do 4000obr/min, brak zmieniarki narzędzi, obudowy. Niby wszystko można ogarnąć, mam jakiś multiplikator, obudowę można zrobić, zmieniarkę ulepić z czegoś... ale w ten sposób będę przerabiał ten sprzęt przez następne kilka lat a nie o to chodzi
waroa pisze:Pisałem o pełnej wersji 5 osi. Wynalazek 3+2 nie znam.
To ja nie rozumiem po co jest ten hamulec na 4 i 5 osi jeśli mogę równocześnie obrabiać wszystkimi osiami. To by znaczyło że super dokładna jest ta maszyna przy obrabianiu indeksowanym (z hamulcem aktywnym) a przy obróbce symultanicznej dokładność spada bo hamulec nie jest aktywny i są większe luzy. Trochę to dziwne...
-
waroa
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 39
- Rejestracja: 06 sty 2016, 10:05
- Lokalizacja: Biecz (małopolskie)
Re: Deckel Maho DMG DMU 50 5 osi
Hamulce są potrzebne. Nieraz wybierasz tylko kąt pochylenia 5 osi, a całą robotę robisz w czterech osiach. Ta piąta może stać na hamulcu i jej nie ruszy nawet przy cięższym wierceniu na skraju stołu. Albo można trzymać jej pozycje "pod prądem" i wtedy przy obróbce na krańcach silnik 5 osi będzie się minimalnie poprawiał próbując utrzymać pozycje. Tak czy siak w tych maszynach hamulce pełnią funkcje sprężyny talerzowej i cylindra hydraulicznego w jednym. Takka hybryda. Muszą być zupełnie sprawne. Przed wykonaniem ruchu osi obrotowej hamulec musi zostać zwolniony czyli napęłniony olejem hydraulicznym. Nawet minimalnie pęknięty cieknie jak cholera. Ta funkcja sprężyny talerzowej go wykańcza, pisałem wyżej. Przy wielu robotach w czwartej osi non stop jest zał/wył. Zmęczenie materiału w końcu mu się udziela.
-
kill_gil
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 12
- Posty: 99
- Rejestracja: 07 gru 2019, 22:14
Re: Deckel Maho DMG DMU 50 5 osi
waroa pisze:Hamulce są potrzebne. Nieraz wybierasz tylko kąt pochylenia 5 osi, a całą robotę robisz w czterech osiach. Ta piąta może stać na hamulcu i jej nie ruszy nawet przy cięższym wierceniu na skraju stołu. Albo można trzymać jej pozycje "pod prądem" i wtedy przy obróbce na krańcach silnik 5 osi będzie się minimalnie poprawiał próbując utrzymać pozycje.
OK dzięki, ma to sens. Czyli obróbka 4 osiowa może być dokładniejsza od 5 osiowej.
W jaki sposób sprawdzić stan tego hamulca i ogólnie stan zużycia 4 i 5 osi?
Z tego co piszesz to oczywiście nie może być wycieków, czy te wycieki będą widoczne od strony stołu czy gdzieś z tyłu korpusu frezarki?
Jeśli stół opada w momencie odblokowania hamulca to można by to szybko zegarem zmierzyć, prawda?
Czy enkodery na 4 i 5 osi są zamontowane na silnikach czy jest tam jakiś pomiar bezpośredni?
-
kill_gil
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 12
- Posty: 99
- Rejestracja: 07 gru 2019, 22:14
Re: Deckel Maho DMG DMU 50 5 osi
Zastanawiam się nad tym egzemplarzem z Niemiec:

"
25,900 euro
year of construction: 2001 / only approx. 9.594 spindle hours
Control: HEIDENHAIN MillPlus (V41x) / D94X1.410
NC rotary table
Spindle speeds from 20 - 18,000 rpm
tool holder SK 40 ISO 7388 type B
tool changer 32-fold
External cooling: water and air
Coolant system
Length gauge HEIDENHAIN type TS 631
Including calibration mandrel
electronic handwheel HEIDENHAIN
hydraulic machine vice RÖHM 160 mm
approx. 30 tool holders
Chpiihpjqo
Operating instructions / documentation
With the following restriction/error message:
Door locking must be confirmed by hand when closing.
Frequent error message during tool change (drag distance)
"
Jedyne co mnie zastanawia to sterowanie MILLPLUS. Czy to jest dobre sterowanie? Z tego co widzę części zamienne do kupienia są w Heidenhein ale maszyny z tym sterowaniem są tańsze i gdzieś na internetach widziałem niepochlebne opinie o tym.
Dodatkowo ma błąd co jakiś czas. Da się obrabiać ale kilka razy w tyg się zawiesi przy zmianie narzędzia:
"Door locking must be confirmed by hand when closing.
Frequent error message during tool change (drag distance)"
Czy w takim sterowaniu da się wejść w poziom serwisowy i zrobić wszystko to co technik Deckel Maho czy raczej trzeba będzie wzywać serwis w przypadku np przeprogramowania zmieniarki narzędzi, ustawień serwisowych itp?
"
25,900 euro
year of construction: 2001 / only approx. 9.594 spindle hours
Control: HEIDENHAIN MillPlus (V41x) / D94X1.410
NC rotary table
Spindle speeds from 20 - 18,000 rpm
tool holder SK 40 ISO 7388 type B
tool changer 32-fold
External cooling: water and air
Coolant system
Length gauge HEIDENHAIN type TS 631
Including calibration mandrel
electronic handwheel HEIDENHAIN
hydraulic machine vice RÖHM 160 mm
approx. 30 tool holders
Chpiihpjqo
Operating instructions / documentation
With the following restriction/error message:
Door locking must be confirmed by hand when closing.
Frequent error message during tool change (drag distance)
"
Jedyne co mnie zastanawia to sterowanie MILLPLUS. Czy to jest dobre sterowanie? Z tego co widzę części zamienne do kupienia są w Heidenhein ale maszyny z tym sterowaniem są tańsze i gdzieś na internetach widziałem niepochlebne opinie o tym.
Dodatkowo ma błąd co jakiś czas. Da się obrabiać ale kilka razy w tyg się zawiesi przy zmianie narzędzia:
"Door locking must be confirmed by hand when closing.
Frequent error message during tool change (drag distance)"
Czy w takim sterowaniu da się wejść w poziom serwisowy i zrobić wszystko to co technik Deckel Maho czy raczej trzeba będzie wzywać serwis w przypadku np przeprogramowania zmieniarki narzędzi, ustawień serwisowych itp?
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 4152
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Deckel Maho DMG DMU 50 5 osi
Sterowanie jak sterowanie. to taka wczesna wersja 530 (montowane chyba tylko w DMG)
Zrobić się oczywiście da wszystko. W tym wypadku to będzie kwestia PLC raczej i wygląda na to, że ktoś po prostu nie potwierdza zamknięcia drzwiczek magazynu narzędzi po otwarciu.
Zrobić się oczywiście da wszystko. W tym wypadku to będzie kwestia PLC raczej i wygląda na to, że ktoś po prostu nie potwierdza zamknięcia drzwiczek magazynu narzędzi po otwarciu.
Można?
Morzna!!!
Morzna!!!
-
kill_gil
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 12
- Posty: 99
- Rejestracja: 07 gru 2019, 22:14
Re: Deckel Maho DMG DMU 50 5 osi
ok, czyli to nie jest tak, że programy PLC są poblokowane hasłami, sterowanie poblokowane tylko dla serwisantów itp itd?
czyli pod względem działania będzie podobnie do Heidenhein? Nie ukrywam, że wolałbym Millplus ze względu na cenę, wygląda na to że są tańsze lub za podobną kwotę można znaleźć maszynę w lepszej kondycji.
Steryd pisze:Sterowanie jak sterowanie. to taka wczesna wersja 530 (montowane chyba tylko w DMG)
czyli pod względem działania będzie podobnie do Heidenhein? Nie ukrywam, że wolałbym Millplus ze względu na cenę, wygląda na to że są tańsze lub za podobną kwotę można znaleźć maszynę w lepszej kondycji.






