AndrzejJak pisze:na suporcie poprzecznym.
Dla tokarek konwencjonalnych poprawnie - sankach poprzecznych. Na nich znajduje się obrotnica z sankami narzędziowymi na których z kolei jest posadowiony imak nożowy.
AndrzejJak pisze:Niestety nadal mam tak - albo docisnę listwę wszystkimi śrubami i jest w miarę sztywno (tylko bardzo ciężką obraca się korbka), albo obraca się lekko, ale całość 'pracuje'.
To prawidłowe, gdyby luzu nie było w ogóle, to nie można było sanek by przesuwać. Kwestia tylko taka by ten luz był najmniejszy z możliwych do przesuwania ich bez nadmiernych oporów.
pytanie: 'dlaczego ten układ nie jest odwrócony? (śruby dociskowe od strony wrzeciona) Przecież zwykle nacisk na nóż przy toczeniu jest 'w dół' - gdyby układ był odwrócony to łatwiej byłoby uzyskać sztywność....
Zastanawiam się nad przerobieniem suportu, żeby właśnie docisk był od strony wrzeciona, ale domyślam się, że jest jakiś haczyk...
Po pierwsze, żeby chronić śruby sanek poprzecznych przed urwaniem gdybyś "wjechał" w materiał, albo uchwyt, albo nawinięte na uchwyt wióry wstęgowe...
Po drugie - kolejną przyczynę masz opisaną poniżej...
Po trzecie - jedna ze śrub(ta bez przeciwnakrętki) umożliwia chwilowe zablokowanie jaskółki (i sanek na sztywno) bez zmiany ustawionego już luzu listwy, co się nieraz przydaje w niektórych zabiegach. A blokowanie śruby od strony uchwytu w czasie obrotów wrzeciona mogłoby być niebezpieczne..
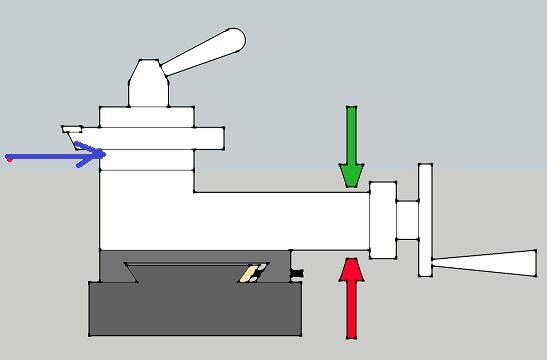
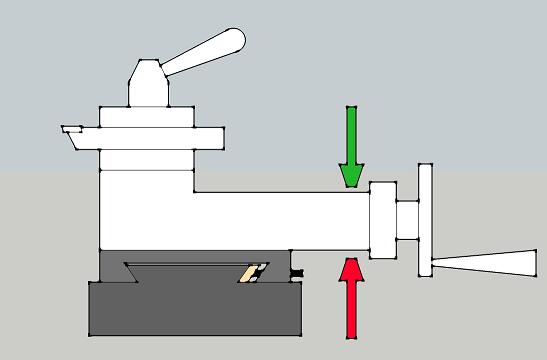
strikexp pisze:Ogólnie nacisk tam gdzie masz zieloną i czerwoną strzałkę nie powinien występować. Nacisk jest tylko na imak a ten z kolei jest jak widzisz podparty.
To też nie do końca prawda, bo nacisk (Fc) materiału na nóż powoduje powstanie momentu obrotowego (Mo) wokół punktu podporu(P3-o ile nie jest on dokładnie nad krawędzią skrawającą lub za nią) i uniesienie przeciwległego końca szufladki(w ramach luzu Lj jaskółki). W większości zastosowanych narzędzi działającego poprzecznie do osi podłużnej sanek narzędziowych (działające wzdłuż osi sanek narzędziowych najbardziej przy wytaczaniu długim wytaczakiem, oraz poprzecznie do sanek poprzecznych), co obniża wtedy wysokość krawędzi skrawającej narzędzia, zmienia się nieznacznie głębokość(przekrój) warstwy skrawanej, i co za tym idzie siły oporu. Co skutkuje najczęściej indukowaniem drgań, często występującym zwłaszcza przy przecinaniu jak niżej*.
(rys schematyczny z jednym punktem obrotu)
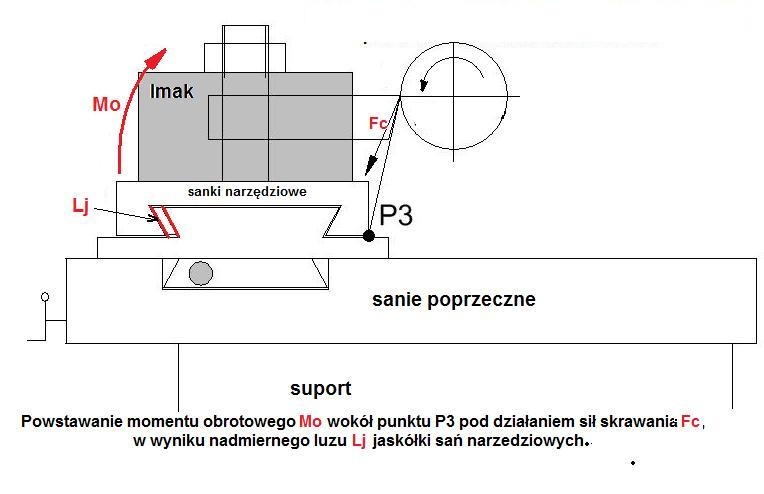
Dlatego prawidłowy luz jaskółek sanek ma tak duży wpływ na proces skrawania.
* - Adekwatne do tego zjawisko może również powstawać przy zbyt wiotkim, daleko wystawionym narzędziu czy za dużym luzie łożysk wrzeciona(albo wielu ich na raz). Również bardzo mała masa obrabiarki ma swój udział w powstających przy skrawaniu negatywnych zjawiskach, ale nie będziemy tego tu rozpatrywać by nie zaciemnić obrazu.
tu masz wiele o tej tokarce
https://www.mini-lathe.com/
A tu podstawowe informacje o obrabiarkach, pomiarach i regulacjach, skrawaniu, teorii, ostrzeniu narzędzi,... niestety niektóre ilustracje już się nie wyświetlają...
https://pfmrc.eu/topic/60403-frezowanie ... y-romanj4/



")



")