




")
a wg mnie optymalna predkosc obrotowa krokowca to 10 obr /s przy kernel speedzie 25 kHz
treba tak dostosowac przelozenie wyjsciowe, aby silnik krecił sie w miarę szybko do predkosci przedstawionej tej powyzej alenie szybciej, nie musi co prawda, ale tez zeby sie nie slimaczył,
co do krokowców z ednkoderem tzw hybryd tam jest całkiem inne sterowanko, całkiem inna dynamika jak przy zwykłym korkowcu, poza tym kabelkiem mozna je dostroić.
odnosnie koł zebatych czy to pasowych czy ewolwentowych zwykle obwód srednicy podzialowej wyliczymy ze wzoru mxzxpi
czyli moduł, liczba zebów i pi
iloczyn tego daje nam w miare poprawną wartośc, która mozna pozniej już na pomiarach odległosci zweryfikowac i poprawić.
jesli zas chodzi o podział kroku dla krokowca z paskiem, to docelowo najlepiej jak jest w poblizu 100 kroków na 1mm
Budowa wycinarki plazmowej 120 x 80


-
creattine1
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
-
snajperman-s1
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 340
- Rejestracja: 22 kwie 2010, 10:34
- Lokalizacja: Nowy Sącz
Skoro gubi Ci się w bardzo małych elementach stawiałbym na zbyt szybkie przyspieszenia.
Silnik krokowy jeśli kręci się do 600obr/min nie powinien gubić kroków o ile nie jest przeciążany. W pasmie danych obrotów, prędkości kręcenia nim i podziału kroku może występować rezonans powodujący dźwięki i ślady na elemencie palonym w postaci ząbków.
Przy przełożeniu 1:3 realne prędkości przejazdowe i są do osiągnięcia max 15m/min. Powyżej tego silniki zaczynają być przeciążane i gubią kroki - blokują się - za szybko się kręcą.
Oczywiście zwiększając podział kroków zwalniamy maszynę rzecz jasna.....
Silnik krokowy jeśli kręci się do 600obr/min nie powinien gubić kroków o ile nie jest przeciążany. W pasmie danych obrotów, prędkości kręcenia nim i podziału kroku może występować rezonans powodujący dźwięki i ślady na elemencie palonym w postaci ząbków.
Przy przełożeniu 1:3 realne prędkości przejazdowe i są do osiągnięcia max 15m/min. Powyżej tego silniki zaczynają być przeciążane i gubią kroki - blokują się - za szybko się kręcą.
Oczywiście zwiększając podział kroków zwalniamy maszynę rzecz jasna.....
-
creattine1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
Spróbuję zwolnić przejazdy i zobaczę a miał ktoś taka sytuację Nowy komp win xp nowka mach 3. I jeszeli program pracuje słychać tak jakby znaleziony Nowy sprzęt w tym momencie się tnie palnik na sekundę i tak co jakiś czas nawet myszka się zawiesza na Starym kompie tak nie było a zmieniłem tylko jego uziemione jest wszystko
-
creattine1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
-
snajperman-s1
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 6
- Posty: 340
- Rejestracja: 22 kwie 2010, 10:34
- Lokalizacja: Nowy Sącz
-
creattine1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 24
- Posty: 240
- Rejestracja: 25 gru 2015, 19:08
- Lokalizacja: nowy sącz
-
odzi_2005
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 71
- Posty: 108
- Rejestracja: 03 paź 2016, 10:19
- Lokalizacja: zambrów
Ja odkręciłem to od wiertarki stołowej w której i tak z tego nie korzystałem.
W sterowniku mam dwa przekaźniki myślę o podpięciu tego pod jeden z przekaźników i włączaniu wyłączaniu z macha.
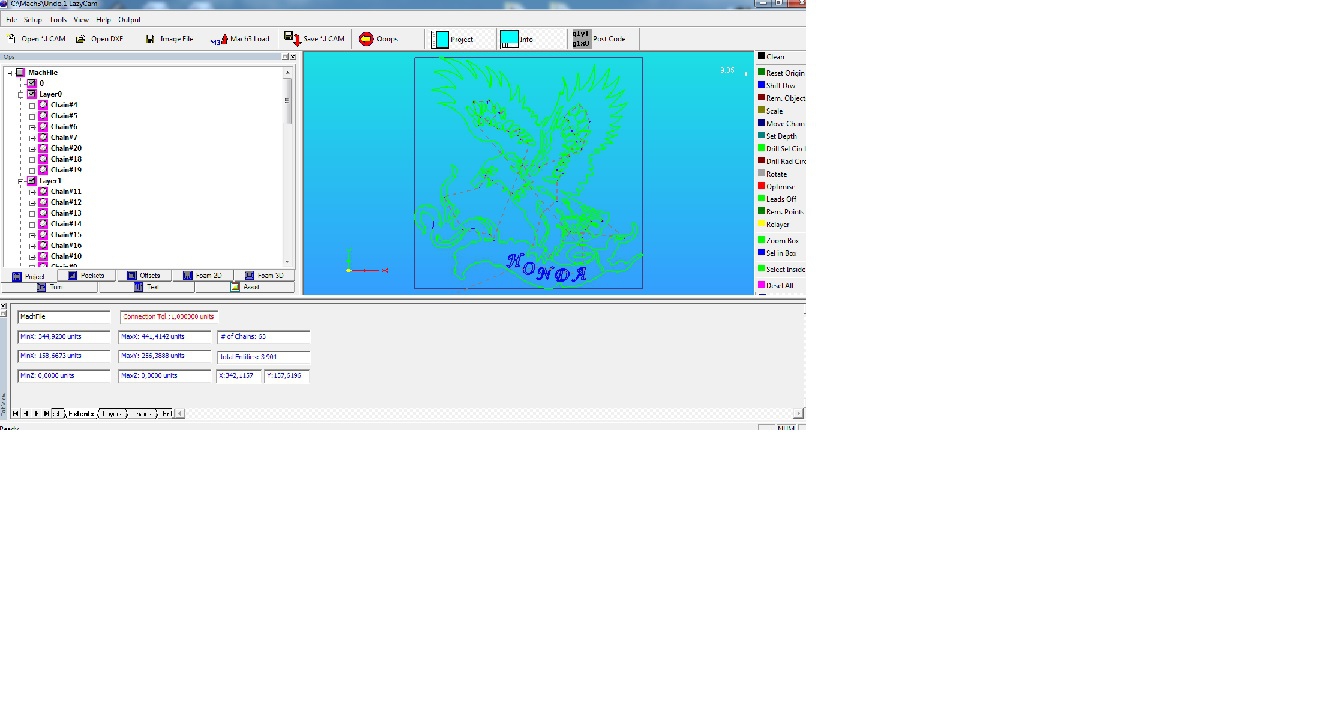
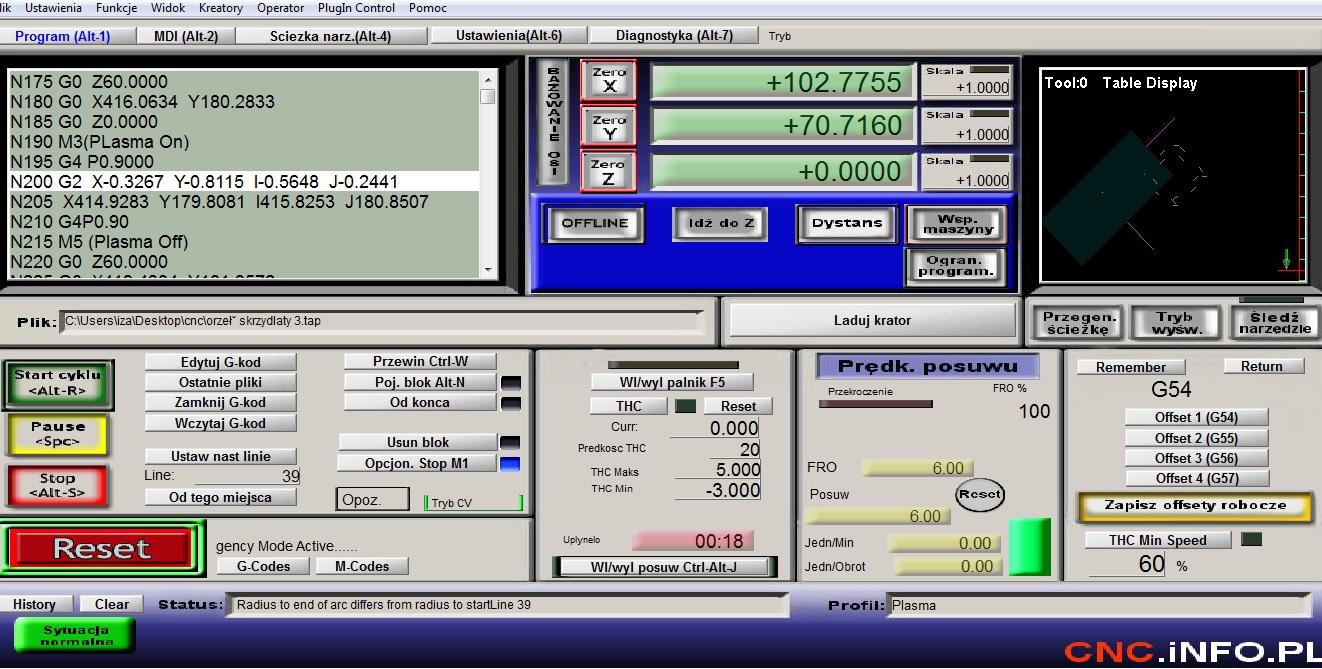
Ehhh dzisiaj walcze z LazyCam małe pliki bez problemu się otwierają ale jak już jest troszke więcej lini program przestaje odpowiadać....
A tak wygląda jak już coś się uda załadować, z jednej strony jest orzeł itd itd, po otwarciu w machu mamy tylko szary protokąt i najczęsniej jakieś kropki w losowych miejscach
Wkońcu po odpaleniu sheetcam bez problemu coś udało się wykonać tylko jeszcze nie wiem czemu długopis wykonał rysunek i później tak jak by go poprawił wracając po nim zamiast zakończyć pracę ale to ustawienie w sheetcamie.
Będę musiał wykupić licencję na sheetcam sądzicie że będzie ok??
Na stronie sheetcama jest kilka wersji licencji którą wybrać?
W ostateczności jeszcze zastanawiam się nad przejściem na LinuxCNC
Niestety ale na górze długopis zanurkował a nie miałem czasu powtórzyć.
https://youtu.be/C4Q_NVRkWf4
W sterowniku mam dwa przekaźniki myślę o podpięciu tego pod jeden z przekaźników i włączaniu wyłączaniu z macha.
Ehhh dzisiaj walcze z LazyCam małe pliki bez problemu się otwierają ale jak już jest troszke więcej lini program przestaje odpowiadać....
A tak wygląda jak już coś się uda załadować, z jednej strony jest orzeł itd itd, po otwarciu w machu mamy tylko szary protokąt i najczęsniej jakieś kropki w losowych miejscach
Wkońcu po odpaleniu sheetcam bez problemu coś udało się wykonać tylko jeszcze nie wiem czemu długopis wykonał rysunek i później tak jak by go poprawił wracając po nim zamiast zakończyć pracę ale to ustawienie w sheetcamie.
Będę musiał wykupić licencję na sheetcam sądzicie że będzie ok??
Na stronie sheetcama jest kilka wersji licencji którą wybrać?
W ostateczności jeszcze zastanawiam się nad przejściem na LinuxCNC
Niestety ale na górze długopis zanurkował a nie miałem czasu powtórzyć.
https://youtu.be/C4Q_NVRkWf4
")






