



Budowa "dziurawca" CNC
Budowa tokarki SAM CNC z dużym przelotem
-
atlc
- Posty w temacie: 4
Re: Budowa "dziurawca" CNC
No właśnie widać podfrezowanie pod śrubę, a baz pod prowadnice nie widać.


-
prm_ex
Autor tematu - Znawca tematu (min. 80)
")
- Posty w temacie: 25
- Posty: 80
- Rejestracja: 28 lip 2015, 15:55
- Lokalizacja: Poznań
Re: Budowa "dziurawca" CNC
Niestety @atlc ma rację. Na suporcie dałem ciała i na rysunku do zlecenia krawędzi referencyjnej nie naniosłem.
Będzie gimnastyka ale to jak szyny Z ustawię - wrócę do sprawy.
Na razie przytargałem listwę granitową 4x18x160 i będę z rzadkiej żywicy liniał do płaskości robił bo bez tego szyn nie ustawię, a nie mam
skąd pożyczyć czegoś takiego.
Będzie gimnastyka ale to jak szyny Z ustawię - wrócę do sprawy.
Na razie przytargałem listwę granitową 4x18x160 i będę z rzadkiej żywicy liniał do płaskości robił bo bez tego szyn nie ustawię, a nie mam
skąd pożyczyć czegoś takiego.
-
atlc
- Posty w temacie: 4
Re: Budowa "dziurawca" CNC
Nie smuć się, do ustawienia wszystko.
Możesz np. po dwóch stronach prowadnicy wywiercić i nagwintować otwory M6.
Wkręcasz tam śruby ze stożkowymi łbami.
Pod łeb od strony prowadnicy wkładasz wałeczek fi3, może być pręt ciągniony, ale lepiej coś twardszego, dobre są igiełki z łożysk, nie są drogie.
Wkręcając śrubę powodujesz że wałeczek przesuwa się na bok i naciska na szynę. Zestaw po drugiej stronie pełni rolę "kontry".
Możesz np. po dwóch stronach prowadnicy wywiercić i nagwintować otwory M6.
Wkręcasz tam śruby ze stożkowymi łbami.
Pod łeb od strony prowadnicy wkładasz wałeczek fi3, może być pręt ciągniony, ale lepiej coś twardszego, dobre są igiełki z łożysk, nie są drogie.
Wkręcając śrubę powodujesz że wałeczek przesuwa się na bok i naciska na szynę. Zestaw po drugiej stronie pełni rolę "kontry".
-
barbarzynca
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 61
- Rejestracja: 15 kwie 2021, 10:24
- Lokalizacja: Toruń
- Kontakt:
Re: Budowa "dziurawca" CNC
@prm_ex, udało Ci się rozwiązać problem braku baz pod prowadnice? Właśnie znalazłem ten wątek, a mam podobny kłopot. Pomysł @atlc wygląda ciekawie - i czasochłonnie 
-
prm_ex
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 25
- Posty: 80
- Rejestracja: 28 lip 2015, 15:55
- Lokalizacja: Poznań
Re: Budowa "dziurawca" CNC
Całe szczęście bazy pod prowadnice podłużne mam wyfrezowane.
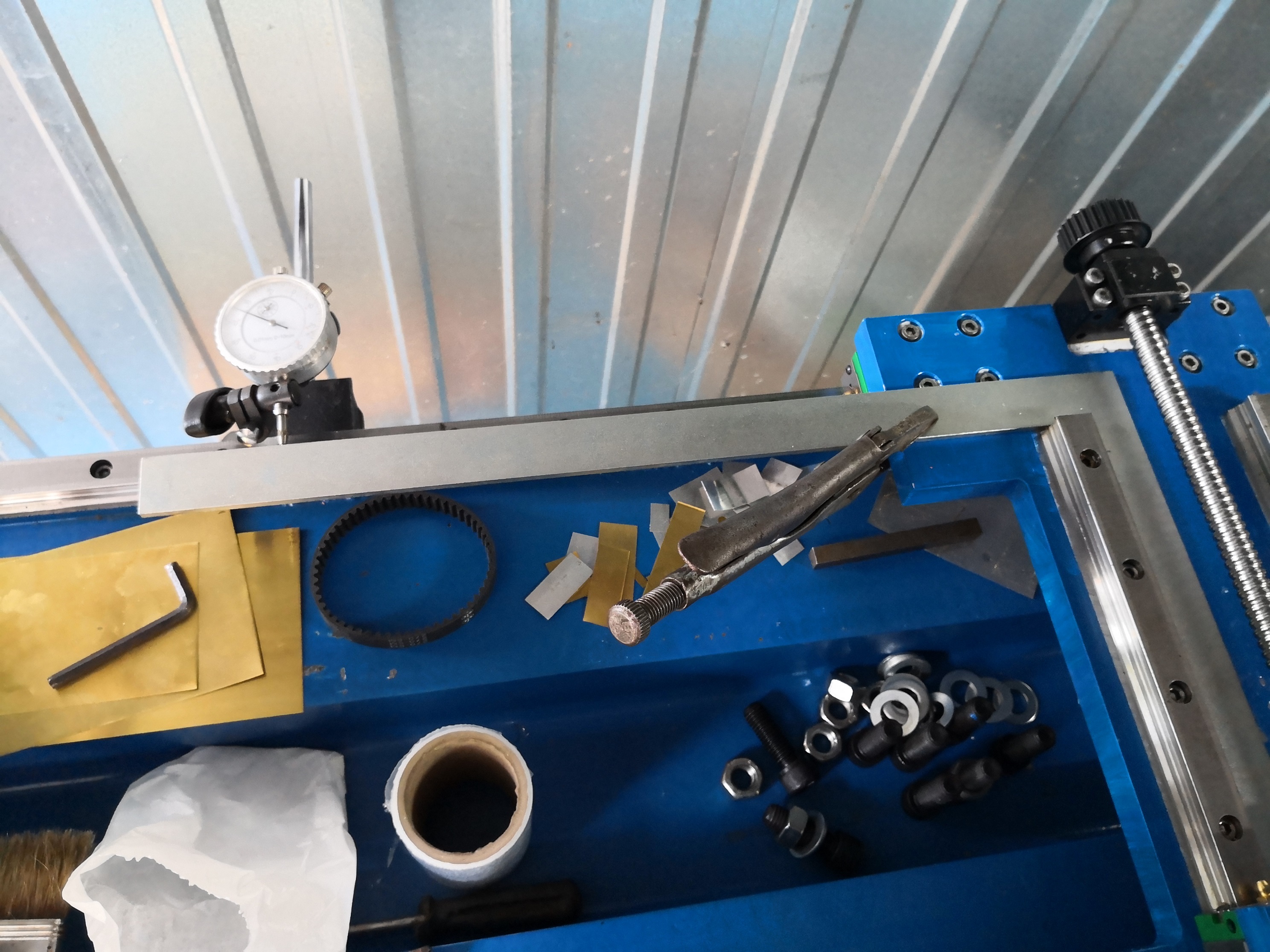
Problem dotyczył prowadnic X, a że są one krótkie to mozolną pracą, z wieloma poprawkami, przy zainwestowaniu w porządny przymiar, za pomocą czujnika zegarowego - myślę że ustawiłem. Najpierw prostoliniowość, wzajemną równoległość i w miarę prostopadłość do Z, a następnie na śrubach suport-wózki dopieściłem prostopadłość do Z-ki. Przynajmniej mam takie wrażenie, a wyjdzie wszystko jak pierwszy detal będzie obrabiany.
Nie wyobrażam sobie abym coś takiego miał robić na Z-kach 1,5m długości.
Pomysł z wałeczkami dobry choć czasochłonny (tak jak i moje ustawianie wielokrotne) ale póki co zrobiłem pod przymiar.
Pewnie dużo też zależy od rozmiaru szyn i ich jakości. Ja mam 25-tki INA i muszę powiedzieć że są proste. Nie siłowałem się z nimi aby je prostować. Na pewno bardzo duże znaczenie miało też to że otwory na śruby do przykręcenia prowadnic miałem robione na frezarce i są idealnie w linii. Gdybym wiercił "z ręki" byłaby duża groźba że nie byłbym w stanie w ogóle ustawić.
Problem dotyczył prowadnic X, a że są one krótkie to mozolną pracą, z wieloma poprawkami, przy zainwestowaniu w porządny przymiar, za pomocą czujnika zegarowego - myślę że ustawiłem. Najpierw prostoliniowość, wzajemną równoległość i w miarę prostopadłość do Z, a następnie na śrubach suport-wózki dopieściłem prostopadłość do Z-ki. Przynajmniej mam takie wrażenie, a wyjdzie wszystko jak pierwszy detal będzie obrabiany.
Nie wyobrażam sobie abym coś takiego miał robić na Z-kach 1,5m długości.
Pomysł z wałeczkami dobry choć czasochłonny (tak jak i moje ustawianie wielokrotne) ale póki co zrobiłem pod przymiar.
Pewnie dużo też zależy od rozmiaru szyn i ich jakości. Ja mam 25-tki INA i muszę powiedzieć że są proste. Nie siłowałem się z nimi aby je prostować. Na pewno bardzo duże znaczenie miało też to że otwory na śruby do przykręcenia prowadnic miałem robione na frezarce i są idealnie w linii. Gdybym wiercił "z ręki" byłaby duża groźba że nie byłbym w stanie w ogóle ustawić.
-
prm_ex
Autor tematu - Znawca tematu (min. 80)
- Posty w temacie: 25
- Posty: 80
- Rejestracja: 28 lip 2015, 15:55
- Lokalizacja: Poznań
Re: Budowa "dziurawca" CNC
Jest chwila czasu to mała aktualizacja.
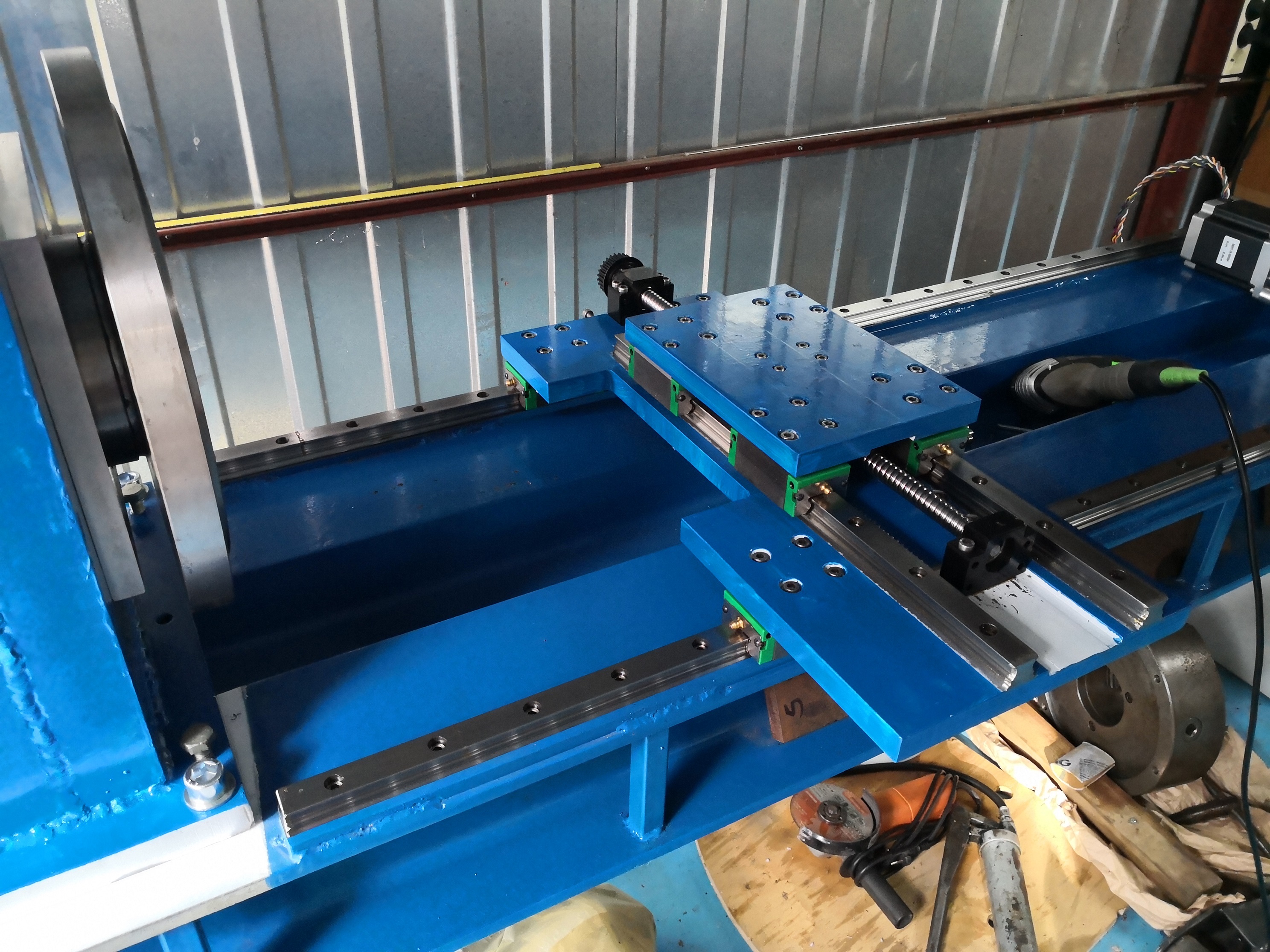
Osie X i Z ustawione wstępnie prostopadle.
Suport poprzeczny zamontowany
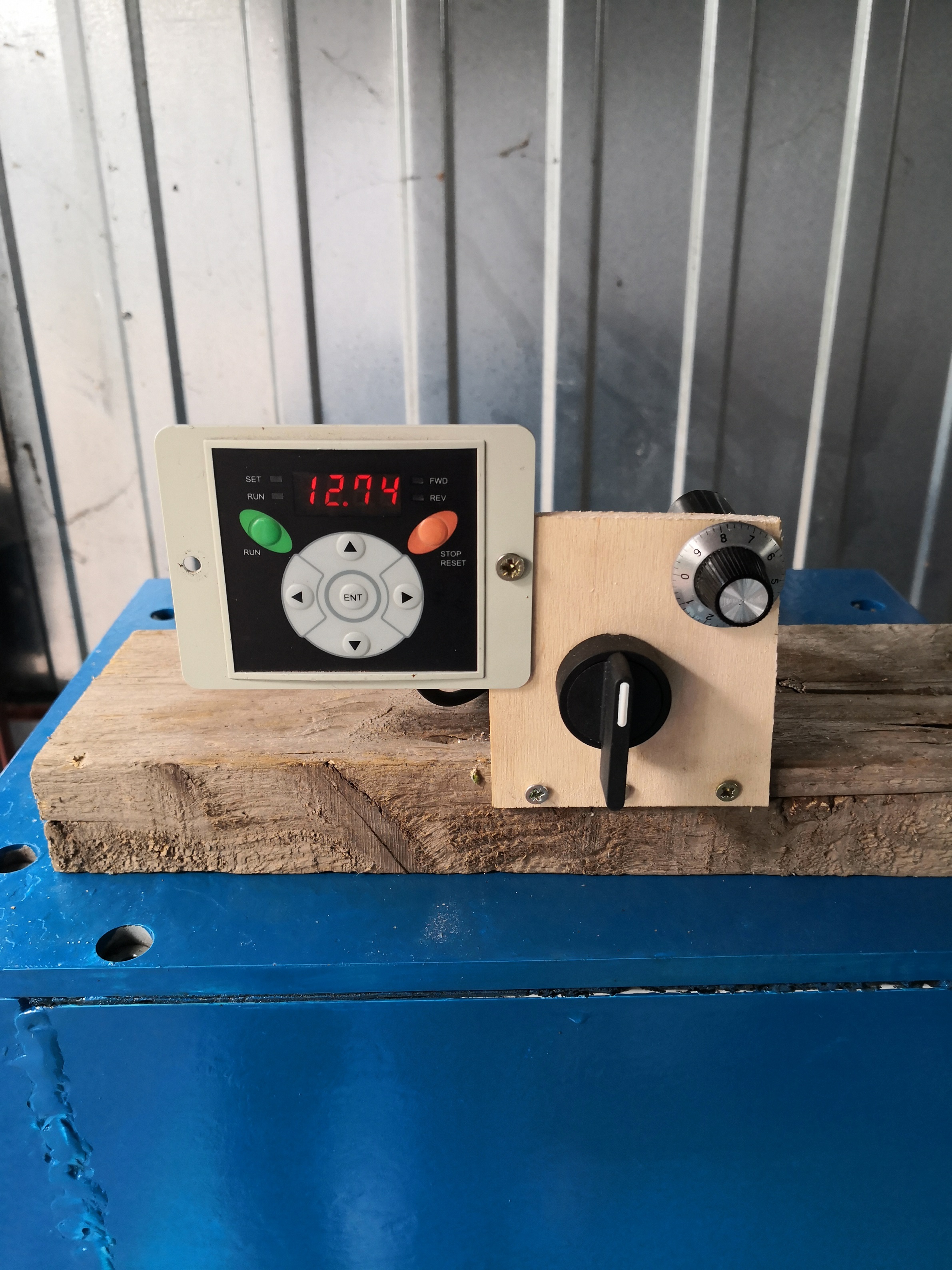
Falownik i pasek zamontowany (przymiarka)

Prototypowy, tymczasowy panel operatorski
Pierwsze uruchomienie wrzeciona
https://youtu.be/rbcyiTtyuRM
Ponieważ często będę owiercał rury promieniowo po obwodzie, w między czasie spłodziłem przystawkę wiertarsko-frezerską, która docelowo będzie montowana w imaku, prostopadle do osi Z.

https://youtu.be/t1mHNhu7hAg
Aktualnie składam skrzynkę elektroniki.
Rozmyślam też nad docelowym panelem operatorskim. Mam w pudełku trochę klamotów
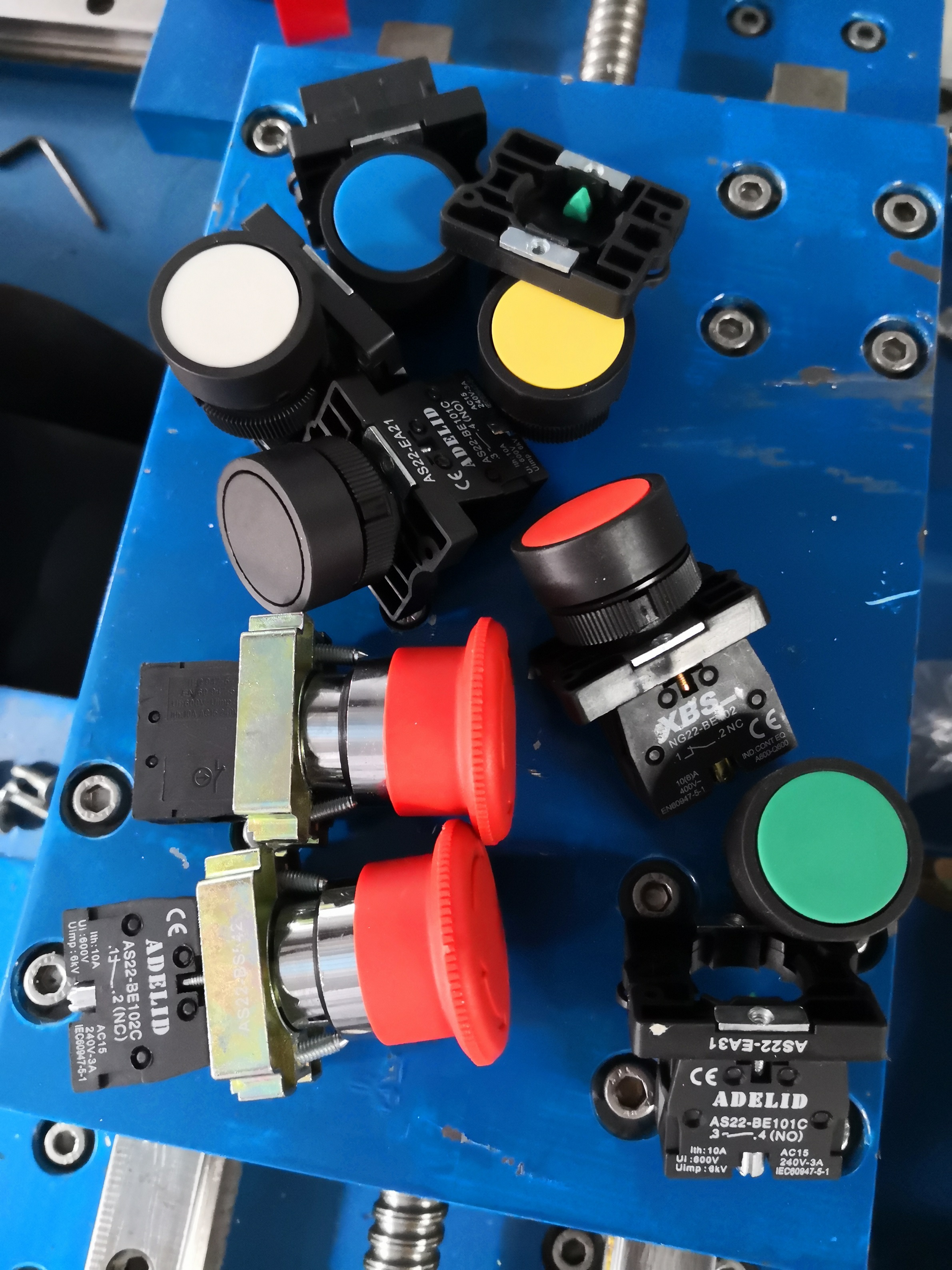
I zastanawiam się co warto byłoby na takim panelu mieć.
Na pewno będę miał przełącznik L-0-P, panel falownika, potencjometr obrotów, wyświetlacz rzeczywistych obrotów (z enkodera).
Czy z posiadanych przycisków zaplanować coś użytecznego? Np jogging lub uruchamianie programu itp?
Osie X i Z ustawione wstępnie prostopadle.
Suport poprzeczny zamontowany
Falownik i pasek zamontowany (przymiarka)
Prototypowy, tymczasowy panel operatorski
Pierwsze uruchomienie wrzeciona
https://youtu.be/rbcyiTtyuRM
Ponieważ często będę owiercał rury promieniowo po obwodzie, w między czasie spłodziłem przystawkę wiertarsko-frezerską, która docelowo będzie montowana w imaku, prostopadle do osi Z.
https://youtu.be/t1mHNhu7hAg
Aktualnie składam skrzynkę elektroniki.
Rozmyślam też nad docelowym panelem operatorskim. Mam w pudełku trochę klamotów
I zastanawiam się co warto byłoby na takim panelu mieć.
Na pewno będę miał przełącznik L-0-P, panel falownika, potencjometr obrotów, wyświetlacz rzeczywistych obrotów (z enkodera).
Czy z posiadanych przycisków zaplanować coś użytecznego? Np jogging lub uruchamianie programu itp?
")






