Poza tym; wszyscy potrafia dogadywac i docinac, a nikt nie podjal tematu.
Bez komentarza!!!!!
Obsługa, Programowanie i Budowa Maszyn Numerycznych







")
")

Temat ciekawy - ale myslę, że trudno o identyczne (a nie tylko podobne) materiały. Szczególnie, gdy materiał jak sklejka czy drewno ma inną teksturę, wilgotność, czy tniemy w nieco innych warunkach jak temperatura czy nawet cisnienie atmosferyczne. Bo co do samego procesu technologicznego to już trochę prościej - moc wiązki "na wyjściu" moóżna zmierzyć, podobnie ciśnienie - gorzej z siłą i rodzajem wyciągu, można też próbować określić gęstość energii w punkcie cięcia - ale to na tyle skomplikowane, że obawiam się czy przyjęcie jednej zasady pomiarowej jest realne (miernik mocy + siatka "graticule" na konkretnym materiale). Chyba - że podejść do tego tylko tak:obser pisze:może warto zrobić rzetelne testy i podać wyniki? W końcu nie ma się czego bać jeśli jest się pewnym swojej maszyny i jest się czym chwalić
")
I znowu zaczyna się bełkot o modach.abyss pisze: Jednak tu pojawia się problem, bo różne mody lasera (TEM 00 vs. TEM01) są predysponowane do efektywnego cięcia grubych materiałów, a inne do szybkiego cięcia cieńszych (przy tej samej mocy wiązki).
To nie zmienia faktu, że takie tuby / lasery małej mocy masowo trafiają na rynek i są używane. Zwykle dostawca nie informuje o producencie tuby nie mówiać już o tym czy wiązka jest gusowska czy inna.cinematic2 pisze:Nie używa się laserów, które mają mody poprzeczne inne niż TEM00 lub near TEM00. Każdy inny to swoisty "wypadek przy pracy" projektanta.
Tyle fajny co bezużyteczny.
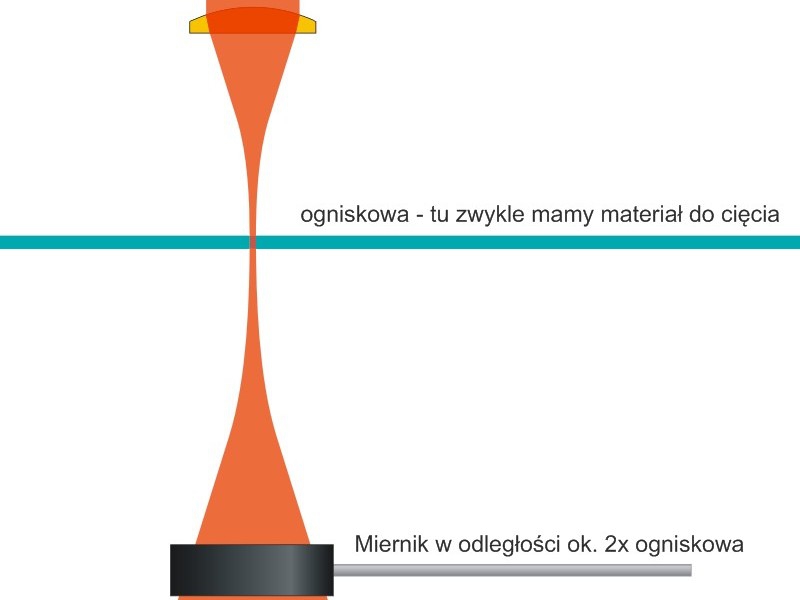
A to mnie zaciekawiłeś. Dlaczego?cinematic2 pisze:nie mierzy się mocy lasera ZA SOCZEWKĄ.
Chyba, że chcesz skasować miernik.
Moc lasera mierzy się na wyjściu z rezonatora.
Prada, cała prawda i gówno prawda.abyss pisze:To nie zmienia faktu, że takie tuby / lasery małej mocy masowo trafiają na rynek i są używane.cinematic2 pisze:Nie używa się laserów, które mają mody poprzeczne inne niż TEM00 lub near TEM00. Każdy inny to swoisty "wypadek przy pracy" projektanta.
Tyle fajny co bezużyteczny.
Dlatego, że takie są k... zasady.abyss pisze:A to mnie zaciekawiłeś. Dlaczego?cinematic2 pisze: Moc lasera mierzy się na wyjściu z rezonatora.
Co do drewna/sklejki się zgodzę - ale można podać orientacyjne parametry.abyss pisze:Temat ciekawy - ale myslę, że trudno o identyczne (a nie tylko podobne) materiały. Szczególnie, gdy materiał jak sklejka czy drewno ma inną teksturę, wilgotność, czy tniemy w nieco innych warunkach jak temperatura czy nawet cisnienie atmosferyczne.obser pisze:może warto zrobić rzetelne testy i podać wyniki? W końcu nie ma się czego bać jeśli jest się pewnym swojej maszyny i jest się czym chwalić






