



")
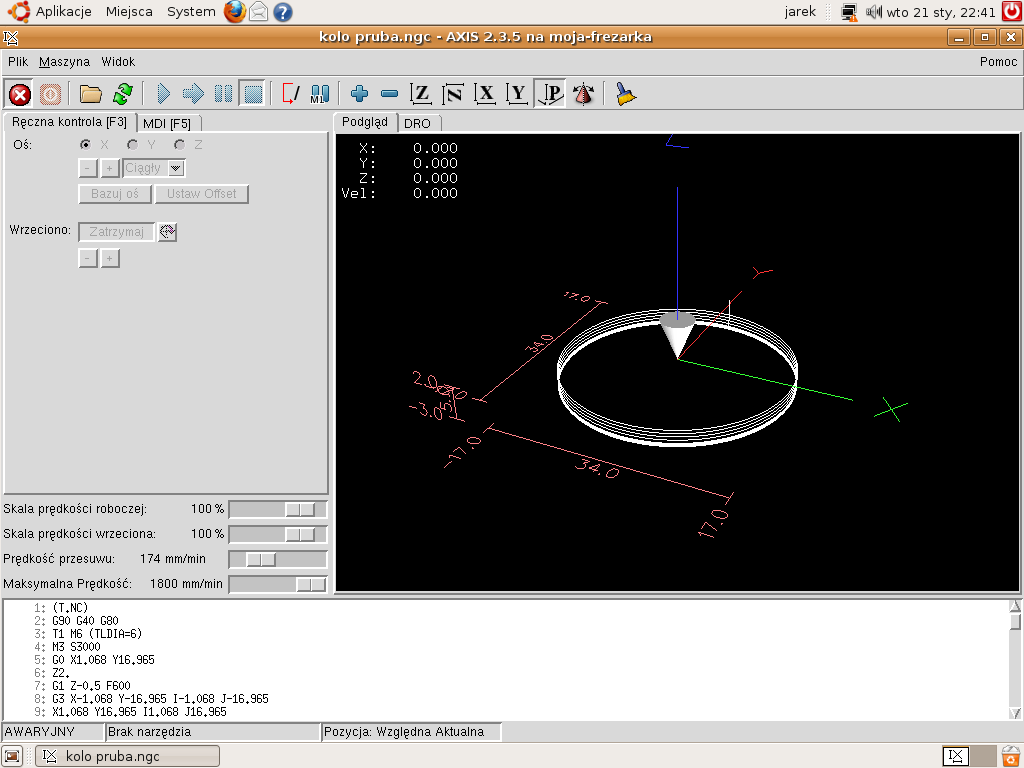
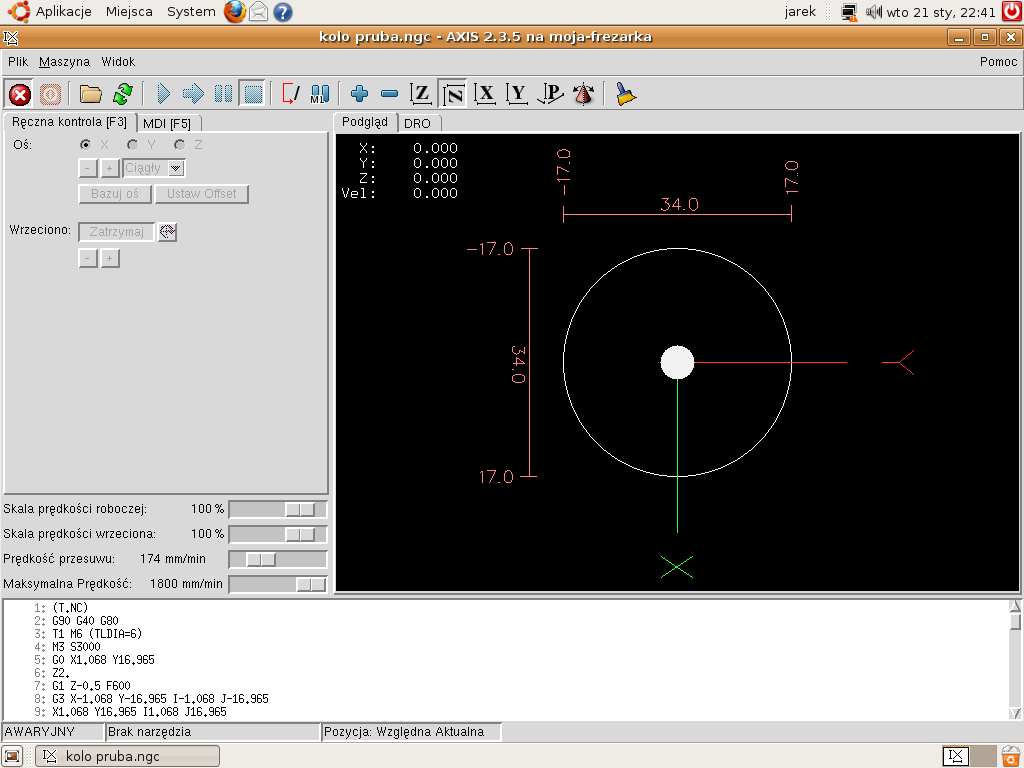
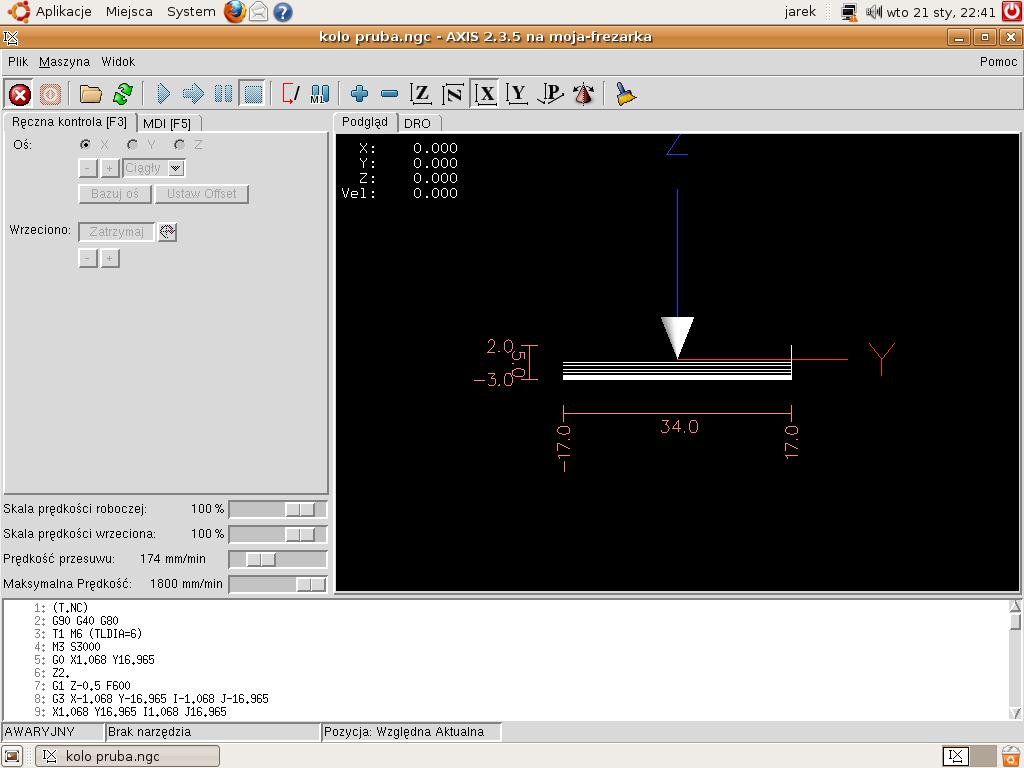
Kod jest dobry ale wyświetla żle u Ciebie w obu osiach. Dwa razy po 16,99 daje 34 a nie 35.
Stawiam na błędy w tabeli narzedzi. Dla sprawdzenia wykomentuj linie narzędzia.
Problem z osią Y przesuniecie z osi o 0.5mm


-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 12
- Posty: 271
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
Ten gkod rózni się dlatego bo rózne srednice wyfrezowałem tak na próbę czyli ten gkod co podałem na poczatku postu to średnica 40mm a na zrzucie jest 41mm robiłem te zrzuty na szybkiego jutro podam zrzut odpowiedni do tego gkodu.
Czyli podać tylko T1 M6
Czyli podać tylko T1 M6
Ostatnio zmieniony 21 sty 2014, 22:21 przez jarcys, łącznie zmieniany 4 razy.
-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 271
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
Witam ponownie dalej mam ten problem to nie jest wina programu nie mam luzów .
Wykonałem jeszcze jedną prubę a dokładnie przymocowałem do stołu łożysko i ustawiłem zera( środek łożyska) na X i Y i po odjechaniu od zer i następnie po podaniu w MDI G0 X0 Y0 i spradzeniu czy mam na czujniku zero okazuje się że mam przesunięcie w osi X 0.25 Y 0.025 czyli nie trafia w środek łożyska .
Wykonałem jeszcze jedną prubę a dokładnie przymocowałem do stołu łożysko i ustawiłem zera( środek łożyska) na X i Y i po odjechaniu od zer i następnie po podaniu w MDI G0 X0 Y0 i spradzeniu czy mam na czujniku zero okazuje się że mam przesunięcie w osi X 0.25 Y 0.025 czyli nie trafia w środek łożyska .
-
 wojtek30
wojtek30
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 384
- Rejestracja: 17 sie 2012, 14:23
- Lokalizacja: Trójmiasto
Powyższe jest w sprzeczności z tym:jarcys pisze:nie mam luzów
Przyłóż czujnik zegarowy do suportu osi i zadaj w EMC2 przesunięcie o 0.1mm raz w jedną, raz w drugą stronę. Zobacz czy wskazówka przesuwa się o 10 kresek. Jeśli mniej, to znaczy że masz backlash, czyli to o czym pisze Raven.jarcys pisze:po podaniu w MDI G0 X0 Y0 i spradzeniu czy mam na czujniku zero okazuje się że mam przesunięcie w osi X 0.25 Y 0.025
-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 271
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
Jak znajdę czas to sprawdzę to i podam a co do * kompensacji luzu nawrotnego*
gdzie to ustawiam w Emc2 ?
Przypominam że mam nowe śruby kulowe 16 ale i tak sprawdzę.
Sprawdzałem przy przyłożonym czujniku do suportu osi i ustawiłem naciąg czujnika 1mm i pokręcałem ( w obie strony) osią ręcznie wskazówka przsuwała się zgodnie z ruchem osi nie miałem postoju wskazówki czujnika gdy odwracałem kierunek.
gdzie to ustawiam w Emc2 ?
Przypominam że mam nowe śruby kulowe 16 ale i tak sprawdzę.
Sprawdzałem przy przyłożonym czujniku do suportu osi i ustawiłem naciąg czujnika 1mm i pokręcałem ( w obie strony) osią ręcznie wskazówka przsuwała się zgodnie z ruchem osi nie miałem postoju wskazówki czujnika gdy odwracałem kierunek.
-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 271
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
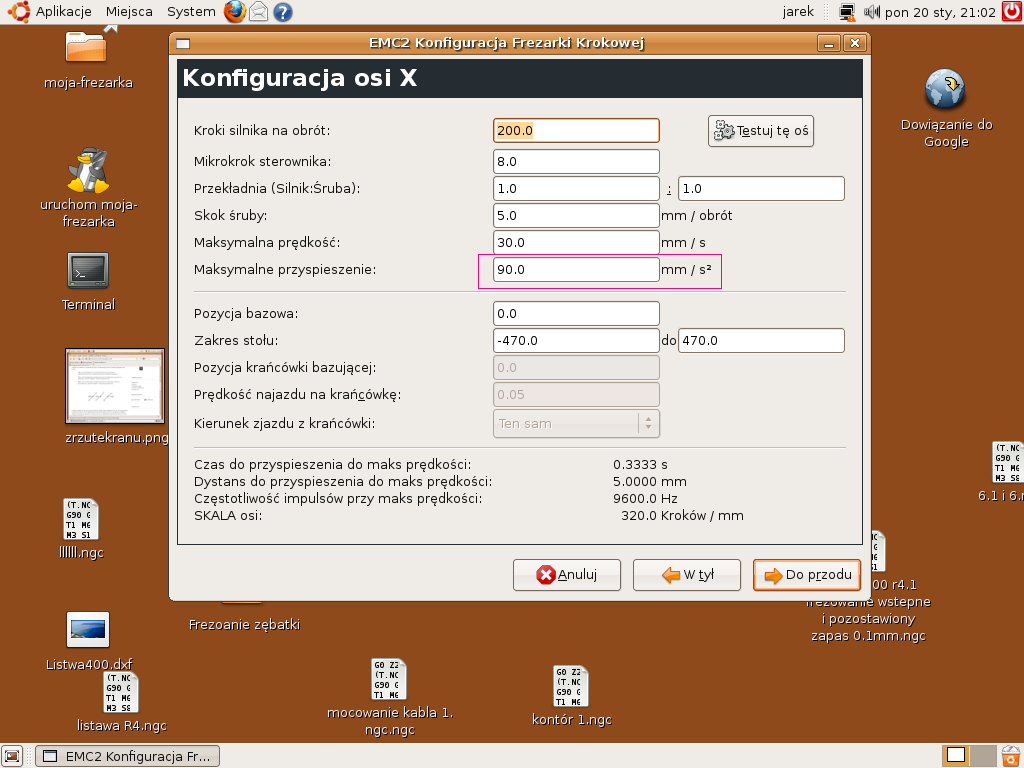
•BACKLASH = 0.0000 - Backlash in machine units. Backlash compensation value can be used to make up for small deficiencies in the hardware used to drive an axis. If backlash is added to an axis and you are using steppers the STEPGEN_MAXACCEL must be increased to 1.5 to 2 times the MAX_ACCELERATION for the axis.
Po tłumaczeniu
• LUZ = 0,0000 - luz w jednostkach maszynowych. Wartość kompensacji luzu może być stosowany w celu uzupełnienia braków w małych urządzeń używanych do napędu osi. Jeśli luz jest dodawany do osi i używasz steppery STEPGEN_MAXACCEL musi być zwiększona do 1,5 do 2 razy w MAX_ACCELERATION na osi.
Gdzie ten luz dodaje proszę o wyjaśnienie krok po kroku pozdrawiam i dziękuje.
musi być zwiększona do 1,5 do 2 razy w MAX_ACCELERATION na osi
max przyspieszenie
A może to wina laptopa mówią że nie nadają się do obsługi takich maszynek ?
Po tłumaczeniu
• LUZ = 0,0000 - luz w jednostkach maszynowych. Wartość kompensacji luzu może być stosowany w celu uzupełnienia braków w małych urządzeń używanych do napędu osi. Jeśli luz jest dodawany do osi i używasz steppery STEPGEN_MAXACCEL musi być zwiększona do 1,5 do 2 razy w MAX_ACCELERATION na osi.
Gdzie ten luz dodaje proszę o wyjaśnienie krok po kroku pozdrawiam i dziękuje.
musi być zwiększona do 1,5 do 2 razy w MAX_ACCELERATION na osi
max przyspieszenie
A może to wina laptopa mówią że nie nadają się do obsługi takich maszynek ?






