



Smarowanie łożysk otwartych wałków liniowych
-
 noel20
noel20
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 7
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
Te łożyska mają zgarniacze. Przynajmniej na końcach, bo te wycięcie na podporę wałka to wygląda jakby ktoś szlifierką robił.
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
Tagi:


-
noel20
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 7
- Posty: 1395
- Rejestracja: 02 lip 2010, 07:15
- Lokalizacja: Białystok
No i wszytko jasne. Chciałem profilaktycznie, ale jeżeli nie ma potrzeby to jestem zadowolony 
Betonowo-aluminiowy ploterek
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
http://www.cnc.info.pl/topics60/nowy-pr ... t45271.htm
-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
 ALZ
ALZ
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 3433
- Rejestracja: 06 sie 2004, 01:42
- Lokalizacja: Śląsk
- Kontakt:
Jeśli mamy dostęp do odpowiednich narzędzi to z reguły nie ma problemu.
Mając odpowiednie wiertło to stal szybkotnącą także mozna przewiercić, ale nie są to standardowe narzędzia. Tu w tym przypadku kolega chyba nie miał świadomości że tuleja łożyska jest ze stali łożyskowej. Poza tym do wiercenia wiertłami monolitycznymi ze spieków nie wystarczy wiertarka ręczna i też trzeba mieć odpowiedni sprzęt.
Mając odpowiednie wiertło to stal szybkotnącą także mozna przewiercić, ale nie są to standardowe narzędzia. Tu w tym przypadku kolega chyba nie miał świadomości że tuleja łożyska jest ze stali łożyskowej. Poza tym do wiercenia wiertłami monolitycznymi ze spieków nie wystarczy wiertarka ręczna i też trzeba mieć odpowiedni sprzęt.
-
Malaxis
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 659
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Pozwolę się podpiąć pod temat,
muszę rozwiercić łożyska liniowe THK tak, żeby dało się je przykręcać od spodu i
nie wiem jak się za to zabrać. Dokładnie chodzi o to, żeby łeb śruby mógł się ładnie
schować. Myślałem, żeby rozwiercić te wózki frezem, ale czy czasem nie są one hartowane?
Nie udało mi się znaleźć jeszcze informacji czy THK hartuje całe wózki czy tylko bieżnie.
(Np Schneeberger hartuje całe wózki)

muszę rozwiercić łożyska liniowe THK tak, żeby dało się je przykręcać od spodu i
nie wiem jak się za to zabrać. Dokładnie chodzi o to, żeby łeb śruby mógł się ładnie
schować. Myślałem, żeby rozwiercić te wózki frezem, ale czy czasem nie są one hartowane?
Nie udało mi się znaleźć jeszcze informacji czy THK hartuje całe wózki czy tylko bieżnie.
(Np Schneeberger hartuje całe wózki)
-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
ALZ: wiertla z weglikow sprzetem specjalistycznym ?
Sprzet jak kazdy inny przeznavzony do najtwardszych stopow, podpbnie jak woertla kobaltowe do nierdzewnej itd. W dzisiejszym swiecie pojecia standardowe i wyspecjalizpwane maja coraz wezszy zakres zastospwania. Inzynier musi znac jakie narzedzie uzyc do jakiej pracy.
Co do wiertarki, tak stolowa mozna wiercic takim wiertlem z powodzeniem.
Pozdrawiam
Sprzet jak kazdy inny przeznavzony do najtwardszych stopow, podpbnie jak woertla kobaltowe do nierdzewnej itd. W dzisiejszym swiecie pojecia standardowe i wyspecjalizpwane maja coraz wezszy zakres zastospwania. Inzynier musi znac jakie narzedzie uzyc do jakiej pracy.
Co do wiertarki, tak stolowa mozna wiercic takim wiertlem z powodzeniem.
Pozdrawiam
-
 Alvar4
Alvar4
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1360
- Rejestracja: 18 sie 2010, 10:58
- Lokalizacja: Okolice Łodzi
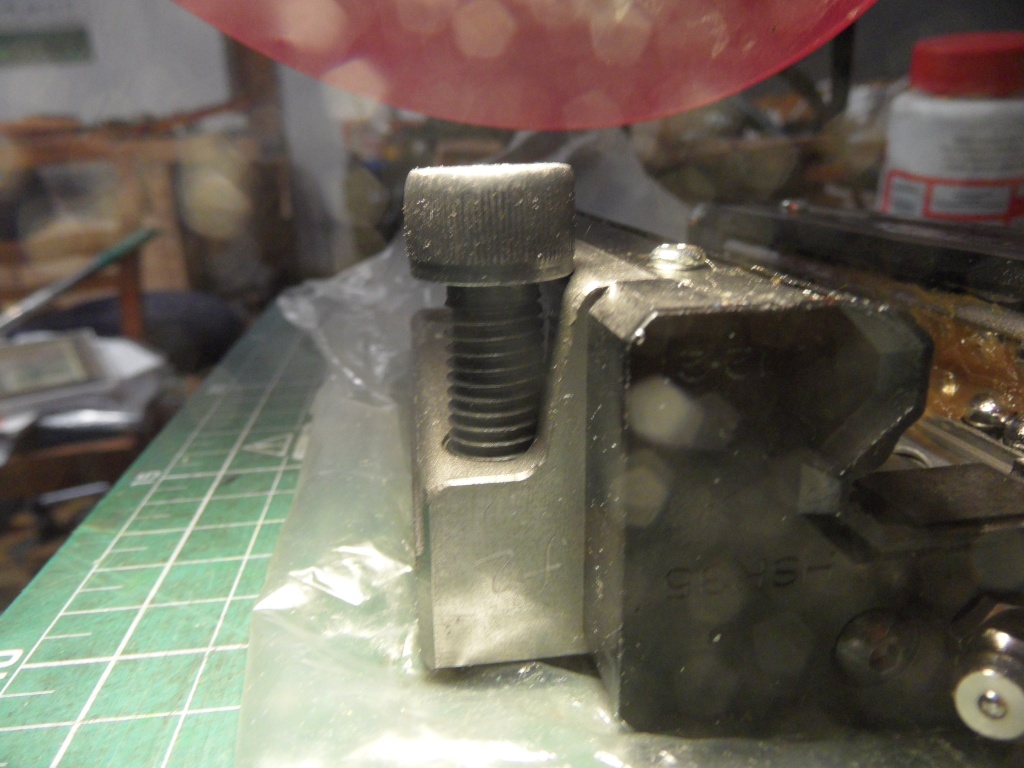
Zanim zaczniesz frezować to lepiej się upewnij czy nie przetniesz wewnętrznego tunelu zawracającego kulki. Tam jest bardzo mało materiału i na pewno przetniesz ten kanał i wózek skończy na śmietniku.
Tu masz notę katalogową THK SR :
http://www.ebmia.pl/pliki/dodatkowe/Pro ... MiA.pl.pdf
Strona 3, tam wyraźnie widać że ścianka przy wybraniu na śrubkę ma około 2mm. Wózki HSR mają trochę grubszą ściankę w tym miejscu niż SR ale i tak istenieje duże ryzyko że przetniesz kanał.
Przykręć te wózki na imbusa rozmiar mniejszego (podejrzewam że to M5 będzie) i najtwardszego jakiego dostaniesz (12.9) i będzie trzymać.
Tu masz notę katalogową THK SR :
http://www.ebmia.pl/pliki/dodatkowe/Pro ... MiA.pl.pdf
Strona 3, tam wyraźnie widać że ścianka przy wybraniu na śrubkę ma około 2mm. Wózki HSR mają trochę grubszą ściankę w tym miejscu niż SR ale i tak istenieje duże ryzyko że przetniesz kanał.
Przykręć te wózki na imbusa rozmiar mniejszego (podejrzewam że to M5 będzie) i najtwardszego jakiego dostaniesz (12.9) i będzie trzymać.

-
Malaxis
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 2
- Posty: 659
- Rejestracja: 01 lut 2011, 00:31
- Lokalizacja: Bolechowice/Kraków
Sprawdziłem już jak wygląda sprawa ze ścianką rozkręcając wózek, wygląda to tak, że
będę musiał użyć do przykręcenia wózka zamiast śrub M10 to M8'ki bo inaczej
właśnie uszkodził obieg kulek.
Dostałem szybką odpowiedź od HENNLICH - THK Polska i napisali, że hartowane są tylko
bieżnie więc nie będzie problemu z frezowaniem.

będę musiał użyć do przykręcenia wózka zamiast śrub M10 to M8'ki bo inaczej
właśnie uszkodził obieg kulek.
Dostałem szybką odpowiedź od HENNLICH - THK Polska i napisali, że hartowane są tylko
bieżnie więc nie będzie problemu z frezowaniem.






