IMPULS3 pisze:ale to nadal nie daje odpowiedzi jak prostować
Są tam zawarte dwie informacje:
- pierwsza, że metoda chłodzenia w dwu temperaturach znacząco zmniejsza odkształcenia,
- druga (o która kolega pyta), prostowania jeszcze na gorąco, kiedy temperatura powierzchni i środka materiału ma tę samą wartość co wyrównuje naprężenia, przed "dohartowaniem" ostatecznym materiału (w czasie którego pojawia się martenzyt),
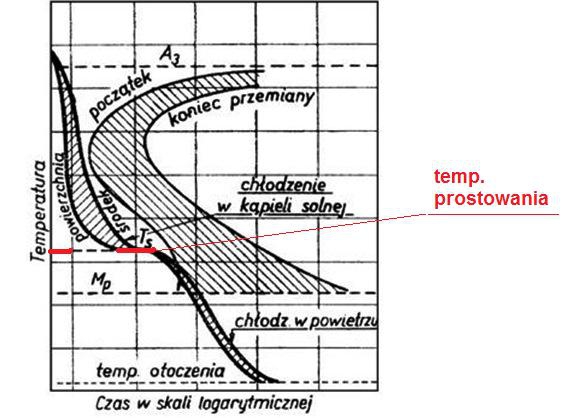
(dla porównania temperatury powierzchni (
p) i środka(
r) przy hartowaniu dwustopniowym (a,) i jednostopniowym (b,)
a,)

b,)

o naprężeniach
http://www.labmat.pw.plock.pl/metal/pdf/w-9.pdf
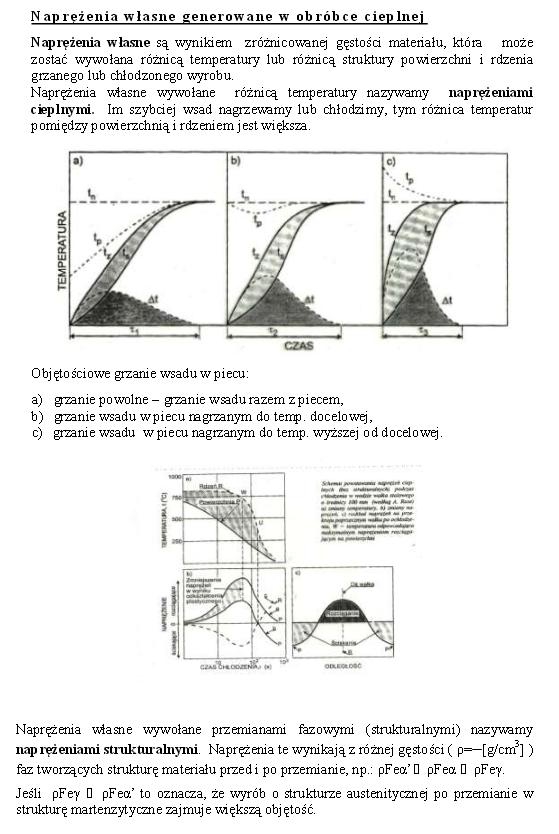
Hartowanie „ Ausbay „(dwustopniowe) jest procesem hartowania martenzytycznego złożonym z dwóch etapów chłodzenia. Pierwszy etap przebiega z prędkością równą lub większą od prędkości krytycznej i jest kontynuowany do temperatury występowania „ klina ” na krzywej CTP ( pod charakterystycznymi noskami na krzywej CTP), np.: 540oC. Jest to obszar znajdujący się powyżej temp. Ms, w którym następuje wyrównanie temperatur na przekroju obrabianego elementu (powierzchnia – rdzeń) w czasie nie przekraczającym czasu trwałości austenitu. Następny etap to dalsze chłodzenie z przejściem przez temperaturę Ms i zapewnienie w ten sposób niemal jednoczesnej przemiany martenzytycznej w całym przekroju obrabianego elementu.
Taki sposób prowadzenia etapu chłodzenia minimalizuje naprężenia i odkształcenia, zapewniając uzyskanie właściwości mechanicznych (twardość, wytrzymałość na rozciąganie, wytrzymałość na kruche pękanie itd.) odpowiadających uzyskiwanym za pomocą konwencjonalnego hartowania, ale z wyraźnym ograniczeniem ryzyka wystąpienia pęknięć hartowniczych.
Nie będę tu rozwijał wątku, bo w necie bez problemu znajdą koledzy mnóstwo opracowań na ten temat jeśli ktoś zechce się weń zagłębiać..
http://www.im.mif.pg.gda.pl/download/ma ... czanie.pdf
http://mailgrupowy.pl/shared/resources/ ... arzedziowe
http://www.stalnierdzewna.com/baza-wied ... artowania/
https://notatek.pl/hartowanie-stopniowe ... wanie#gref
Istnieje jeszcze jedna, mało znana metoda usuwania naprężeń przy hartowaniu, o której pisze kolega
melonmelon - wibracyjna..
http://pubserv.uprp.pl/publicationserve ... 1279B1.pdf
Edit. Chyba tu znajdą koledzy meritum... (zwłaszcza rozdz. 1.5; 4.6; 4.6.3;
5.; 5.4 )
http://www.bc.pollub.pl/Content/573/technologia.pdf
http://zasada.zut.edu.pl/m1-31/Skawinsk ... maszyn.pdf
http://simr.pw.edu.pl/var/wwwglowna/sto ... f9a3e1.pdf (12.3; itd...)




")


")
")

")







