



Czy taka operacja przy pomocy palnika ma sens i czy wniesie coś do ramy pospawania więcej niż zero.
Ramę mam po spawaną, jest prosta i zastanawiam się czy ją zostawić bez wyżarzania na dłużej i może w przyszlości coś się z niej zrobi.
Lub wykonać taką prowizorkę która być może nic nie wniesie lub pogorszy sytuację.
Wyżarzanie i odprężanie spawów


-
InzSpawalnik
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2379
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Przy wyżarzaniu powinno się poddać cały element działaniu odpowiednie temperatury (zależnej głównie od rodzaju materiału). Temperatura powinna narastać w określonym tempie, być utrzymana przez czas zależny od masy elementu i opadać też przez określony czas. Doświadczony operator potrafi dobrać te parametry na podstawie rodzaju materiału i masy elementu. Tak, z grubsza to powinno wyglądać, teraz porównaj to z potraktowaniem palnikiem 
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
-
i7mak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 7
- Posty: 15
- Rejestracja: 03 gru 2016, 18:47
- Lokalizacja: Chrzanów
Tylko proszę podać mi firmę która bez zbędnej zwłoki która trwa w nieskończoność albo nie mamy czasu na pojedyncze wsadzaj ie do pieca mamy stałe zlecenia itd.InzSpawalnik pisze:Oddaj do firmy wyspecjalizowanej w obrobce cieplnej. Palnikiem co najwyzej wprowadzisz narezenia dodatkowe.
Bez radnych achow i marudzenie to wykona.
I za zrobienie, nie krzykneli ceny zaporowej tylko po to aby się odpierniczyć i tego nie robić.
Z miłą chęcią bym to zrobił tylko już mnie szlak trafia jak za każdym razem słyszę to samo i szkoda czasu na bezsensowne jeżdżenie i dzwonienie.
")
-
i7mak
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 7
- Posty: 15
- Rejestracja: 03 gru 2016, 18:47
- Lokalizacja: Chrzanów
To chyba całkiem sporo a wielkość materiału jaka była ?maglo18 pisze:Ja zapłaciłem niecałe 400 pln za dwa elementy.
A ile się płaci za wyrównanie ramy pod prowadnicę lub same przyspawane prowadnicę + ewentualnie za wyrównanie całego stołu ( to zapewne już duża kwota )
To chyba wyjaśnia że małe maszyny i średnie lepiej wykonać z aluminium, gdyż mimo że jest droższe nie ponosimy pewnych wydatków ( i jest mniej problemów ) łatwiejsze w obróbce
i dokładniejsze.
-
Markwild2100
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 6
- Rejestracja: 10 kwie 2014, 20:16
- Lokalizacja: Dąbrowa Górnicza
- Kontakt:
Prostowanie i odprężanie płomieniowe ręcznie palnikiem to najlepszy sposób, zajmuję się takimi sprrawami od lat zawodowo.
Jeśli potrzeba to mogę opisać jak to w praktyce wygląda, niestety doświadczenie do tego zdobywa się dłużej niż wysoki poziom spawania. Bardzo mało jest takich ludzi jak już to w poważnych zakładach typu Mostostal, Famago itp.
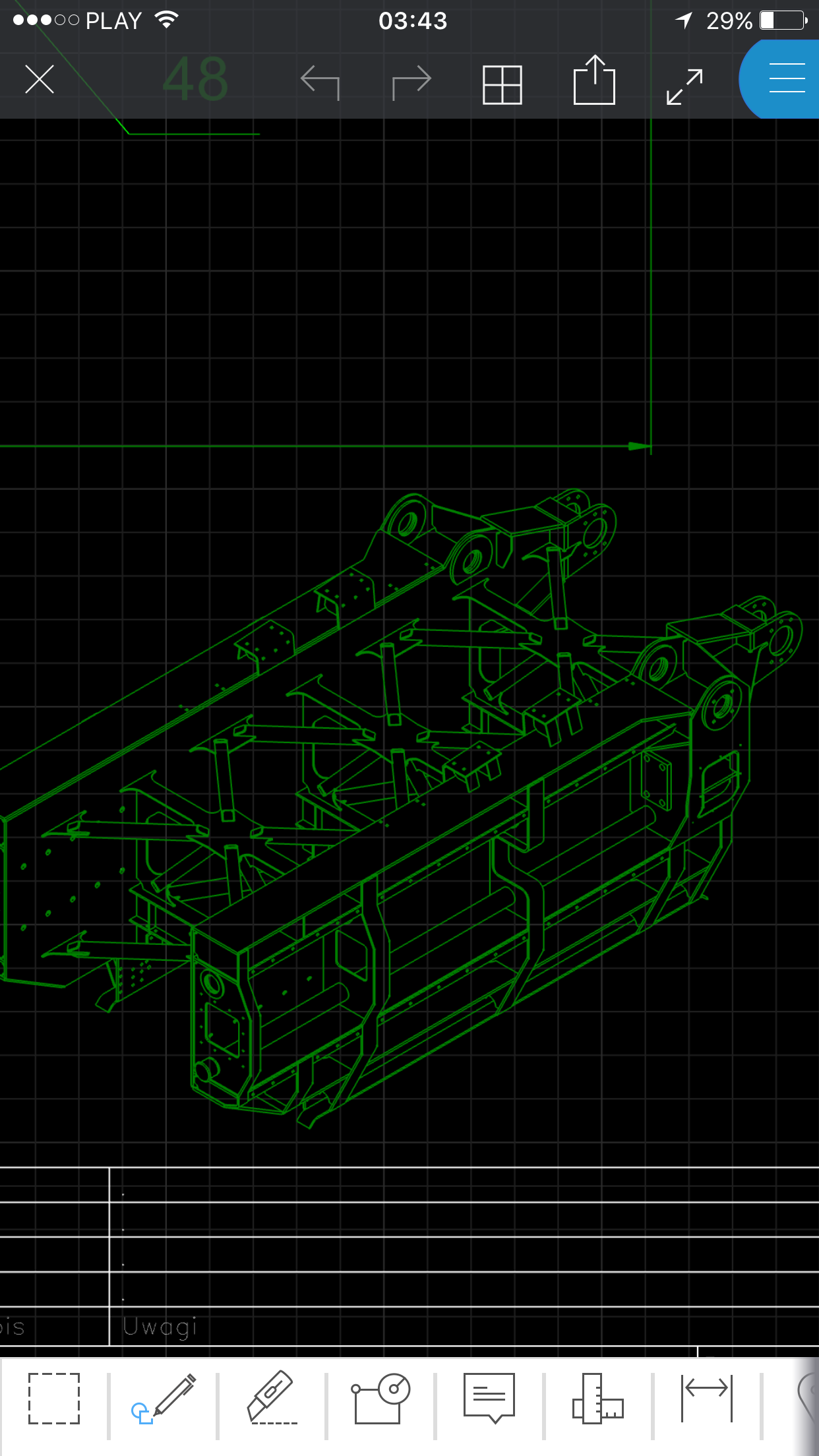
Jedna z moich tegorocznych konstrukcji (Famago)

Przekątna około 5000mm, maksymalny odchyłek 1.5mm (klasa A konstrukcji dopuszcza 5mm)
To plantownik koparki łańcuchowej.
Jeśli potrzeba to mogę opisać jak to w praktyce wygląda, niestety doświadczenie do tego zdobywa się dłużej niż wysoki poziom spawania. Bardzo mało jest takich ludzi jak już to w poważnych zakładach typu Mostostal, Famago itp.
Jedna z moich tegorocznych konstrukcji (Famago)
Przekątna około 5000mm, maksymalny odchyłek 1.5mm (klasa A konstrukcji dopuszcza 5mm)
To plantownik koparki łańcuchowej.






