



")
Cała obróbka przewidziana na 1 tokarkę CNC z dodatkowo napędzanymi narzędziami.
Problem dotyczy sposobu pozycjonowania po przemocowaniu przedmiotu w celu obróbki 2 strony.
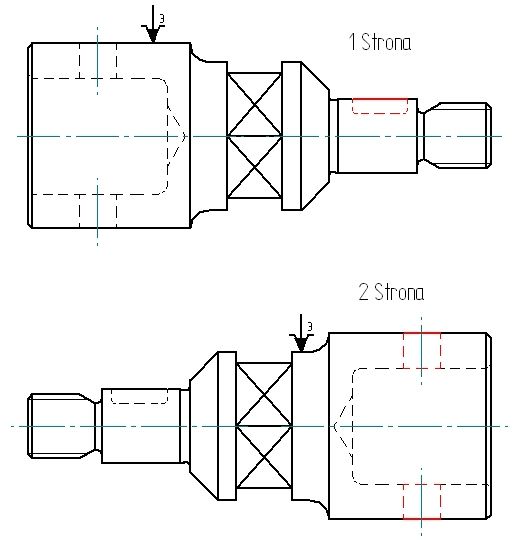
W jaki sposób zapewnić pozycjonowanie, aby rowek wpustowy i otwory znalazły się na 90° po przemocowaniu przedmiotu ?
Czy w tym przypadku lepszy był by wariant z uchwytem przedmiotu z obu stron w kłach, a wykonanie otworu z drugiej strony na innej tokarce CNC przy zamocowaniu w uchwycie 3-szczekowym?
Czoła i nakiełki uprzednio wykonane na frezarko-nakiełczarce.
Głowicy przechwytującej brak, przemocowanie ręczne.
Pozdrawiam



")







