IMPULS3 pisze:
A nie lepiej jedno a porządne?
Nie jest to takie oczywiste

Jak to powiadają "Punk widzenia zależy od miejsca siedzenia "
Koledzy jesteście profesjonalistami i stykacie się na co dzień z innymi warunkami jak
ja - amator

Dla mnie korzyści np z zakupu gotowej fortunki wcale nie są takie oczywiste...
Uwzględniając jej koszt...
Bo oto, jeśli jednym z interesujących mnie problemów jest przeszlifowanie wewnętrznej
powierzchni stożka MK2, to uzyskanie odpowiednich obrotów na dużym wrzecionie
wymagało będzie napędu o odpowiedniej mocy i prędkości obrotowej...
Oraz odpowiednio dużych kół przekładni ( przy założeniu, że korzystamy tylko z przekładni
pasowej )...
Co spowoduje, że w efekcie cały zespół szlifierki będzie miał spore gabaryty i...
W konsekwencji może się nie nadawać do instalowania na małych maszynach...
A co miało największy wpływ na te gabaryty ?
Właśnie parametry wrzeciona i zastosowanej przekładni pasowej...
Oczywiście, że w innych warunkach... Przy większych średnicach szlifowanej powierzchni
problem nie będzie już tak dotkliwy...
Ot choćby ze względu na wymaganą mniejsza prędkość i mniejszą średnicę koła pasowego
na silniku...
Ale... Czy przy braku porządnej możliwości pozycjonowania zespołu szlifierskiego na maszynie
( brak dosuwu hydraulicznego, krzywkowego, czy jakiegokolwiek ) uzyskam jakieś
sensowne efekty, które uzasadniały by spory wydatek na fortunkę ?
Obawiam się, że nie...
Dlatego uważam, że łatwiej i w sumie taniej będzie wykonać modułową szlifierkę, która
jednocześnie pokaże mi granice możliwości mojego warsztaciku
Oczywiście taniej w sensie jednorazowego wydatku finansowego...
Bo tworzenie takiej konstrukcji wymagało będzie sporo pracy i zajmie trochę czasu...
I tu własnie tkwi zasadnicza różnica w podejściu
Dla profesjonalisty ten czas i nakład pracy będzie jak sądzę zapisany po stronie strat...
Amator zaś pracując dla samej przyjemności pracowania zapisze tą samą rzecz
po stronie zysków
No bo więcej ciekawej pracy po prostu
Zresztą i z innego powodu rzecz wcale nie jest taka oczywista...
Spójrzmy przykładowo na konstrukcję wrzecion do szlifowania wałów produkowanych do
szlifierki uniwersalnej ( takiej do wałków i otworów )...
Na zdjęciu poniżej mamy chyba wszystkie:
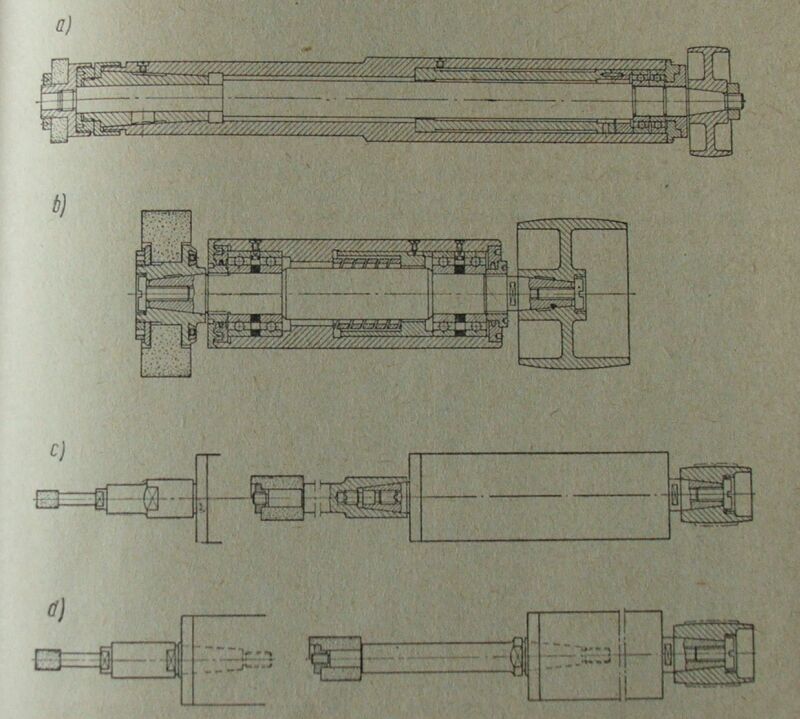
Są tutaj wrzeciona umożliwiające szlifowanie zarówno głębokich, jak i płytkich otworów...
Łatwo zauważyć, dążenia konstruktorów...
Oto jak największej średnicy trzpień ( byle mniejszy od średnicy tarczy ) i jak najbliżej
łożyska mocowana tarcza... Oraz stopniowane trzpienie do "korków" szlifierskich...
Tak, że nawet w obrębie jednej fabrycznej szlifierki mamy kilka rodzajów wrzecion do szlifowania otworów...
Oczywiście, kto by je wszystkie trzymał na składzie, skoro np zastosowanie
dłuższego trzpienia przy szlifowaniu dłuższych otworów o małych średnicach i odsunięcie ściernicy od zespołu łożyskującego
nie pogorszy w żadnym zauważalnym stopniu jakości obróbki...
To w przypadku fabrycznego, porządnie łożyskowanego wrzeciona...
Bo czy ten sam efekt wystąpi w przypadku taniego wrzeciona własnej roboty ?
Raczej nie... Prawda ?
Tutaj, jeśli chcę uzyskać jakieś ( oby ) akceptowalne efekty, nie mogę pomijać
rozwiązań, jak te zaprezentowane na zdjęciu powyżej...
Tak mi się zdaje

kamar
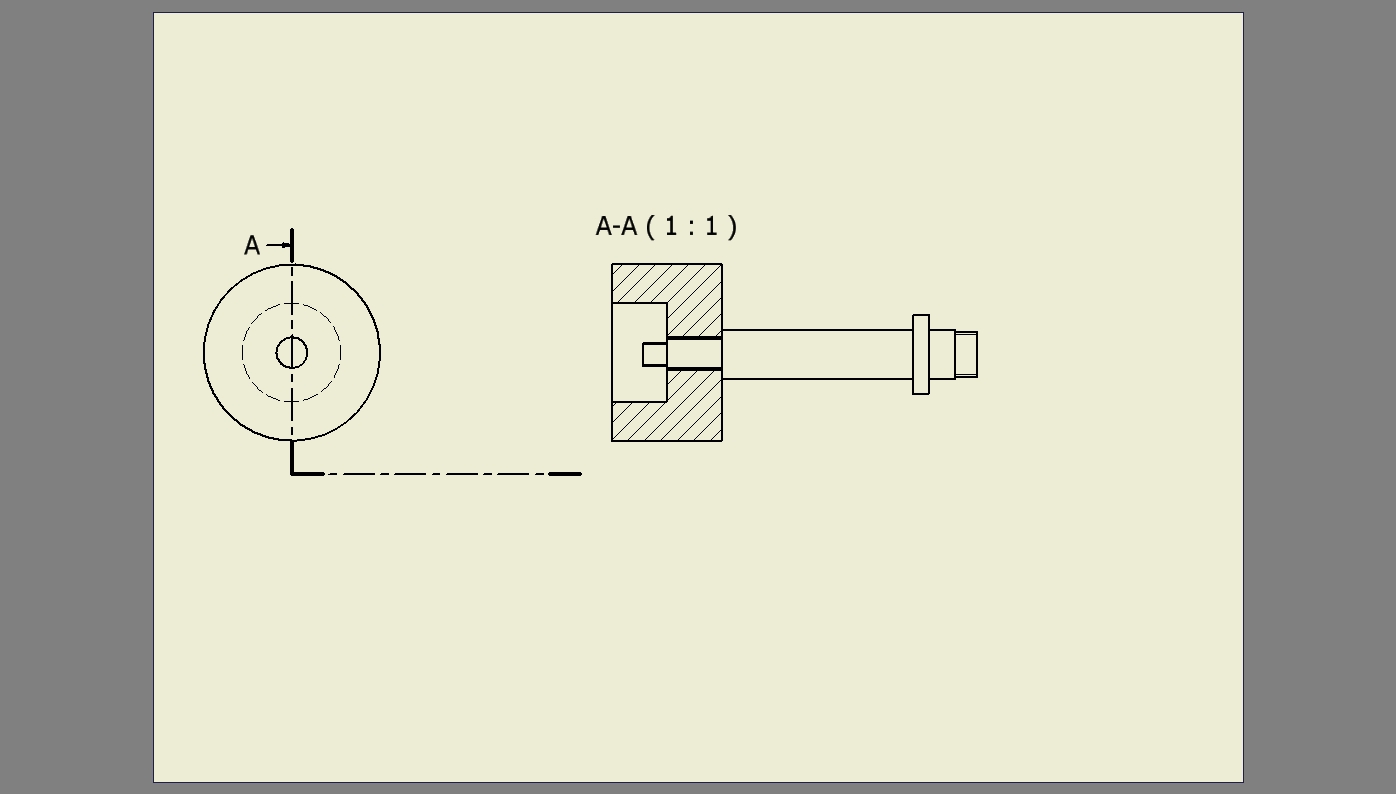
Bardzo zależało by mi na odpowiedzi na pytanie o mocowanie tych "korków" ?
Wkręcamy gwint bezpośrednio w "kamień", czy uszczelniamy jeszcze czymś ?
Jak to u Ciebie wygląda ?
Pozdrawiam
Marek




")



")
")





