



drodzy koledzy czy możecie mi prosto podać jak sprawdzić w historii maszyny zapisy dotyczące wprowadzanych zmian
i czy jest możliwość wykasowania z tej historii zapisów.
Może tam znajdę podpowiedź , bo jeżeli uruchamiał jakieś funkcje to powinno tam być ??? czy nie?
Znaleziono 10 wyników
Wróć do „Ustawienia maszynowe "MP" Heidenhain”
- 10 mar 2020, 21:43
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
- 09 mar 2020, 19:29
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
można jaśniej z tym wyzerowaniem.JacekBelof pisze: ↑07 mar 2020, 10:45Czytam to i tak się zastanawiam... jest taki cykl jak CYCLE 7 DATUM SHIFT... i on się różnie zachowuje w zależności od implementacji sterowania... mamy w sumie 6 maszyn na HH i na dwóch, jeśli nie odwołamy, przesunięcia zapamiętuje nawet po wyłączeniu zasilania... zresztą tyczy się to też i pozostałych transformacji (rotacji, skalowania, odbicia lustrzanego).
Spróbuj wpisać w MDA:
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X+0
CYCL DEF 7.2 Y+0
CYCL DEF 7.3 Z+0
Jeśli to by było to, to nie zapomnij potem, po każdym wywołaniu takich przekształceń, wyzerować ich.
Na początku przyszła mi na myśl jeszcze kalibracja układu pomiarowego, ale jeśli problemy w osi X i Y nie wystąpiły równocześnie, to raczej nie to.
czy za każdym razem trzeba użyć tych funkcji po wczytaniu bazy programu?
tak jak dla laika.
ps podejrzałem dzisiaj że mój zmiennik wczytuje te punkty bazowe.
- 08 mar 2020, 22:04
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
COŚ WIĘCEJ O TYCH TABELACH
JAK SPRAWDZIĆ CZY JEST COŚ ZMIENIONE?
TABELA NARZĘDZI ROZUMIEM WYWOŁANA Z DOLNEGO PASKA
a gdzie szukać tabeli procesów?
JAK SPRAWDZIĆ CZY JEST COŚ ZMIENIONE?
TABELA NARZĘDZI ROZUMIEM WYWOŁANA Z DOLNEGO PASKA
a gdzie szukać tabeli procesów?
- 08 mar 2020, 21:26
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
tutaj nic nie jest przypadkowe lecz specjalne działania. ja jestem operatom pracującym na tej maszynie sam od miesiąca a moje doświadczenie jest dwumiesięczne wcześniej pracowałem na innym systemie sterowania , natomiast zmiennik jest osoba ,która ma 5 letnie doświadczenie i dodatkowo programuje ją.
jak wyjaśnić ,że elementy które wykonywałem wcześniej sam bez problemu , teraz postępując tak samo nie jest możliwa praca na maszynie.
jak wyjaśnić różnicę pomiędzy parametrami rzeczywistymi a w pracy automatycznej?
jak wyjaśnić, że w innym przypadku dane wartości poszczególnych osi się zgadzają a narzędzie ustawia się zupełnie gdzie indziej
Dodane 1 minuta 38 sekundy:
moim zdaniem to jest celowe tylko jeszcze raz zapytam
co i gdzie jest zmienione?
jak wyjaśnić ,że elementy które wykonywałem wcześniej sam bez problemu , teraz postępując tak samo nie jest możliwa praca na maszynie.
jak wyjaśnić różnicę pomiędzy parametrami rzeczywistymi a w pracy automatycznej?
jak wyjaśnić, że w innym przypadku dane wartości poszczególnych osi się zgadzają a narzędzie ustawia się zupełnie gdzie indziej
Dodane 1 minuta 38 sekundy:
moim zdaniem to jest celowe tylko jeszcze raz zapytam
co i gdzie jest zmienione?
- 08 mar 2020, 20:10
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
żadne z powyższych funkcji nie są używane natomiast w piątek ustawiał mi elementy do obróbki. pracuje na maszynie 5-cio osiowej ze stołem obrotowym. Wykonuje elementy na stronie B0 wszystko hula. zmieniam elementy wprowadzam program do ich wykonania i tu zonk . W osiach X i Y ustawia się na pozycji zgodnie z danymi w programie , natomiast kiedy ma ruszyć w osi Z posuw się zatrzymuje i wyskakuje mi u góry ekranu komunikat :"wyłącznik krańcowy Z- przy czym u dołu ekranu zmienia mi się wartość osi Z i pojawia mi się Z+2171JacekBelof pisze: ↑07 mar 2020, 10:45Czytam to i tak się zastanawiam... jest taki cykl jak CYCLE 7 DATUM SHIFT... i on się różnie zachowuje w zależności od implementacji sterowania... mamy w sumie 6 maszyn na HH i na dwóch, jeśli nie odwołamy, przesunięcia zapamiętuje nawet po wyłączeniu zasilania... zresztą tyczy się to też i pozostałych transformacji (rotacji, skalowania, odbicia lustrzanego).
Spróbuj wpisać w MDA:
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X+0
CYCL DEF 7.2 Y+0
CYCL DEF 7.3 Z+0
Jeśli to by było to, to nie zapomnij potem, po każdym wywołaniu takich przekształceń, wyzerować ich.
Na początku przyszła mi na myśl jeszcze kalibracja układu pomiarowego, ale jeśli problemy w osi X i Y nie wystąpiły równocześnie, to raczej nie to.
pytanie jak to możliwe że w parametrach w trybie ręcznym wartości są OK a po uruchomieniu programu zmienia mi się wartość osi Z na dużo większą ???
obracam stołem o 180 stopni mam zamontowane elementy i rzekomo ustawiona baza mam jedynie wpisać program i włączyć enter. Co się dzieje
w osi Y ustawia się na pozycji natomiast w osi X pomimo że pokazuje wartość zgodną z programem idzie na pozycję poza elementem o pewną wartość, tak samo w osi Z co ciekawe wartości w osiach w trybie ręcznym są takie same jak ie wyświetlają się u dołu ekranu w trybie automatycznym.
Wcześniej było tak że wartości w osiach X i Z pomiędzy trybem ręcznym a pracy w trybie automatycznym różniły się o stałą wartość np w osi X było to 405,46 a w osi
z 931,481.
Chciałem sprawdzić ustawienia parametrów bazy ale niestety nie wyświetliły mi się osie a jedynie u góry ekranu komunikat"kątosi nierówny kątowi nachylenia"
i tu poległem
obserwując w piątek jak ustawia elementy zauważyłem że otworzył jakąś tablicę na całą stronę w której były zera albo kreski , myślałem że to tabela baz zerowych ale nie. CO TO MOGŁO BYĆ??
Dodane 9 minuty 29 sekundy:
Musi coś zmieniać w ustawieniach maszynowych , na pewno nie w programie ale co i gdzie. Ostatnio pomimo że posuw można zwiększyć do max. 150% mam ustawione że max 100% maszyna pomimo zwiększania wartości powyżej 100% porusza się ze stałą prędkością.
- 08 mar 2020, 18:47
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
Witam
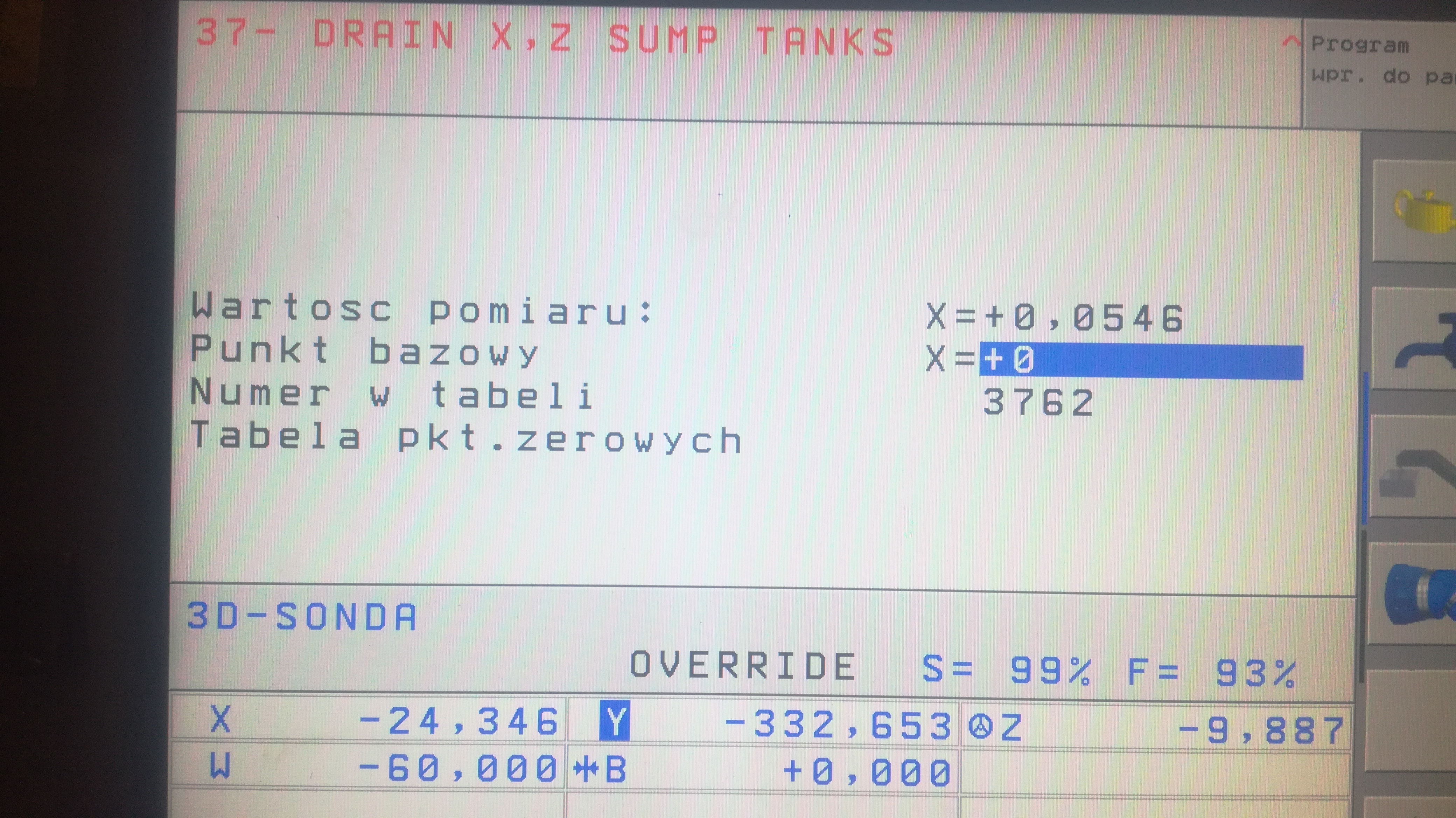
z tego jak mi pokazali przy ustawianiu bazy nie ma znaczenia jaka baza jest przywołana ,ponieważ pomiar jest w odniesieniu zera maszyny, u mnie X0 jest środek stołu w osi X a wartość maszynowa Y0 znajduje się od powierzchni stołu i wszystkie bazy które są mierzone są odnoszone do zer maszynowych. jedynie bardzo ważne jest aby przy zapisywaniu danych do bazy przed tym wprowadzić właściwy numer , tak robiłem i to działało.
na zdjęciu pokazuje jedynie że ponowne sprawdzenie bazy jest OK.- nie popełniłem błędu przy pomiarze.
- 07 mar 2020, 10:16
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
Witam
Czy ktoś jest w stanie mi pomóc???????
Czy ktoś jest w stanie mi pomóc???????
- 23 lut 2020, 21:26
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
[img]https:// 
 [/img]
[/img]
Dodane 7 minuty 32 sekundy:
Witam
w załączeniu jest zdjęcie z sprawdzenia bazy w osi X jaką wykonałem po wykonaniu detalu. na załączonym zdjęciu ma on na początku i końcu symetryczne zejścia. po wykonaniu frezowania przy zamontowanym detalu dosuniętym do zderzaka pierwszy skos wyszedł o 5 mm dłuższy od końcowego . Tak więc element musiałem odsunąć 5 mm od bazy aby skosy wyszły jednakowe.
sprawdzenie bazy potwierdziło, że była dobrze ustawiona.
podobny przypadek miałem w osi Y gdzie wszystkie wymiary były przesunięte o 5mm ???
jak to można wytłumaczyć.
gościu pracuje już 5 lat na tej maszynie i pisze programy a więc dobrze się zna.
Dodane 15 minuty 2 sekundy:
zapomniałem dodać ,że dwa dni wcześniej robiłem te same elementy normalnie na zderzak i było OK. a potem miałem skończyć partię i było już przesunięcie.
[/img]Dodane 7 minuty 32 sekundy:
Witam
w załączeniu jest zdjęcie z sprawdzenia bazy w osi X jaką wykonałem po wykonaniu detalu. na załączonym zdjęciu ma on na początku i końcu symetryczne zejścia. po wykonaniu frezowania przy zamontowanym detalu dosuniętym do zderzaka pierwszy skos wyszedł o 5 mm dłuższy od końcowego . Tak więc element musiałem odsunąć 5 mm od bazy aby skosy wyszły jednakowe.
sprawdzenie bazy potwierdziło, że była dobrze ustawiona.
podobny przypadek miałem w osi Y gdzie wszystkie wymiary były przesunięte o 5mm ???
jak to można wytłumaczyć.
gościu pracuje już 5 lat na tej maszynie i pisze programy a więc dobrze się zna.
Dodane 15 minuty 2 sekundy:
zapomniałem dodać ,że dwa dni wcześniej robiłem te same elementy normalnie na zderzak i było OK. a potem miałem skończyć partię i było już przesunięcie.
- 19 lut 2020, 12:30
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
Witam
po wykonaniu detalu sprawdziłem wartość bazy w poszczególnych osiach było ustawione ok.
gdyby było skalowanie to wymiary miałbym przesunięte x stały współczynnik a ty są wszystkie przesunięte o stałą wartość 5 mm
sprawdzałem też w tabeli narzędzi ustawienia elektronicznej sondy pomiarowej gdzie jest podany wymiar kulki , było ok.
Czytając posty zastanowił mnie parametr MP , czy gdyby w ustawieniach maszynowych przesunąć oś np X o 5mm jaki to da efekt??
po wykonaniu detalu sprawdziłem wartość bazy w poszczególnych osiach było ustawione ok.
gdyby było skalowanie to wymiary miałbym przesunięte x stały współczynnik a ty są wszystkie przesunięte o stałą wartość 5 mm
sprawdzałem też w tabeli narzędzi ustawienia elektronicznej sondy pomiarowej gdzie jest podany wymiar kulki , było ok.
Czytając posty zastanowił mnie parametr MP , czy gdyby w ustawieniach maszynowych przesunąć oś np X o 5mm jaki to da efekt??
- 19 lut 2020, 10:36
- Forum: Heidenhain
- Temat: Ustawienia maszynowe "MP" Heidenhain
- Odpowiedzi: 41
- Odsłony: 26245
Re: Ustawienia maszynowe "MP" Heidenhain
Witam szanownych kolegów po fachu
od sześciu tygodni pracuje na frezarce ze sterowaniem Heidenhaina i TNC 530 5-cio osiowa.
do tej pory nie miałem styczności z tym programem, pracowałem na sterowaniu Fanuca. Od tygodnia pracuje sam na zmianie w miejsce pracownika , który odszedł i zaczęły się dziać dziwne rzeczy, a mianowicie mam przesunięcie osi najpierw X o 5mm , o ostatnio oś Y o 5mm. Przy czym po ustawieniu bazy detalu i uruchomieniu programu wartości wyświetlane na ekranie są zgodne z zapisami w programie a w rzeczywistości położenie narzędzia jest o 5mm mniejsze np w programie mam podany wymiar Y 100 a narzędzie ustawia mi się na wymiarze 95mm. tak jest z wszystkimi wymiarami ,której osi dotyczy.
współrzędne bazy są prawidłowo ustawione , sprawdzałem program, jest ok.
tak więc tu wymiękam. Gościu musi zmieniać jakąś wartość ale nie wiem gdzie i jak to sprawdzić.
Czytając forum zastanawiam się czy zrobił przesunięcia osi ??? w maszynie ???
niestety dwa elementy już zepsułem szef się wkurzył.
Proszę o pomoc.
od sześciu tygodni pracuje na frezarce ze sterowaniem Heidenhaina i TNC 530 5-cio osiowa.
do tej pory nie miałem styczności z tym programem, pracowałem na sterowaniu Fanuca. Od tygodnia pracuje sam na zmianie w miejsce pracownika , który odszedł i zaczęły się dziać dziwne rzeczy, a mianowicie mam przesunięcie osi najpierw X o 5mm , o ostatnio oś Y o 5mm. Przy czym po ustawieniu bazy detalu i uruchomieniu programu wartości wyświetlane na ekranie są zgodne z zapisami w programie a w rzeczywistości położenie narzędzia jest o 5mm mniejsze np w programie mam podany wymiar Y 100 a narzędzie ustawia mi się na wymiarze 95mm. tak jest z wszystkimi wymiarami ,której osi dotyczy.
współrzędne bazy są prawidłowo ustawione , sprawdzałem program, jest ok.
tak więc tu wymiękam. Gościu musi zmieniać jakąś wartość ale nie wiem gdzie i jak to sprawdzić.
Czytając forum zastanawiam się czy zrobił przesunięcia osi ??? w maszynie ???
niestety dwa elementy już zepsułem szef się wkurzył.
Proszę o pomoc.





