




Witam serdecznie,
jestem początkującym CAMowcem i będę wdzięczny za rozwiązanie problemu który napotkałem.
Pracuje w programie fusion 360 i frezuje na frezarce ze sterowaniem Fanuc na której programowałem proste kształty w pleksiglasie, niestety materiał nie jest równej grubości co sprawia, że za każdym razem program, bądź baza muszą być zmieniane. Zmiana bazy jest mało bezpieczna gdyż kolejne narzędzie odcina pleksi na wysokości 0.1 i pomyłka skutkować uszkodzeniem stołu podcisnieniowego, zatem bezpiecznie było by podrasować program tak by po zgrubnej obróbce na wysokości np. Z 2.7 pojawia się koniec programu ( chyba M00) który pozwoli mi otworzyć drzwi i zmierzyć wysokość obróbki i w prostu sposób obniżać "Z" w jednym programie.
Operacja to kontur na 3 przejścia i osobna operacja na dedykowaną wysokość tym samym narzędziem.
Z góry dziękuję.
Michał
Zmiana wysokości Z w konturze wykańczającym


-
zibi
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1280
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Re: Zmiana wysokości Z w konturze wykańczającym
Zrób sobie osobny program na to przejście, które chcesz regulować i wpisuj tam swój Z we współrzędnej.
NX CAD, NX CAM, FREZOWANIE 5AX, ELEKTRODRĄŻARKI WGŁĘBNE I DRUTOWE. PEPS, VERICUT. Pomagam w NX przez Team Viewer. Postprocesory NX.
-
brandnew
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 146
- Rejestracja: 23 lut 2021, 21:01
Re: Zmiana wysokości Z w konturze wykańczającym
Michał wu pisze: niestety materiał nie jest równej grubości co sprawia, że za każdym razem program, bądź baza muszą być zmieniane. Zmiana bazy jest mało bezpieczna gdyż kolejne narzędzie odcina pleksi na wysokości 0.1 i pomyłka skutkować uszkodzeniem stołu podcisnieniowego, zatem bezpiecznie było by podrasować program tak by po zgrubnej obróbce na wysokości np. Z 2.7 pojawia się koniec programu ( chyba M00) który pozwoli mi otworzyć drzwi i zmierzyć wysokość obróbki i w prostu sposób obniżać "Z" w jednym programie.
Operacja to kontur na 3 przejścia i osobna operacja na dedykowaną wysokość tym samym narzędziem.
To jakaś skomplikowana metoda.
Zasadniczo tok postępowania jest taki:
- tworzysz nowy SETUP w którym możesz ustawić wielkość przygotówki - materiału wyjściowego, z którego bedziesz frezował
Dodane 12 minuty 7 sekundy:
Michał wu pisze: niestety materiał nie jest równej grubości co sprawia, że za każdym razem program, bądź baza muszą być zmieniane. Zmiana bazy jest mało bezpieczna gdyż kolejne narzędzie odcina pleksi na wysokości 0.1 i pomyłka skutkować uszkodzeniem stołu podcisnieniowego, zatem bezpiecznie było by podrasować program tak by po zgrubnej obróbce na wysokości np. Z 2.7 pojawia się koniec programu ( chyba M00) który pozwoli mi otworzyć drzwi i zmierzyć wysokość obróbki i w prostu sposób obniżać "Z" w jednym programie.
Operacja to kontur na 3 przejścia i osobna operacja na dedykowaną wysokość tym samym narzędziem.
To jakaś skomplikowana metoda.
Zasadniczo tok postępowania jest taki:
- tworzysz nowy SETUP w którym możesz ustawić wielkość przygotówki - materiału wyjściowego, z którego będziesz frezował
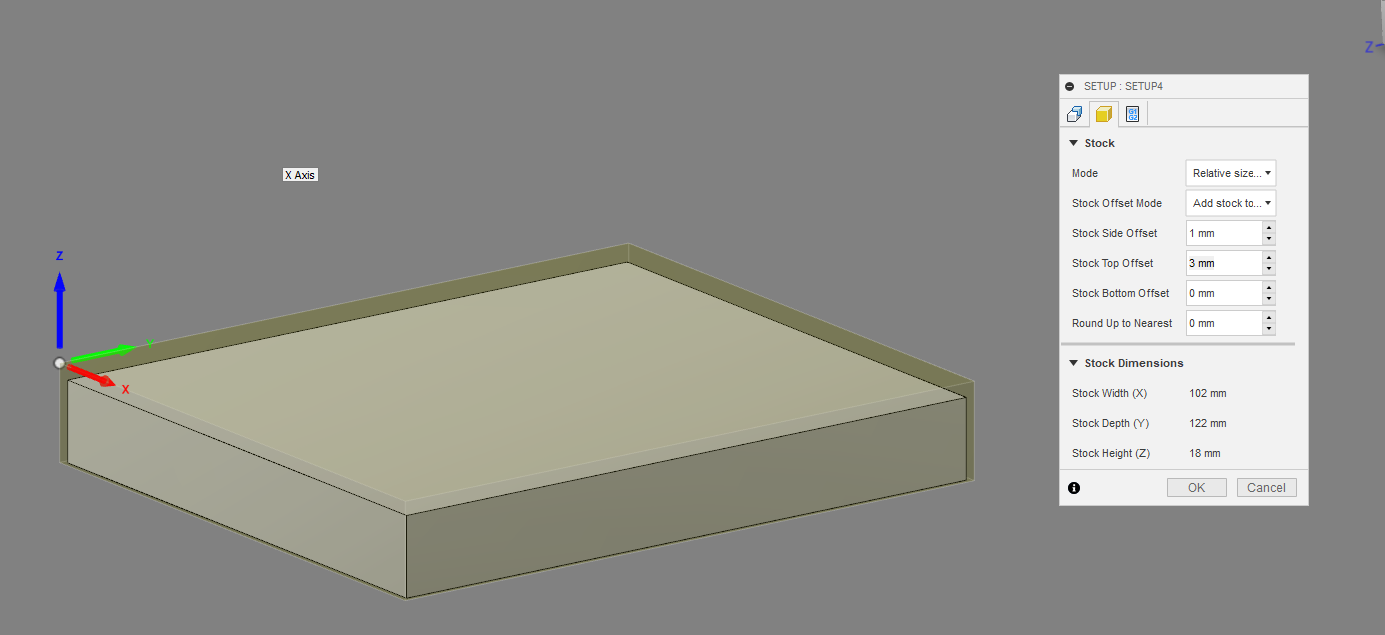
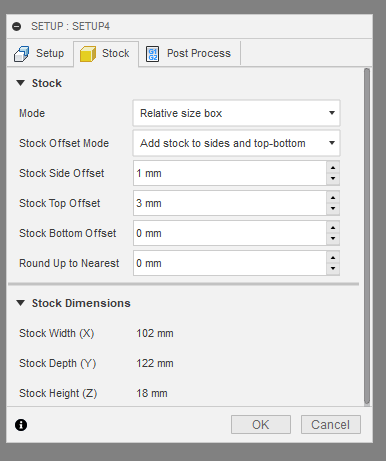
Przykładowo: jeśli w najgorszym przypadku materiał wyjściowy ma grubość 18 mm podczas gdy po obróbce ma mieć 15 mm, wówczas ustawiasz Stock Top Offset 3 mm i to tyle. Obróbka zaczyna się od wysokości 18 mm ponad bazą. Jeśli materiał będzie miał grubość powiedzmy 17 mm to ten 1 mm będzie pustym przebiegiem. Unikasz jednak otwierania drzwi mierzenia, przestawiania i kombinowania w programie. Pusty przebieg będzie szybszy niż cała zabawa w przestawianie.
-
Cris992
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 149
- Rejestracja: 25 lut 2019, 21:54
Re: Zmiana wysokości Z w konturze wykańczającym
Tak jak wyżej, zacznij obróbkę np 1mm wyżej i nie martw się o to, że blacha jest grubsza. zakładam, że bazę(grubość detalu) i tak łapiesz od poziomu stołu.






