




Mam do wykonania 7 faz 1x45°. Są to fazy na podcięciach wykonanych w otworze. Otwór jest już zrobiony na gotowo (fi38). Prowadzący kazał mi fazy razem z podcięciami wykonać tym samym nożem wewn do tocz. poprzecznego - zaosiowy (RI-GHILL-1013 L 03.00 ISO30)
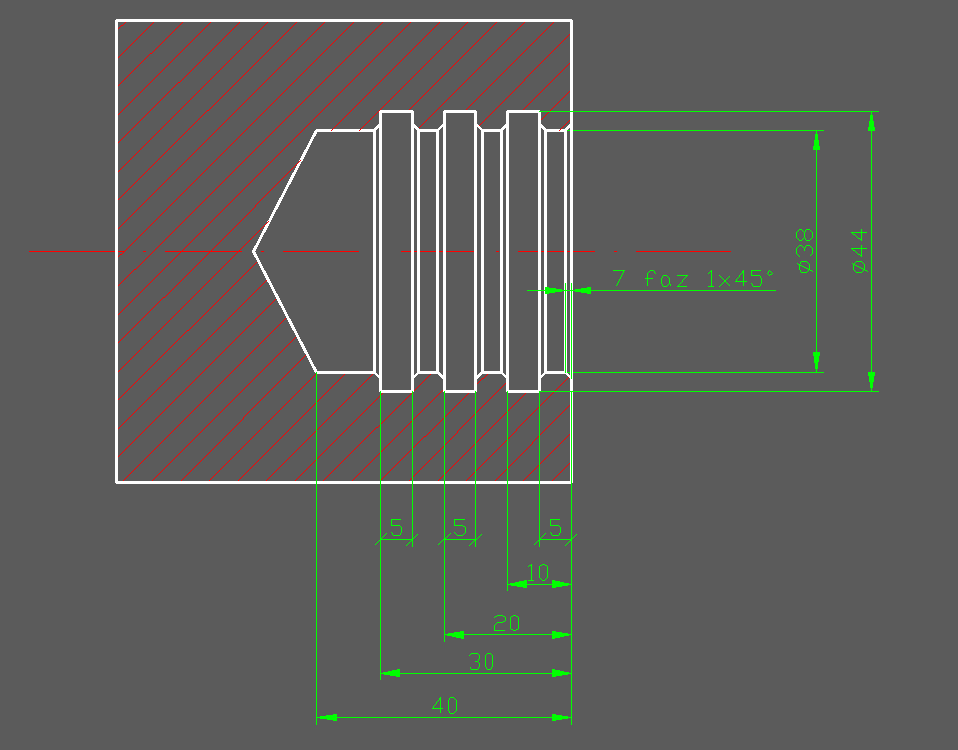 - rysunek ukazujący zagadnienia.
- rysunek ukazujący zagadnienia.Dane korekcyjne:
D07 T07 Q1 R000.200 X-013.500 Z+0155.000 G003.000 E000.000 I+000.200 K+000.200 A+000.000 L006.000 N01
Punkt zerowy X0 Z0 - na czole wykonanym na gotowo
z góry dziękuje za pomoc.


")






