getbeterr pisze: ↑27 sie 2022, 22:38
te chinskie TB bedziesz zmienial za tydzien jak ci sie osie beda zatrzymywac w czasie pracy...
Problemem nie jest sterownik, tylko Chińczyk który go sprzedaje.
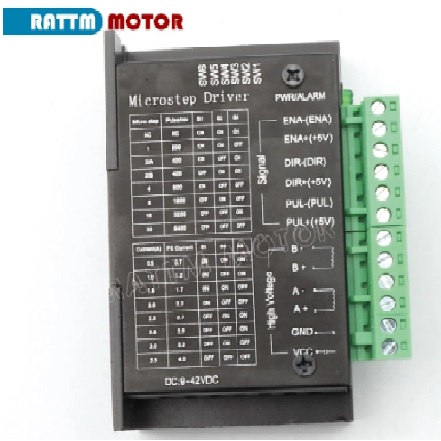
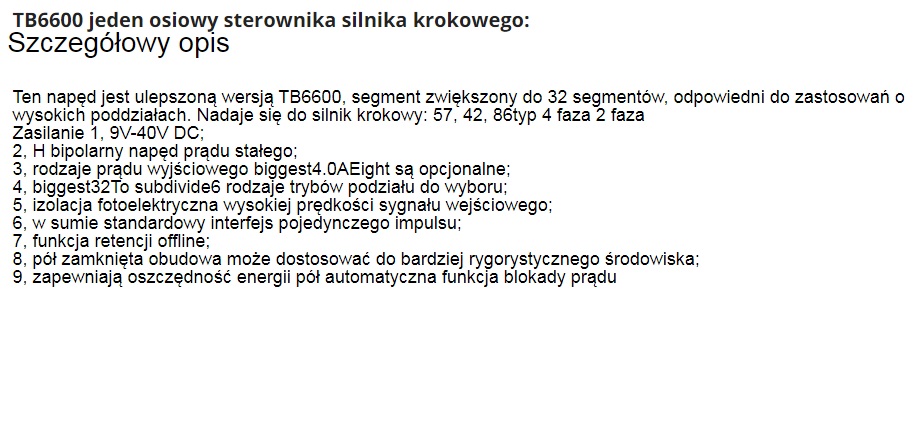
TB6600 to naprawdę bardzo dobry układ scalony, tylko ma jedną wadę - jest produkowany w drogiej obudowie, więc nie może być tani.
Natomiast TB67S109 jest produkowany w taniej obudowie, ale kiepsko odprowadzającej ciepło, więc nie może dać dużego prądu.
Do tego momentu wszystko jest w porządku, każdy ma wolny wybór czy woli tańszy czy mocniejszy ale dwa razy droższy.
Nawiasem mówiąc, na tym "podrabianym TB6600" nigdzie nie jest napisane że to TB6600.
Problem się zaczął kiedy jakiś chiński oszust ogłosił że to nie tańszy i słabszy sterownik, ale "ulepszony TB6600", i wszyscy zaczęli po nim powtarzać.
No niestety, ale trzy ampery wyciskają z TB67S109 siódme poty i nawet tyle trudno jest stabilnie uzyskać. Producent podaje maksymalny dopuszczalny prąd 4 A, ale zastrzega że w normalnej pracy nie należy przekraczać 70% tej wartości. Tak więc nie ma co się dziwić, że ustawiając 3,5 A na sterowniku prosimy się o wypadek...
Powtarzam, to nie sterownik jest zły, on po prostu jest zmuszany do pracy powyżej swoich możliwości.
Natomiast z tymi transoptorami na wejściu, to jest dłuższa historia.
Dokładnie przerabiałem ten temat przy popularnym dawniej sterowniku 3xTB6650 (nazwa podobna ale układ zupełnie inny i należy omijać go z daleka). Otóż tam były na wejściu tanie i badziewne transoptory PC817. Problemem okazała się nie częstotliwość graniczna, która jest wystarczająco wysoka, tylko CTR (coś w rodzaju współczynnika wzmocnienia).
Otóż selekcjonowane transoptory z wysokim CTR dawały sobie radę, a montowane po kolei jak leci już nie, bo się zawsze trafił jakiś słabszy.
Czyli po prostu loteria.
Dodatkowo dużo zależy od tego co jest na wejściu takiego transoptora i co na jego wyjściu. Tutaj ma być układ pracujący z napięciem 3,3 V, a więc można się spodziewać problemów, może być konieczne wzmocnienie sygnału, ale to trzeba sprawdzić, po prostu układ połączyć i zobaczyć ile Hz wytrzyma.
Jest jeszcze jeden problem - banda nieuków i ignorantów, która zalewa internet totalnymi bzdurami.
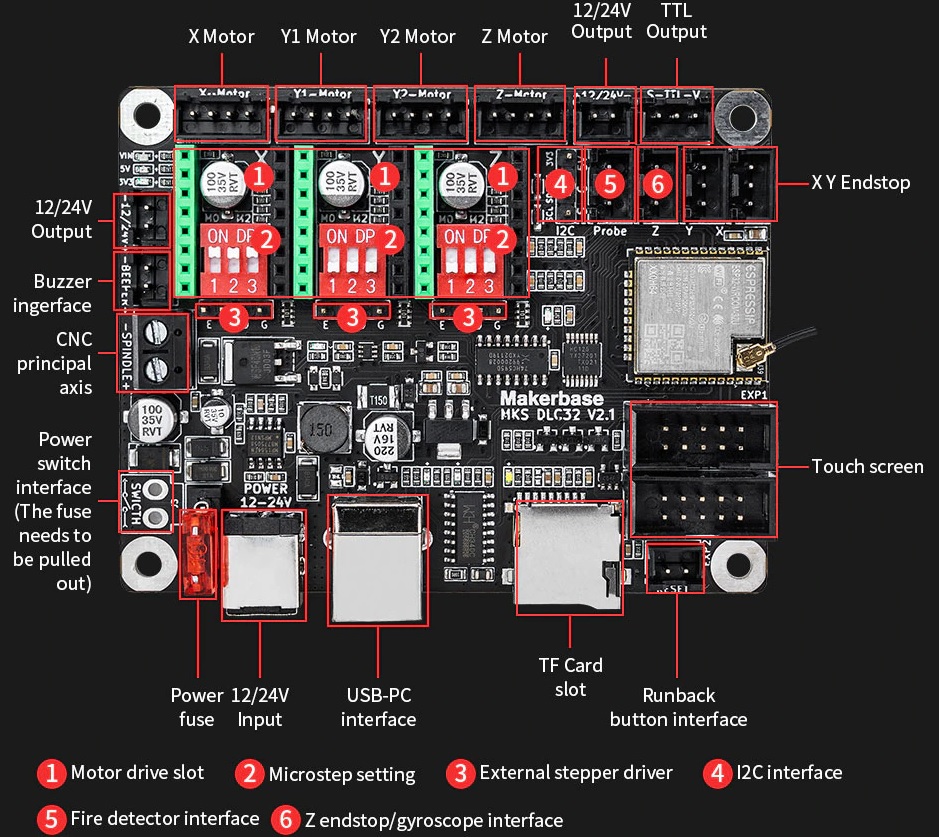
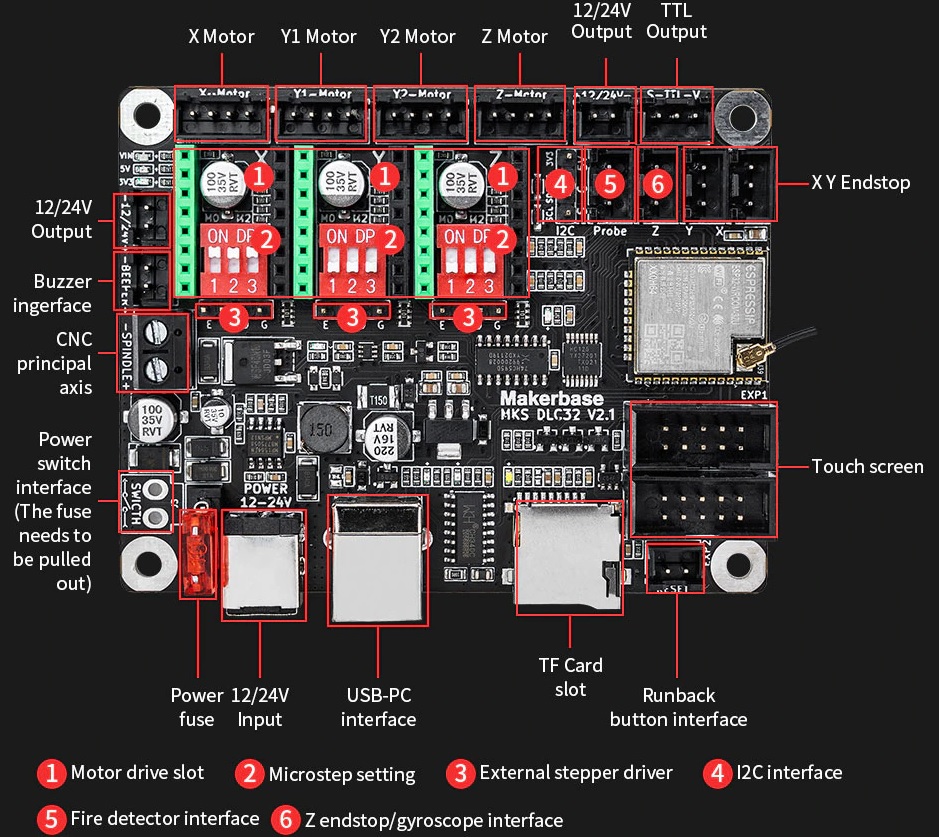
Jedną z takich bzdur jest, że czym większy mikrokrok tym lepiej, a zwykle jest dokładnie odwrotnie.
Otóż silnik krokowy jest dwufazowym silnikiem synchronicznym prądu zmiennego i powinien być zasilany prądem sinusoidalnie zmiennym. Wtedy działa najlepiej, ale z kolei nie daje nam tych możliwości, które w nim najbardziej cenimy, dlatego w praktyce zasilamy go przebiegami o różnym kształcie, a nawet prądem stałym...
Nie wdając się w skomplikowane rozważania, silnik krokowy zasilany przebiegiem prostokątnym ("pełny krok") działa wyjątkowo źle i należy takiej sytuacji unikać jak ognia. Mikrokrok przybliża przebieg prądu do idealnej sinusoidy, 1/2 czy 1/4 to jeszcze wyraźne "schody", ale dalej już coraz mniejsze i trudniej zauważalne.
Mikrokrok rośnie w postępie geometrycznym, każda następna pozycja to dwa razy więcej poziomów prądu i dwa razy mniejsza różnica pomiędzy poziomami.
Dodatkowo nie jest prawdą, że mikrokrok przekłada się na precyzję pozycjonowania. Tylko czysto teoretycznie, gdy w układzie nie działa żadna siła. W praktyce moment przyłożony do osi silnika obraca ją o kąt proporcjonalny do tego momentu. W CNC stosuje się prawie wyłącznie silniki 200 kroków/obr, co znaczy że przykładając moment nominalny obrócimy oś silnika o pełny krok czyli 1,8 stopnia, niezależnie od tego jaki mikrokrok ustawimy.
Tak więc z mikrokrokiem nie ma sensu przesadzać.
Przy jakichś ploterkach laserowych na paskach zębatych możemy sobie pozwolić na 1/32, bo nie zaszkodzi a silniki i tak kręcą się stosunkowo wolno, ale przy ciężko pracujących maszynach na śrubach pociągowych duży mikrokrok to duże kłopoty i żadnych korzyści. Tutaj 1/4 w zupełności wystarczy.
Tak więc tutaj także sterownik może być w zupełności wystarczający, a problem leżeć w złych ustawieniach.
Przestrzegam przed ludźmi którzy widzą różnicę pomiędzy mikrokrokiem 1/128 i 1/256, bo mówiąc dyplomatycznie są jak audiofile, którym się baza poszerzyła a środek rozjaśnił....
Przy śrubie o skoku 5 mm i mikrokroku 1/2 mamy 400 pozycji na obrót i teoretyczną rozdzielczość 0,0125 mm. Gwarantuję że amatorska maszynka pod obciążeniem ugnie się o więcej...






")


")

")






