krukow123 pisze:zakładam, że programy piszesz pod siebie, bo jakbyś miał operatorów-ustawiaczy to by cie chole**a wzięła, za każdym razem jakbyś musiał tłumaczyć.
A czy ja gdzieś napisałem, że korzystam z Takiego zapisu

Chciałem po prostu pokazać autorowi tematu jak można przybliżyć kod ISO do tego stosowanego przez niego prędzej na HH, czyli jak można zadawać w programie odpowiednie korekcje narzędzi. Jeśli doda te dane do swojego postprocesora to osiągnie cel czyli już żadnemu operatorowi nie pomylą się korektory.
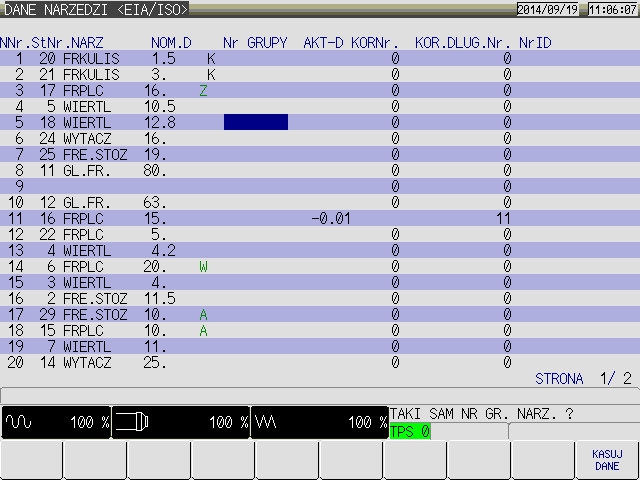
Ja ustawiłem parametry tak, że po włączeniu korekcji (G43/G41/G42) zawsze (nawet gdy nie podamy numeru korektora) zostanie użyta geometria narzędzia pobrana z magazynu Mazatrol'a ale tam gdzie trzeba zmieścić się w jakieś wąskiej tolerancji lub np. kontur w różnych miejscach posiada różne tolerancje to tam ładuję korektory i później na rysunku przy każdym wymiarze wpisuję numer korektora, który reguluje jego tolerancję..
krukow123 pisze:bo jakbyś miał operatorów-ustawiaczy to by cie chole**a wzięła, za każdym razem jakbyś musiał tłumaczyć.
Moje zdanie jest takie, że jeśli ktoś bierze się za programy w gcodach to powinien znać chociaż te podstawowe. Niestety nie każdy ma do tego głowę i tak też jest w firmie w której pracuję dlatego wolę używać korektorów w których wpisuje się tylko drobne korekcje i jeśli wypada, że mój zmiennik uruchamia program to poświęcam mu 5minut na omówienie tych ważniejszych wymiarów i gdzie może je korygować by nie okazało się, że gościu pół nocki dochodzi do miejsca w którym jakaś ścianka musi się przesunąć o np +0.025 i nie może tego zrobić korekcją średnicy bo popsuje mu się inna obrabiana tym samym frezem ale w tolerancji +0/-0.05...
Jest to chyba lepsze rozwiązanie niż to aby osoba nie do końca wiedząca co tak właściwie robi ryła nam w kodzie..
wyjęcie kluczyka nie wchodzi w grę bo podczas uruchamiania nowego programu jakieś zmiany mogą okazać się koniecznością..
Wracając do meritum to nie jest tak że ja piszę programy pod siebie ale jeśli nikt nie wie jak to zrobić to robimy to po mojemu
 krukow123
krukow123 pisałeś że masz pytania odnośnie smarta.. lecz wydaje mi się, że ten wątek nie powinien wykraczać poza ramy G-Code dlatego zapraszam na priv albo do zakładania nowych tematów poświęconych smartowi..
Autor pytał się we wcześniejszych postach czy nie ma możliwości wybrania jednego numeru korekcji dla długości i średnicy tak jak to miał w HH..
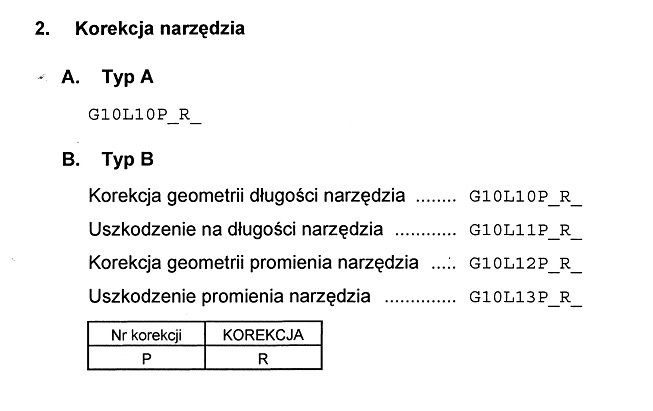
Aby móc stosować ten ficzer maszyna musi posiadać Offsety Narzędziowe TYPU B. Co rozróżnia TYP A od TYPU B?
w typie A każdy korektor można stosować i do średnicy i do długości. W TYPIE B w oknie z tabelą offsetów przy każdym numerze korektora mamy możliwość wpisania takich wartości:
Długość Narzędzia - zgrubnie
Długość Narzędzia - zużycie
Promień Narzędzia - zgrubnie
Promień Narzędzia - zużycie
zatem jeden numer opisuje geometrie narzędzia L I R (G43 Z100.H1...........G41 D1 X-50.)





")


")
 ..2..
..2..  [/center]
[/center] ..4..
..4..  [/center]
[/center]