



Szanowny Kolego,Sprawdziliśmy w firmie chyba wszystkich producentów laserów CO2 (tych liczących się Trumpf, Mazak, Bystronic, Mitsubishi). Wg wszystkich tych firm sprawność jest na poziomie około 10 %, a zasilanie do 4 kW to nie 80 kW, a około 50kW. U każdego jest podobnie. Coś tu się zatem nie zgadza. Druga sprawa to fakt, że przy cięciu nierdzewki powyżej 3 mm przy fiberze idzie 2 x więcej azotu niż przy CO2. Powyżej jest jeszcze gorzej a prędkość cięcia fibera w stosunku do CO2 znacznie spada. CO2 jest dużo szybszy. Wg mnie fiber to nadaje się do blachy max 3 mm. Powyżej to ani jakości ani prędkości ani oszczędności nie ma. Jeżeli macie inne zdanie proszę o odpowiedź, może czegoś nie wiemy i jak ma to tak dobrze wyglądać to kupimy fibera. Jaki jest koszt fibera ok. 3 kW ? i dwa jaka jest prędkość cięcia stali węglowej i nierdzewki dla 5, 12 i 16 mm? Chcę to porównać.
Rzeczywiście różnice w koszcie prądu do lasera CO2 i fiber mogą różnić się wielokrotnie. Dotyczy to oczywiście cięcia blach do 3-4 mm ale ponad tą granicę wbrew temu co twierdzą przedstawiciele wymienionych marek laser fiber również jest znacznie ekonomiczniejszy w zużyciu prądu.
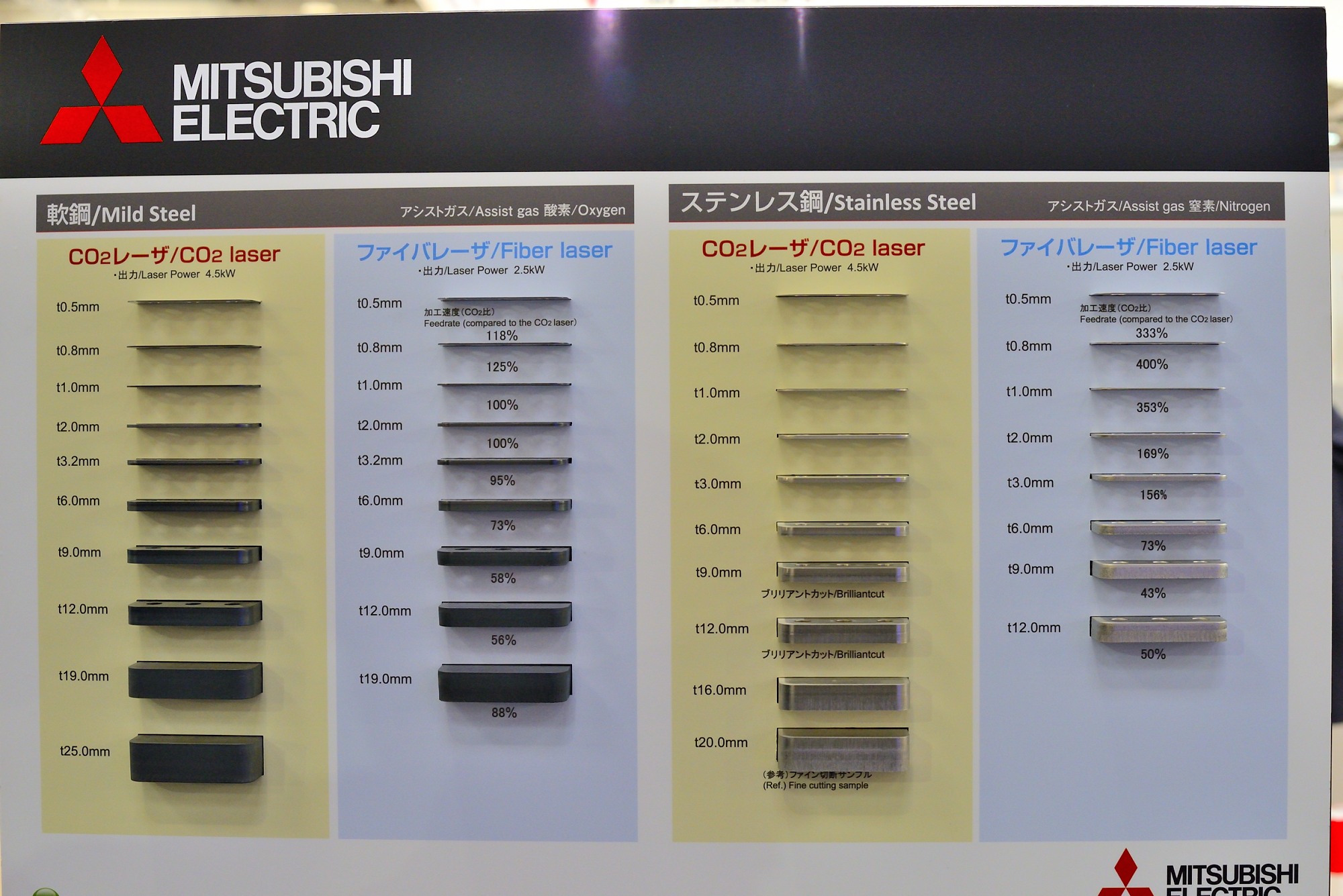
Przy blachach cienkich prędkość lasera CO2 jest osiągana laserem fiber przy połowie mocy wyjściowej lasera CO2.
Lasery CO2 rzeczywiście maja sprawność ok 10% jednak dotyczy to tylko sprawności energetycznej źródła i nie ma nic wspólnego z tym ile laser podczas pracy pobiera prądu jako cała maszyna.
Załóżmy, że rozpatrujemy laser CO2 o mocy 4kW. przy sprawności 10% wymagane do jego zasilania jest 40kW. Laser jest zasilany prądem w.cz. a że zasilacz wielkiej częstotlowości ma również ograniczoną sprawność to rzeczywiście sam rezonator zużywa ok 50kW energii.
Kolejnym prądożernym elementem lasera CO2 jest turbina rozpędzająca mieszankę gazów do ogromnych prędkości. Moc tej turbiny to ok 8kW.
Ale to nie wszystko. Jeśli wkładamy 58 kw, a na wyjściu mamy 4kW to 54kW musimy odebrać w postaci ciepła. Chłodnica pobiera mniej więcej połowę tego co jest w stanie odebrać od chłodzonego systemu więc będzie to ok. 29kW.
Czyli już mamy 83kW, a do tego dochodzi przecież jeszcze układ odpylający co najmniej 3kW, pompa próżniowa itp.
Wyliczenia te w sumie dają 86kW nie licząc napędów osi lasera. Powiedzmy, że niech będzie 90kW. I dokładnie taka wartość mocy podana jest w instrukcji lasera Trumpf o mocy 4kW jaki posiadamy. Dla porównania na innym naszym laserze Trumpfa o mocy 2.6kW jest podane 60kW zasilania. Więc jest to w przybliżeniu proporcjonalne.
A teraz dla porównania laser fiber:
2kW mocy wyjściowej lasera IPG wymaga dostarczenia dokładnie 6kW zasilania.
Czyli do rozproszenia zostaje ok 4kW. Jako że przedmiotowe źródło może pracować przy wyższej temperaturze niż CO2 do rozproszenia tych 4kW wystarczy chłodnica z lodówką 1.5kW czyli da to nam w sumie 7.5kW. Po dodaniu odpylacza i wyposażenia będzie to ok. 12kW.
Czyli nawet porównując nie tylko sam rezonator ale całość maszyny, bo przecież to interesuje użytkownika, to i tak przewaga lasera fiber jest co najmniej 7 -krotna.
Natomiast do większych grubości, żeby to miało sens należy już porównywać laser CO2 i laser fiber o tej samej mocy. Więc policzmy jeszcze raz 4kW laser bierze 12kW + 3kW lodówka daje 15kW + odpylacz i napędy daje 19kW, więc i tak 4 razy mniej.
Co do prędkości cięcia to zasada podstawowa jest taka, że nie ma rodzaju ani grubości blachy przy której laser CO2 był by szybszy od lasera fiber tej samej mocy.
Jest tak dlatego, ponieważ światło z lasera fiber można bardziej skupić czyli uzyskać większa koncentrację energii, poza tym światło z lasera fiber jest lepiej pochłaniana przez metale niż światło lasera CO2.
Często producenci laserów CO2 porównują dla grubszych blach laser CO2 4kW do lasera fiber 2kW, a w tym przypadku rzeczywiście wyjdzie na korzyść CO2, tyle tylko że to porównanie nie ma sensu.
Prawda jest taka, że producenci laserów CO2 i fiber mają konkretny interes w tym, aby swoich klientów zniechęcać do laserów fiber.
Po prostu większość z nich źródła CO2 produkuje sama, a że cena źródła to ok połowa ceny lasera to połowa zarobku na laserze pochodzi z zarobku na źródle.
Jeśli ktoś zamówi laser z rezonatorem typu fiber który będą musieli zamówić od IPG to po prostu na laserze połowę zarobi jego producent a połowę IPG.
Z tego powodu dla osiągnięcia porównywalnego zysku producent laserów musi wyprodukować 2 lasery fiber zamiast jednego CO2.
Duże firmy, które dotychczas produkowały lasery CO2 oczywiście muszą oferować również lasery fiber aby ich konkurencja nie posądziła, że się nie rozwijają, jednak nie jest to dla nich najlepszy interes.
Nie jest prawdą również, że laser fiber zużywa więcej gazu tnącego.
Jest wręcz przeciwnie. Ze względu na zachowanie światła podczas skupiania, im krótsza jest długość fali tym bardziej można skupić wiązkę. Ze względu na to, że długość fali światła lasera fiber jest dziesięciokrotnie krótsza niż laserów CO2 możliwość skupienia znacznie wzrasta, a to pozwala na używanie mniejszych średnic dysz niż w przypadku lasera CO2, co bezpośrednio wpływa na zmniejszenie zużycia gazu.


")
")
")
")






