



Moc niezbędna do rozpędzenia jest uzależniona od zadanego przyspieszenia i masy do poruszenia.
Wynika z tego, że jeśli głowica na bramie waży np. 50kg, a cała brama z głowicą 200kg to przy założonym przyspieszeniu moc pobierana przy rozpędzaniu jest uzależniona od kierunku ruchu.
W układzie z ruchomą bramą maszyny zawsze więc będą miały bardziej obciążone posuwy wzdłużne.
W przeciwieństwie do takich producentów jak Salvagnini, Prima, Trumpf (przynajmniej 3030), (Bystronic chyba też) gdzie stosowany jest tylko 1 silnik do napędu bramy, firma Kimla napędza bramę dwoma niezależnymi silnikami po obu stronach bramy, co pozwala na dostarczenie 2x więcej mocy do jej poruszania.
Dzięki temu obciążenie napędów posuwu dla osi x i y rozkłada się znacznie bardziej równomiernie, a na dodatek pozwoliło na implementację automatycznej korekcji kąta bramy.
Teoretycznie można zastosować zróżnicowanie przyspieszenia w zależności od masy osi dla maksymalnego wykorzystania mocy napędów (i system Kimla to potrafi), jednak w laserach Kimla różnice w obciążeniu silników poszczególnych osi są tak niewielkie, że nie było sensu tego stosować.
Między innymi właśnie dzięki dobremu wyważeniu układów napędowych i równomiernego obciążenia osi lasery Kimla są tak wydajne.
Wyliczanie kosztów cięcia laserem


-
lewy10psdw
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 346
- Rejestracja: 26 sie 2008, 13:07
- Lokalizacja: Koszalin
- Kontakt:
Ok, dzięki za wytłumaczenie. Owszem, laser 3030 ma jeden silnik i chyba wał na bramie przekazujący napęd na dwie strony, ale jak dla mnie to chyba jeden z najmniej awaryjnych laserów C02 na rynku, taki wół roboczy i życzę każdemu polskiemu producentowi laserów aby jego produkt był takiej jakości , no ale temat dotyczy wyliczania kosztów: my posiłkujemy się demo wrykrysa, można zrobic dokładny nesting, odczytac długośc cięcia podzielic ją przez średnią prędkośc cięcia i jest jakiś przybliżony czas, można dodac też jakieś wartości zależne od ilości wkłuc które wrykrys też zlicza. Są też sytuacje, że ceny trzeba żyłowac na maksa, wtedy to i nawet dla skomplikowanych detali próby się robi ze stoperem. Panie Kimla, nie planuje pan budowy lasera C02 z zapożyczonym źródłem ? Lub jakiegoś Lasertube bądź 3d ?
-
Avlli
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 18
- Rejestracja: 13 lut 2014, 17:06
- Lokalizacja: Wrocław
Nie chciałem robić nowego tematu to dokleję się tutaj. Mam parę pytań
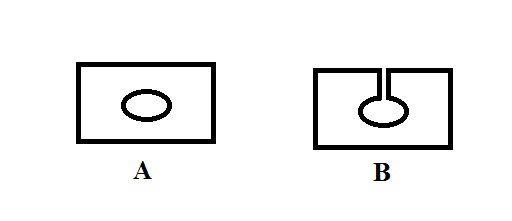
1. Jak wygladaja koszta wykonania elementu, gdy laser musi przerwać cięcie konturu i zacząć wycinać otwór ?
Element B policze sobie z $$$/m, ale jak to wyglada w przypadku elemetu A ? i czy A wyjdzie drożej ?
2. Biorąc pod uwagę element A, jeżeli już wycinamy ten otwór to czy średnica ma znaczenie ? czy po prostu też obliczana z $$$/m ?
3. Jak wygladają koszta osiągnięcia zadanej tolerancji pozycji otworu ? załóżmy, że chcemy przejść z fi0.1 do fi0.4 jak wygladają koszta osiagniecia tych tolerancji ?
1. Jak wygladaja koszta wykonania elementu, gdy laser musi przerwać cięcie konturu i zacząć wycinać otwór ?
Element B policze sobie z $$$/m, ale jak to wyglada w przypadku elemetu A ? i czy A wyjdzie drożej ?
2. Biorąc pod uwagę element A, jeżeli już wycinamy ten otwór to czy średnica ma znaczenie ? czy po prostu też obliczana z $$$/m ?
3. Jak wygladają koszta osiągnięcia zadanej tolerancji pozycji otworu ? załóżmy, że chcemy przejść z fi0.1 do fi0.4 jak wygladają koszta osiagniecia tych tolerancji ?
-
 witbike
witbike
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Re: Wyliczanie kosztów cięcia laserem
Cześć Panowie,
chciałem zapytać jak aktualnie wyglądają stawki godzinowe za cięcie laserem fieber? Z tego co się orientowałem to przy cięciu nierdzewki są zużywane dosyć duże ilości azotu który jest drogi.
Gdy przeliczałem prędkość maszyny (1/2 podanej przez producenta dla danej blachy) * długość detali które zlecam - materiał wychodziło, że godzina pracy lasera kosztuje ok 900-1100zł. Czy to możliwe?
Odgrzebuje temat, ale bez sensu zakładać nowy.
chciałem zapytać jak aktualnie wyglądają stawki godzinowe za cięcie laserem fieber? Z tego co się orientowałem to przy cięciu nierdzewki są zużywane dosyć duże ilości azotu który jest drogi.
Gdy przeliczałem prędkość maszyny (1/2 podanej przez producenta dla danej blachy) * długość detali które zlecam - materiał wychodziło, że godzina pracy lasera kosztuje ok 900-1100zł. Czy to możliwe?
Odgrzebuje temat, ale bez sensu zakładać nowy.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Wyliczanie kosztów cięcia laserem
Znalezione w necie :
Przedstawione ceny są cenami netto. Cena nie zawiera kosztu materiału. Podane ceny nie stanowią oferty handlowej.
Cięcie laserowe - stal czarna:
Grubość blachy:
1 mm
2 mm
3 mm
4 mm
5 mm
6 mm
Cena za 1 metr cięcia:
0,85 zł
1,27 zł
3,02 zł
3,98 zł
4,96 zł
6,19 zł
Cięcie laserowe - stal nierdzewna:
Grubość blachy:
1 mm
2 mm
3 mm
Cena za 1 metr cięcia:
3,13 zł
5,42 zł
8,89 zł
Mariusz.
Przedstawione ceny są cenami netto. Cena nie zawiera kosztu materiału. Podane ceny nie stanowią oferty handlowej.
Cięcie laserowe - stal czarna:
Grubość blachy:
1 mm
2 mm
3 mm
4 mm
5 mm
6 mm
Cena za 1 metr cięcia:
0,85 zł
1,27 zł
3,02 zł
3,98 zł
4,96 zł
6,19 zł
Cięcie laserowe - stal nierdzewna:
Grubość blachy:
1 mm
2 mm
3 mm
Cena za 1 metr cięcia:
3,13 zł
5,42 zł
8,89 zł
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 Zienek
Zienek
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 3725
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
Re: Wyliczanie kosztów cięcia laserem
Możliwe, że ktoś Cię nieźle kroi, albo wycinasz bardzo mało elementów z różnych grubości i czas na wrzucenie arkusza specjalnie dla Ciebie też jest liczony, jako czas pracy lasera.witbike pisze: ↑25 sie 2019, 11:54Cześć Panowie,
chciałem zapytać jak aktualnie wyglądają stawki godzinowe za cięcie laserem fieber? Z tego co się orientowałem to przy cięciu nierdzewki są zużywane dosyć duże ilości azotu który jest drogi.
Gdy przeliczałem prędkość maszyny (1/2 podanej przez producenta dla danej blachy) * długość detali które zlecam - materiał wychodziło, że godzina pracy lasera kosztuje ok 900-1100zł. Czy to możliwe?
Odgrzebuje temat, ale bez sensu zakładać nowy.
Przemysłowy CO2 kosztuje ok 50 zł + amortyzacja kosztu maszyny.
W Szczecinie zwykle za CO2 firmy liczą ok 300 zł /h cięcia.
Fiber 2kW - 500 zł/h.
Im mniej - tym drożej.
Podeślij coś do wyceny na pawel [] prototypujemy.pl i porównasz z kosztami dla forumowych kolegów
-
witbike
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 217
- Rejestracja: 03 mar 2015, 20:50
- Lokalizacja: Wyszków
Re: Wyliczanie kosztów cięcia laserem
Wysłałem do wyceny.
Wzór - ustaliliśmy, że jednak liczenie kosztów po mb nie jest dobre.
Co do kosztów, jeśli podajesz 500zł/h to według producenta laser Fieber 6kW przy cięciu blachy czarnej 4mm w osłonie azotu wykorzystuje 35m3 gazu. Sam koszt gazu w tym wypadku wychodzi ok 400zł/h. Przyjmując koszt wiązki 153m3 ~2000zł
Wzór - ustaliliśmy, że jednak liczenie kosztów po mb nie jest dobre.
Co do kosztów, jeśli podajesz 500zł/h to według producenta laser Fieber 6kW przy cięciu blachy czarnej 4mm w osłonie azotu wykorzystuje 35m3 gazu. Sam koszt gazu w tym wypadku wychodzi ok 400zł/h. Przyjmując koszt wiązki 153m3 ~2000zł
-
Zienek
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 3725
- Rejestracja: 13 gru 2008, 19:32
- Lokalizacja: Szczecin
- Kontakt:
Re: Wyliczanie kosztów cięcia laserem
Trumpf 1030 3kW przy blasze 1mm bierze katalogowo 7 m ³ azotu na godzinę.
Osiąga na prostych po 20m/min cięcia.
W idealnym przypadku masz kilometr pociętej blachy w 7x ~4zł = 30 zł w gazie + pesymistycznie 12kW* 0.6zł 10 zł w prądzie.
Osiąga na prostych po 20m/min cięcia.
W idealnym przypadku masz kilometr pociętej blachy w 7x ~4zł = 30 zł w gazie + pesymistycznie 12kW* 0.6zł 10 zł w prądzie.






