Mam wygenerowany duży program g-code, chcę go uruchomić na VF-2, ale nie ma tyle miejsca w pamięci maszyny, aby go skopiować.
Proszę o przepis, jak uruchomić taki program z pamięci USB.
(Najlepiej krok po kroku
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")

InventorCAM® jest produktem firmy SolidCAM.alekmoes pisze:WZÓR,
Witam
Pierwszy raz próbuje z kimś się skontaktować na tym forum. Nie wiem czy to dobra droga.
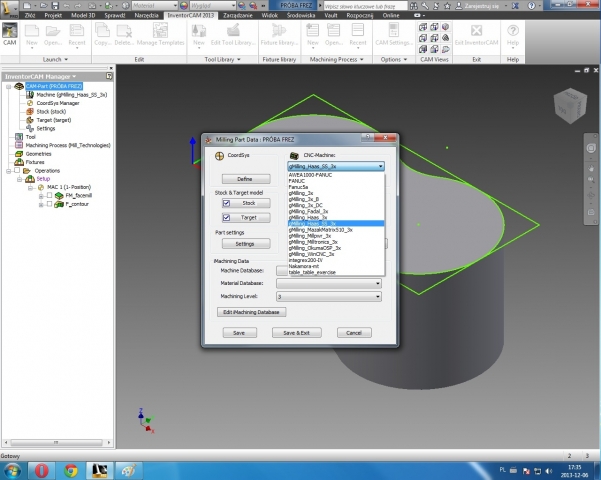
Bardzo potrzebuje informacji na temat generowania Gkodow z modeli 3D. Dokładnie chodzi o generowanie kodów do centrum Haas VF-6 z programu Inventorcam. Czy mozesz mi pomóc w tej kwestii lub poradzić gdzie mógłbym się zgłosić?
U siebie .... w Solid Cam też mam postprocesor do Haas .alekmoes pisze:Ale co może byc przyczyna tych "krzaczków"? Źle dobrany postprocesor? w Inventorcam wybrałem Haas ss 3x ...







{kind=link}
{kind=link}
{kind=link}