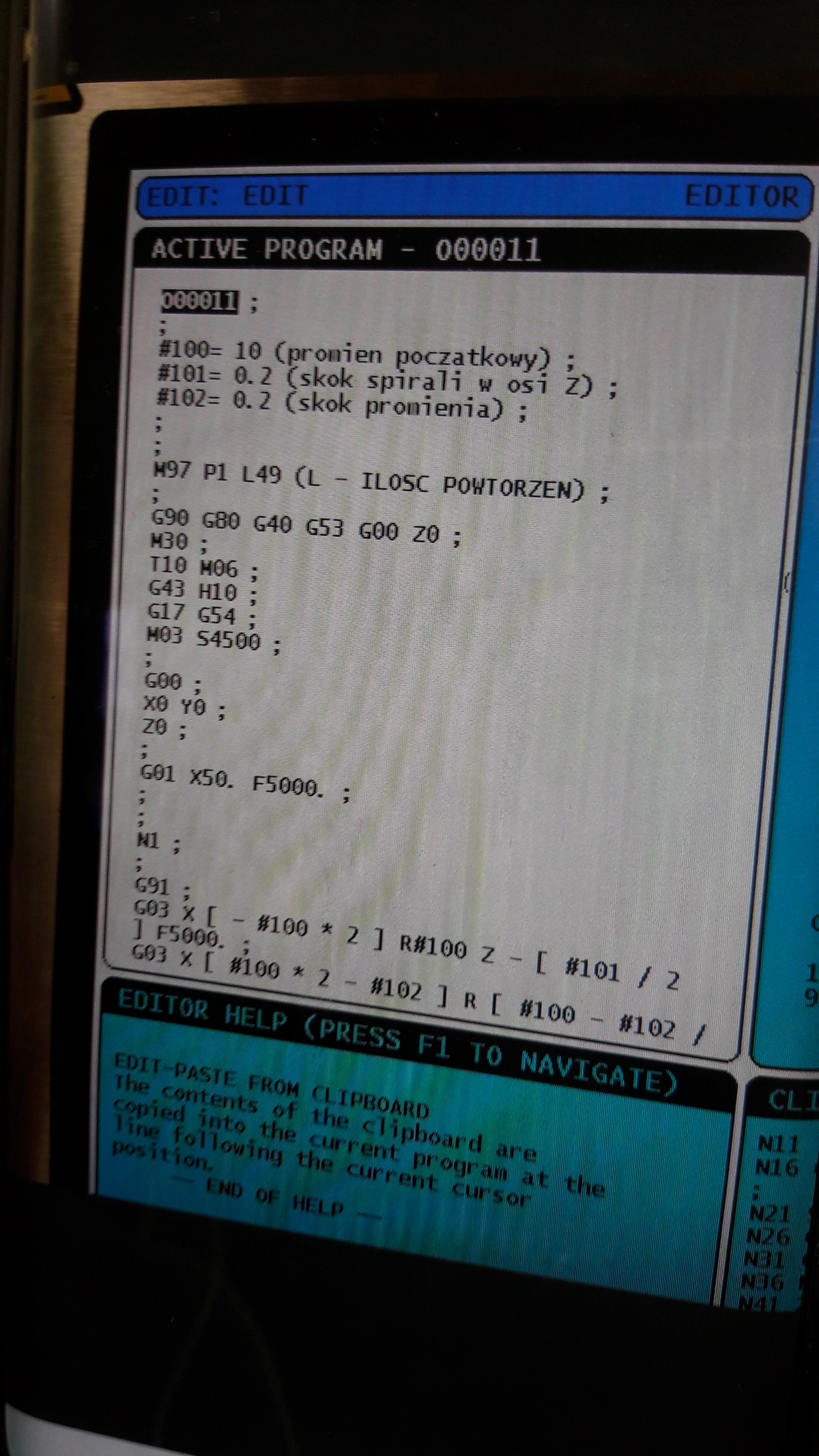
#100=50 (promien poczatkowy)
#101=0.1 (skok spirali w osi Z)
#102=0.1 (skok promienia)
(DOJAZD NA PKT STARTOWY NP PRAWA STRONA OTWORU)
M97P1L100 (L - ILOSC POWTORZEN)
G90
.
(DALSZA CZESC PROGRAMU)
.
M30
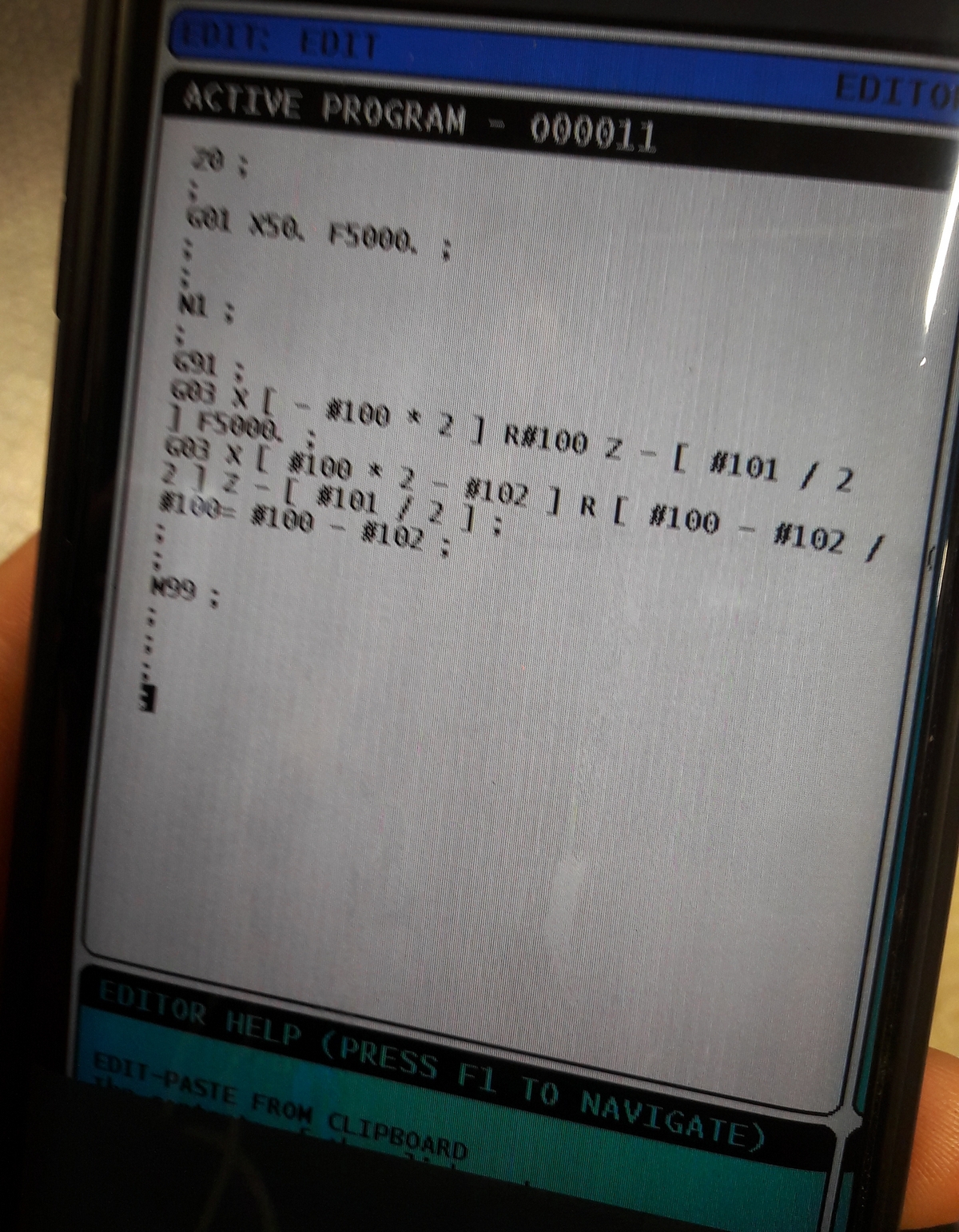
N1
G91 G3 X[-#100*2] R#100 Z-[#101/2]
G3 X[#100*2-#102] R[#100-#102/2] Z-[#101/2]
#100=#100-#102
M99
Program wykona 100 ruchów spiralnych zaczynając od promienia wpisanego w #100. Każde kolejne przejście będzie zagłębiać się o #101 i zmieniac promień o #102.
Powinno działać ale mogłem się walnąć bo nie testowałem

Pomagam w:
HAAS - frezarki, tokarki, stoły, podajniki
FANUC - frezarki, tokarki, automaty wzdłużne
Instrukcje HAAS są dostępne
TU








")


")
")






